
- Manuals
- Brands
- CNC Manuals
- Industrial Equipment
- 3018-PRO
- User manual
-
Contents
Table of Contents -
Bookmarks
Quick Links
Related Manuals for CNC 3018-PRO
Summary of Contents for CNC 3018-PRO
-
Page 2: Table Of Contents
Contents Parts list························································· 1 Machine Installation·········································· 4 Grblcontrol···················································· 11 Getting Started··············································· 14 Lasergrbl······················································ 15 Offline controller·············································18 Common Problem············································21…
-
Page 3: Parts List
Parts list Serial Name Type Picture number working desk 15*180*300mm Aluminum 20*40*290mm Aluminum 20*20*290mm X Linear guide Φ10*360mm Y Linear guide Φ10*290mm X screw T8(365mm) Y screw T8(295mm) Bakelite Stepper motor 42*34mm Spindle 775ER100w8000rmp X Z-Parts Y-Axis slider 10mm…
-
Page 4
Y-Axis nut seat T8-4 Milling Cutter Φ3.175mm20°.1mm Spindle wires 60mm Stepper wires 60mm Offline controller(Optional) Power Supply 24V5A Control Board USB Cable 1.5m Plate Clamp Winding Tube U Disk Allen Wrench 2.5mm… -
Page 5
Bolt M5*10mm M5*16mm M4*14mm Copper Nut T Nut M5*20 Slider Nut M5*30 Spring 0.8*12*30mm Coupling& Set Screw 5*8mm ER Wrench 13*87*2mm 17*88*2mm Brush Rolled Strip… -
Page 6: Machine Installation
Machine Installation Bakelite: STEP1 Base Installation…
-
Page 7
Step2 Table Installation Note: First fix one end of the coupling to the 42 stepper motor, and then fix the 42 stepper motor to the aluminum profile Completed… -
Page 8
Step3 Base & Bakelite-C Installation Note: the distance between Bakelite-C and 2040 aluminum profile is 37.5mm, and Bakelite-C should be kept at 90° from the bottom Tips: First put the T-nut in the gap of 4040 aluminum profile, corresponding to the hole, and then tighten the screw Completed… -
Page 9
Step4 X-Z Axis Assembly Installation Note: 1. First fix the coupling to the 42 stepper motor, and then fix the 42 stepper motor to the bakelite-C. 2. First fully insert the spring and brass nut into the Z-X axis assembly, and then tighten the X screw. Step5 Bakelite-D Installation… -
Page 10
Completed Step6 Spindle Installation… -
Page 11
Note: The screw M4*30mm here requires a 3mm hexagon wrench. When connecting the spindle motor cable, observe the direction of spindle rotation and turn clockwise to indicate that the connection is correct. Otherwise, change the connection position. Step7 Control Board Installation Note: only need to fix the screws in the upper row… -
Page 12
Step8 Wiring Diagram… -
Page 13: Grblcontrol
Grblcontrol 1 、Install the driver(software->Drive->CH340SER.exe) Note: You need to exit the anti-virus software before installing the driver 2、Determine your Machine’s COM port: Windows XP: Right click on «My Computer», select «Properties», select «Device Manager». Windows 7: Click «Start» -> Right click «Computer» -> Select «Device Manager» -> «Ports (COM & …
-
Page 14
3、Open GrblControl software(software -> Grblcontrol -> grblControl.exe) Tips: Right-click «Send to», select «Desktop Shortcut», and then you can open it directly on the desktop. ●Console window print ” [CTRL+X] < Grbl 1.1f [‘$’ for help]” If the connection is successful. ●Console window print ”… -
Page 15
Grblcontrol Use Toll setting Note: When performing knife setting, when the moving knife just touches the object, click «Zero xy» and… -
Page 16: Getting Started
«Zero z», and finally click «Send». Getting Started After the machine is assembled, you can perform basic machine tests. The following is the recommended start up sequence for the system: 1.Confirm that the USB cable of the control board is plugged into your computer, and then start the computer. 2.Start the Candle software and verify in the status window that no errors are displayed.
-
Page 17: Lasergrbl
Lasergrbl 1.Install lasergrbl software: Before installing the software, we have to install the CH340SER driver on the computer , Then use the USB cable to connect to the computer (don’t plug it offline), open the Lasergrbl software (laser->Lasergrbl) and install ●…
-
Page 18
3.RASTER IMAGE IMPORT Raster import allows you to load an image of any kind in LaserGRBL and turn it GCode instructions without the need of other software. LaserGRBL supports photos, clip art, pencil drawings, logos, icons and try to do the best with any kind of image. It can be recalled from “File, Open File”… -
Page 19
Click this button to start if use the computer control. Notice: speed and S value are different with material,it is recommended that the speed of engraving mode is 500~1000, the power is 500~800, the speed of cutting mode is 50~300, and the power is 900~1000. Tips: Enter «$32=1 in the control window ,It can be set to M4 laser mode for better engraving effect. -
Page 20: Offline Controller
Offline controller 1.Connect offline controller to computer via USB cable( can not connect offline controller line Note: Use USB cable to transfer files, don’t insert SD card into card reader to transfer, it is easy to crash. 2.Copy the NC file to offline controller…
-
Page 21
3.Offline control connected to the control board Note: When using offline controller, you need to unplug the USB cable from the computer, because offline and computer cannot be used together. 4.Press the [X+/X-/Y+/Y-/Z+/Z-] key to move the spindle to the machine origin (tool setting method: the cutter just touches the object, press the [Exit] key), select the engraving file and click [ok ] Key to start carving… -
Page 22
B. Ctrl Page C. File Page… -
Page 23: Common Problem
Support Gcode files of nc, ncc, ngc, tap, txt 2.What file formats does the Lasergrbl software support? Support nc, cnc, tap, gcode, ngc, bmp, png, jpg, gif, svg 3.What should I do if the control board cannot be connected? Exit the software, unplug the wire, and reconnect it. Or update the firmware.
CNC инструкция по эксплуатации
1. Сборка станка.
Пожалуйста, обратитесь к «Инструкции по сборке» для сборки станка (скачать можно в данном разделе https://minichpu.ru/page/1279409).
2. Отладка (для начала скачайте «Полный пакет» в разделе https://minichpu.ru/page/1279409).
Для начала необходимо подключить плату к сети с помощью болка питания, а также соединить плату с компьютером (ноутбуком) с помощью кабеля USB, входящего в комплект.
— Установить драйвер CH340SER (путь- /driver/).
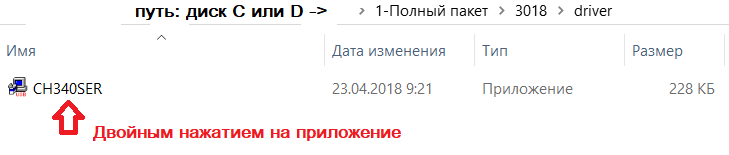
— Открываем двойным нажатием, появляется сообщение
«Разрешить этому приложению вносить изменения на вашем устройстве?»
Нажимаем – ДА!
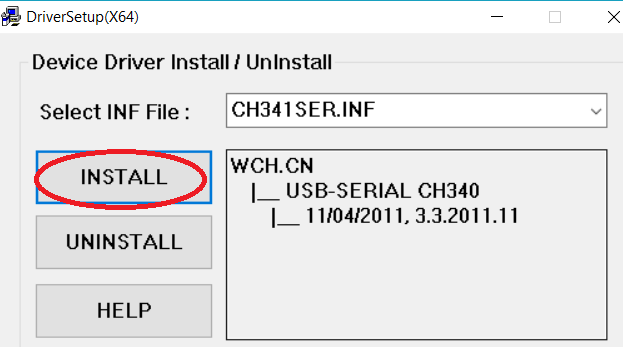
Появляется окно:
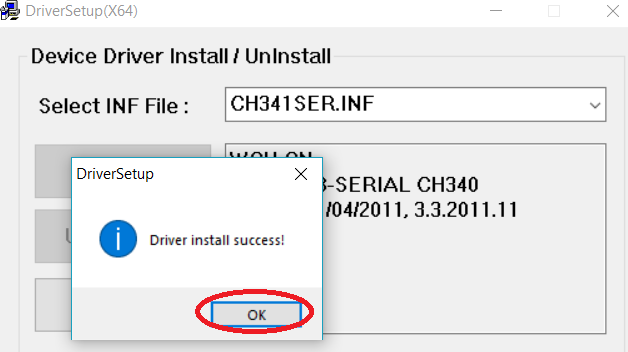
Нажимаем INSTALL, драйвер устанавливается, и появляется окно, что успешно установлен (Driverinstallsuccess!), нажимаем ОК. И закрываем окно.
Определение COM-порта компьютера (для инфо):
- Windows XP: Щелкните правой кнопкой мыши на «мой компьютер», выберите «Свойства», выберите «Диспетчер устройств».
- Windows 7: Нажмите «Пуск» -> щелкните правой кнопкой мыши «компьютер» -> выберите «Управление» -> выберите «Диспетчер устройств» из левой панели.
- В дереве разверните «порты (COM & LPT)»
- Ваш станок будет USB последовательный порт (СОМХ), где “X” представляет собой номер COM порта, например СОМ6.
- Если есть несколько USB-портов, щелкните каждый из них и проверить производителя, станок будет «CH340».
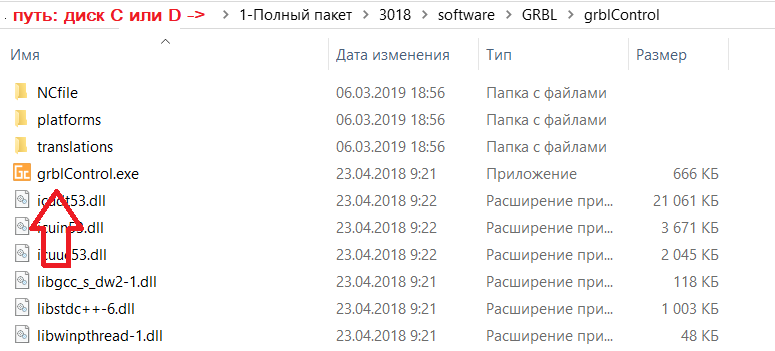
3. Раскройте контрольную программу grblControl.exe, чтобы соединить станок и выбрать правильный порт:
— Открываем двойным нажатием, (станок должен быть подключен и в сеть и через USB).
— Выбираем в меню Сервис ->Настройки, далее Порт (обновляем, и из выплывающего меню выбираем другой порт), нажимаем ОК. Статус меняется на ГОТОВ.
(изначально Статус – Нет соединения)
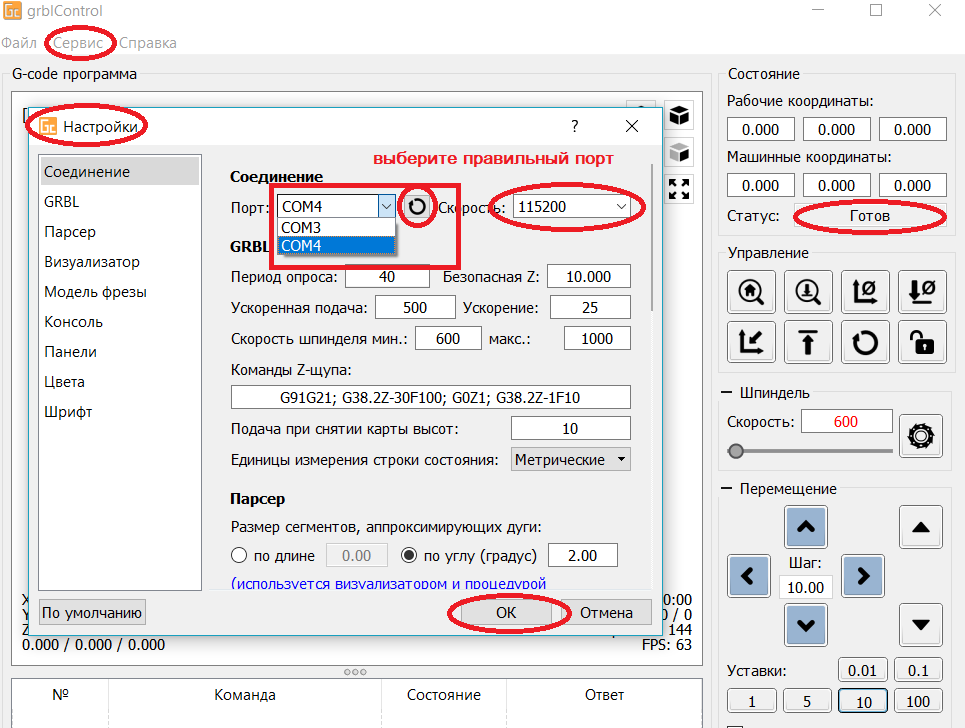
В консоле (внизу): Соединение успешно установлено:[CTRL+X] < Grbl 0.9j [‘$’ forhelp]
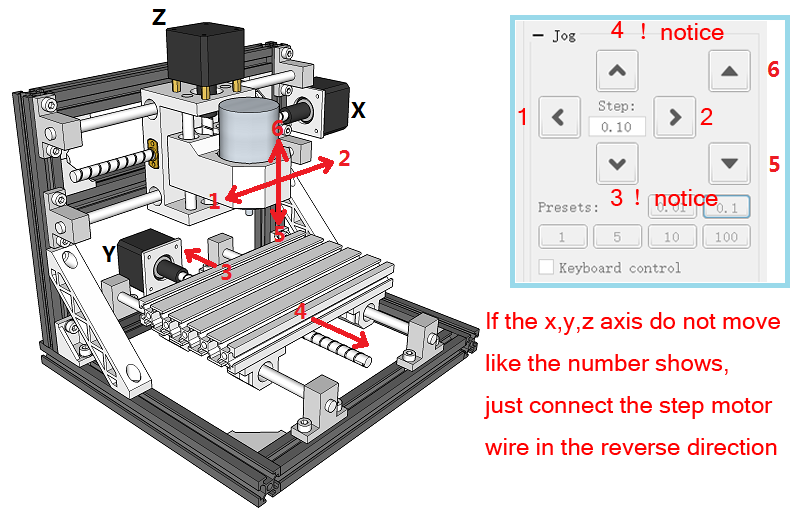
4. Проверить направление оси XYZ:
Если ось x, y, z не двигается, как показано на рисунке, просто подключите провод шагового двигателя в обратном направлении.
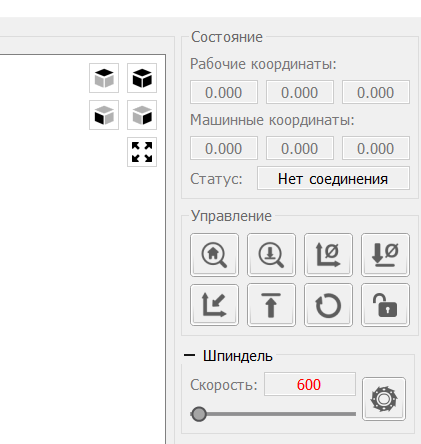
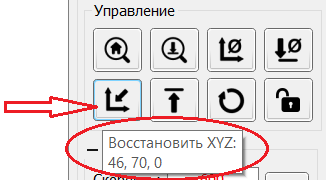
Как обнулить положение гравера:
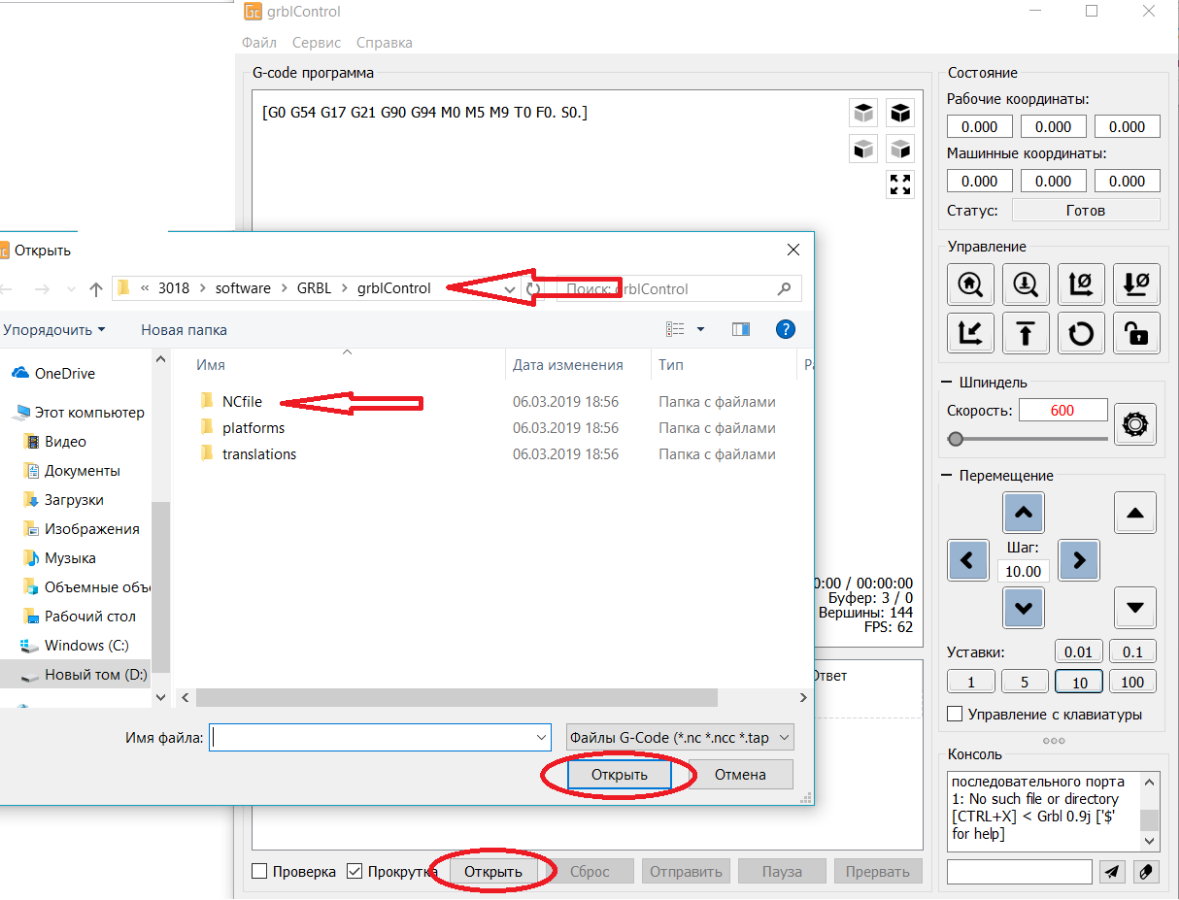
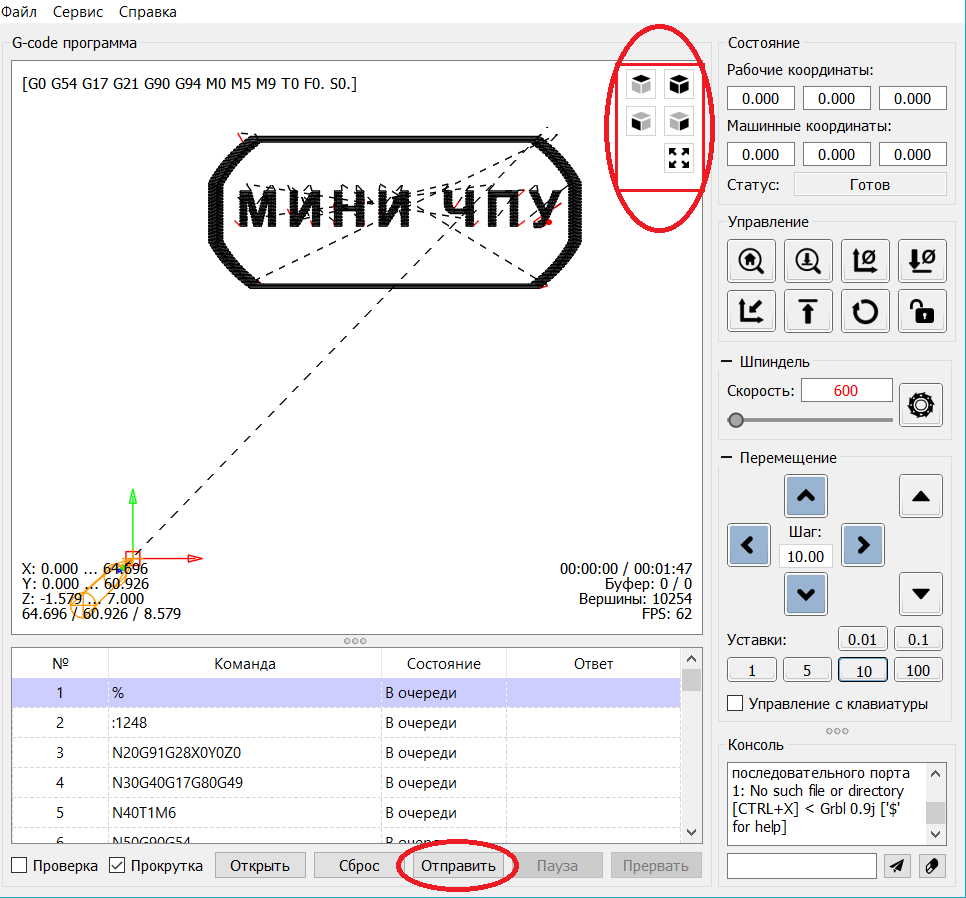
5. После установки станка, откройте файл гравировки — приложение «grblControl.exe» (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
Сначала подведите шпиндель в левый нижний угол заготовки (с помощью кнопок перемещения X и Y), затем опустите фрезу по оси Z. Замедлить движение можно уменьшив шаг, нажатием кнопок 0,01; 0,1; 1; 5; 10 (расположенные ниже стрелок перемещения).
Когда резец будут приближаться к заготовке, аккуратно подведите его к поверхности заготовки.
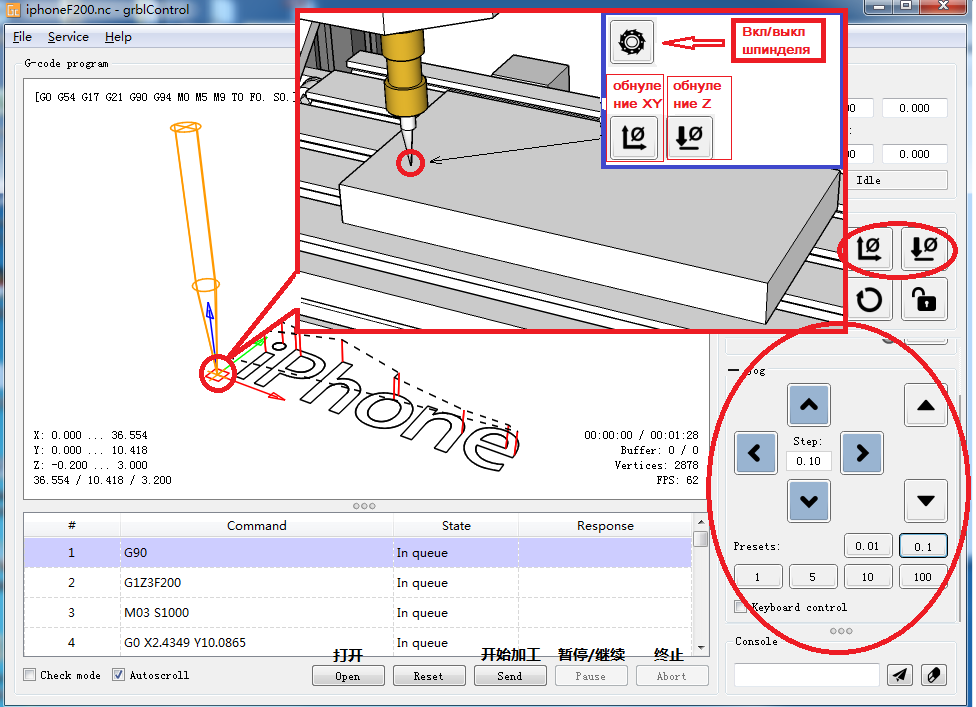
Важно! После соприкосновения резца с поверхностью, нажмите в разделе управление кнопки «Обнулить XY» и «Обнулить Z«.
Подсказка: лучше всего опробовать станок на работоспособность без заготовки. Для вращения шпинделя нажмите кнопку «Вкл/Выкл шпиндель», также можно изменять скорость вращения. Произведите перемещение по всем осям. Для возвращения в нулевую точку необходимо нажать кнопку в управлении «Восстановить XYZ«.
Проверьте станок, прежде чем начать официальную гравировку.
6. Загрузка файла в управляющую программу grblControl.
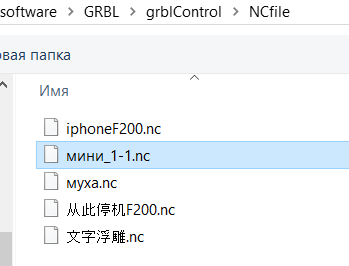
Затем вы можете нажать кнопку «Открыть» в нижнем углу, выбрать из папки «NCfile» готовый файл (с расширением *.nc), чтобы выгравировать.
7. В папке хранятся готовые файлы.
Этапы работы станков с ЧПУ:
1) формируется модель с помощью специальных графических программ (ArtCam и т.д.) на компьютере.
2) с помощью специальной программы для станка с ЧПУ готовая модель отцифровывается в управляющую программу с расширением *.nc.
3) потом файл открывают управляющей программой «grblControl.exe» и вносят в память ЧПУ. И станок приступает к работе.
Изучайте графическую программу ArtCam, создавайте модели и реализовывайте их с помощью станка CNC 3018.
Подготовлено при участии магазина МИНИ ЧПУ https://minichpu.ru

REF. 0204- РУС
8055(i) CNC
Р
УКОВОДСТВО
ПО
ПРОГРАММИРОВАНИЮ
(Т МОДЕЛЬ)
Стр 2 of 8
8055(i) CNC
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
Информация, помещенная в этом руководстве может быть
изменена в соответствии стехническими модификациями.
FAGOR AUTOMATION, S.Coop.Ltda. оставляет за собой право
изменять содержание руководства без предварительного
уведомления
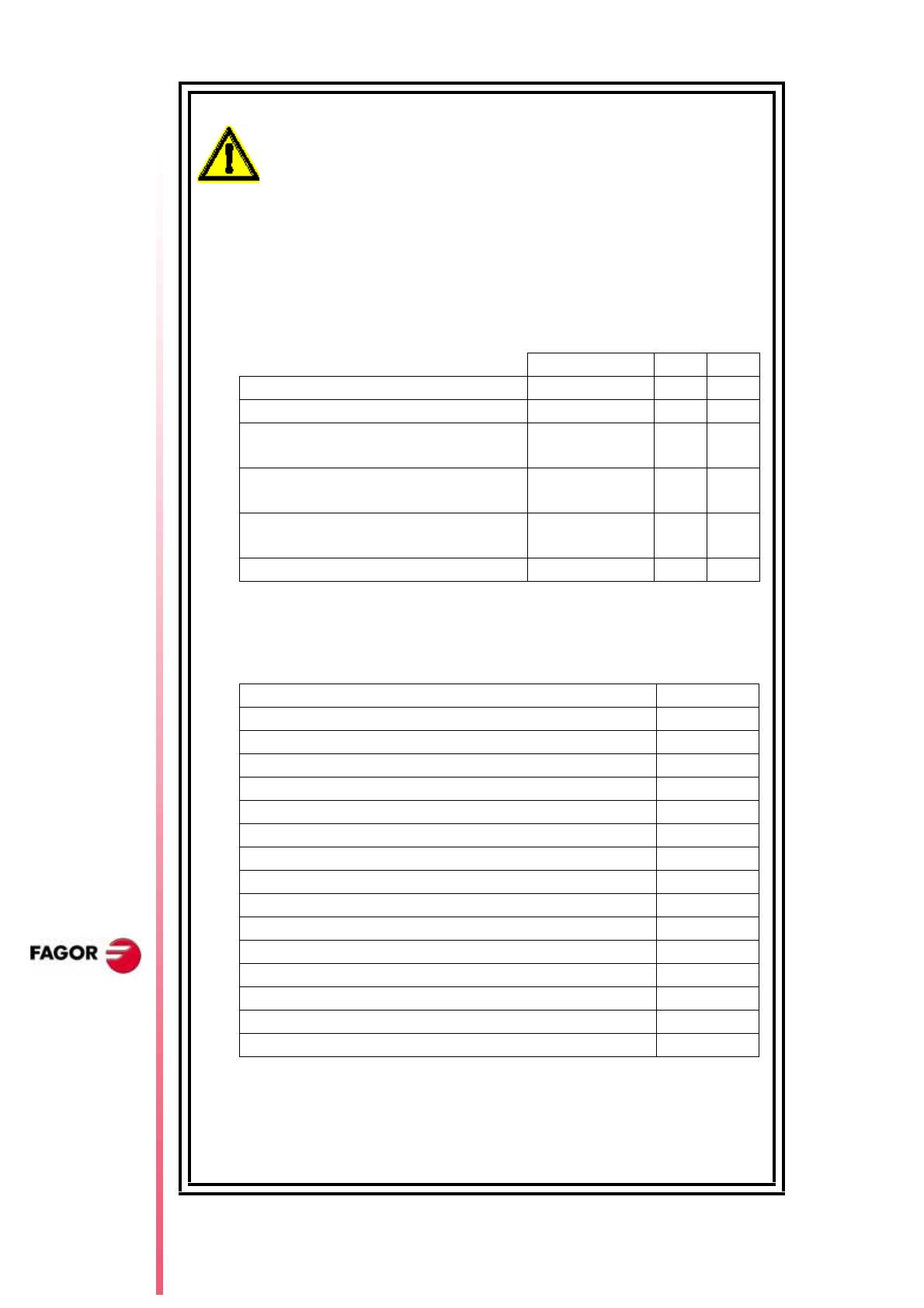
Основные различия между /А, /В, и /С моделями
Пожалуйста, обратите внимание, что некоторые возможности,
описанные в этом руководстве зависят от опций программного
обеспечения, которые вы получили
/А /В /С
Время обработки кадра без CPU турбо 12 ms 6 ms 3 ms
Время обработки кадра с CPU турбо —- 2.5 ms 1.5 ms
Память RAM 256 расширяется
до1 Mb
1 Mb 1 Mb
Карта памяти Memkey 512 расширяется
до2 Mb
4 Mb 4 Mb
Минимальное время контура
позиционирования
4 ms 3 ms 3 ms
ПО для 7 осей —- Опция Опция
Число осей с стандартным ПО 2
Число осей с опциональным ПО 4 или 7
Объемная графика Стандарт
Контроль за ресурсом инструмента Опция
Постоянные циклы измерений Опция
DNC Опция
COCOM версия Опция
Ось С
(точение) Опция
Редактор профилей Опция
Компенсация радиуса инструмента Стандарт
Тангенциальное управление Опция
Ретрассирование Опция
Электронное резьбонарезание Стандарт
Управление инструментальным магазином Стандарт
Станочные постоянные циклы Стандарт
Диалоговое ПО (ТС или ТСО) Опция
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
Стр 3 of 8
8055(i) CNC
СОДЕРЖАНИЕ
ИСТОРИЯ ВЕРСИЙ (Т)
ВВЕДЕНИЕ
УСЛОВИЯ БЕЗОПАСНОСТИ ………………………………..………………………………….3
УСЛОВИЯ ВОЗВРАЩЕНИЯ ОБОРУДОВАНИЯ ……………………………….………5
ДОКУМЕНТАЦИЯ FAGOR .…………………………………………………..………………….6
1. КРАТКИЙ ОБЗОР
1.1 ПРОГРАММЫ ОБРАБОТКИ ДЕТАЛИ ………………….………………………1
1.1.1 СООБРАЖЕНИЯ ПО ПОВОДУ ПОДКЛЮЧЕНИЯ ETHERNET ……..4
1.2 СВЯЗЬ ЧЕРЕЗ DNC ……………………….………………………………………………6
1.3 ПРОТОКОЛ СВЯЗИ ЧЕРЕЗ DNC ИЛИ ПЕРИФЕРИЙНОЕ УСТРОЙСТВО 6
2. СОЗДАНИЕ ПРОГРАММЫ
2.1 СОЗДАНИЕ ПРОГРАММЫ В ЧПУ …………………………….………………….1
2.1.1 ЗАГОЛОВОК КАДРА …………………………………………………….………………2
2.1.2 КАДР ПРОГРАММЫ …………………………………………………….………………3
2.1.2.1 ЯЗЫК ISO …………………………………..………………………………….………………3
2.1.2.2 ЯЗЫК ВЫСОКОГО УРОВНЯ ………………………..………………………………3
2.1.3 КОНЕЦ КАДРА ………………….………………….………………………………………4
3. ОСИ И СИСТЕМЫ КООРДИНАТ
3.1 ПЕРРЕЧЕНЬ ОСЕЙ …………………….………………………………………………….1
3.1.1 ВЫБОР ОСЕЙ ………………………..…………………..………………………………….2
3.2 ВЫБОР ПОВЕРХНОСТИ (G16, G17, G18, G19) ……..………………………3
3.3 РАЗМЕРЫ ДЕТАЛИ. МИЛЛИМЕТРЫ (G71) ИЛИ ДЮЙМЫ (G70) ..5
3.4 АБСОЛЮТНОЕ/ИНКРЕМЕНТАЛЬНОЕ ПРОГРАММИРОВАНИЕ G90, G91)6
3.5 ПРОГРАММИРОВАНИЕ КООРДИНАТ …………………….………………….7
3.5.1 ДЕКАРТОВЫ КООРДИНАТЫ ……………………………………………………….7
3.5.2 ПОЛЯРНЫЕ КООРДИНАТЫ …………………………………………………………8
3.5.3 УГОЛ И ОДНА ДЕКАРТОВА КООРДИНАТА ……………………….………11
3.6 ПОВОРОТНЫЕ ОСИ ……………………..…………………………………..………….12
3.7 РАБОЧИЕ ЗОНЫ …………………………..…………………..………………………….13
3.7.1 ОПРЕДЕЛЕНИЕ РАБОЧИХ ЗОН ………………..………………………………….13
3.7.2 ИСПОЛЬЗОВАНИЕ РАБОЧИХ ЗОН ………………………………………………14
Стр 4 of 8
8055(i) CNC
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
4. СИСТЕМЫ ОТСЧЕТА
4.1 НАЧАЛЬНЫЕ ТОЧКИ ………………………….………………………………….…… 1
4.2 ПОИСК СТАНОЧНОГО НУЛЯ (G74) …………………………………………... 2
4.3 ПРОГРАММИРОВАНИЕ ОТНОСИТЕЛЬНО СТАНОЧНОГО НУЛЯ (G53) . 3
4.4 ПРЕДУСТАНОВКА КООРДИНАТ И НУЛЕВЫХ КОРРЕКТОРОВ .. 4
4.4.1 ПРЕДУСТАНОВКА КООРДИНАТ И ОГРАНИЧЕНИЕ ЗНАЧЕНИЯ S (G92) 6
4.4.2 НУЛЕВЫЕ КОРРЕКТОРЫ (G54.. G59) …………………………………………. 7
4.5 ПРЕДУСТАНОВКА НАЧАЛА ПОЛЯРНЫХ КООРДИНАТ (G93) …. 9
5. ISO ПРОГРАММИРОВАНИЕ
5.1 ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ ……….…………………..………………. 2
5.2 СКОРОСТЬ ПОДАЧИ F ………………………………………………………………... 4
5.2.1 СКОРОСТЬ ПОДАЧИ В ММ/МИН ИЛИ ДЮЙМ/МИН (G94) ……….. 4
5.2.2 СКОРОСТЬ ПОДАЧИ В MM/ОБОРОТ ИЛИ ДЮЙМ/ОБОРОТ (G95) 5
5.3 СКОРОСТЬ ШПИНДЕЛЯ И ОРИЕНТАЦИЯ ШПИНДЕЛЯ (S) ……… 6
5.3.1 ПОСТОЯННАЯ СКОРОСТЬ РЕЗАНИЯ (G96) ………………………………. 7
5.3.2 СКОРОСТЬ ВРАЩЕНИЯ ШПИНДЕЛЯ В ОБ/МИН (G97) …………….. 7
5.4 ВЫБОР ШПИНДЕЛЯ (G28, G29) ……………………………..…………………… 8
5.5 СИНХРОНИЗИРОВАННЫЕ ШПИНДЕЛИ (G30, G77S, G78S) ………. 9
5.6 НОМЕР ИНСТРУМЕНТА (T) И КОРРЕКТОР ИНСТРУМЕНТА (D) 10
5.7 ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ (M) …………………..…………………... 12
5.7.1 M00. ОСТАНОВКА
ПРОГРАММЫ ………………………………………………. 13
5.7.2 M01. УСЛОВНАЯ ОСТАНОВКА ПРОГРАММЫ ……………..…………… 13
5.7.3 M02. КОНЕЦ ПРОГРАММЫ ………..………………….…………………………… 13
5.7.4 M30. КОНЕЦ ПРОГРАММЫ С ВОЗВРАЩЕНИЕМ К ПЕРВОМУ КАДРУ … 13
5.7.5 M03. ВРАЩЕНИЕ ШПИНДЕЛЯ ПО ЧАСОВОЙ СТРЕЛКЕ ………….. 13
5.7.6 M04. ВРАЩЕНИЕ ШПИНДЕЛЯ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ …. 13
5.7.7 M05. ОСТАНОВКА ШПИНДЕЛЯ …………………….…………………………… 13
5.7.8 M06. ЗАМЕНА ИНСТРУМЕНТА ……………………………..…………………… 14
5.7.9 M19. ОРИЕНТАЦИЯ ШПИНДЕЛЯ ……………….………………………………. 14
5.7.10 M41, M42, M43, M44. ИЗМЕНЕНИЕ ДИАПАЗОНА СКОРОСТИ
ШПИНДЕЛЯ ………………………..………………….…………………………………… 15
5.7.11 M45 ВСПОМОГАТЕЛЬНЫЙ ШПИНДЕЛЬ/ МОТОРИЗОВАННЫЙ
ИНСТРУМЕНТ ………………………..…………………………………..………………. 15
6. КОНТРОЛЬ ПУТИ
6.1 ПЕРЕМЕЩЕНИЕ НА БЫСТРОМ ХОДУ (G00) ……………………………… 2
6.2 ЛИНЕЙНАЯ ИНТЕРПОЛЯЦИЯ (G01) ……………..…………………………… 3
6.3 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ (G02. G03) …………………………………… 4
6.4 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ С ПОМОЩЬЮ
ПРОГРАММИРОВАНИЯ ЦЕНТРА ДУГИ В АБСОЛЮТНЫХ
КООРДИНАТАХ (G06) …………………………………….…………………………… 9
6.5 ТАНГЕНЦИАЛЬНАЯ ДУГА К ПРЕДЫДУЩЕМУ ПУТИ (G08) ….. 10
6.6 ДУГА, ОПРЕДЕЛЕННАЯ ТРЕМЯ ТОЧКАМИ (G09) ………..…………… 11
6.7 СПИРАЛЬНАЯ ИНТЕРПОЛЯЦИЯ …..…………………………………..………. 12
6.8 ТАНГЕНЦИАЛЬНЫЙ ВХОД В НАЧАЛЕ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ (G37) ……………………………………………………..………………. 13
6.9 ТАНГЕНЦИАЛЬНЫЙ ВЫХОД В КОНЦЕ ОПЕРАЦИИ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ (G38) ………………………………..………. 15
6.10 АВТОМАТИЧЕСКОЕ СОПРЯЖЕНИЕ РАДИУСА (G36) ………………. 17
6.11
АВТОМАТИЧЕСКОЕ СОПРЯЖЕНИЕ КРОМОК (G39) ………………… 19
6.12 ЭЛЕКТРОННОЕ РЕЗЬБОНАРЕЗАНИЕ (G33) …..…………………..………. 20
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
Стр 5 of 8
8055(i) CNC
6.13 РЕЗЬБА С ПЕРЕМЕННЫМ ШАГОМ (G34) ……………………………………23
6.14 АКТИВИЗАЦИЯ ОСИ С (G15) ……………………………………………………….24
6.14.1 ОБРАБОТКА НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ……………..24
6.14.2 ОБРАБОТКА НА ТОРЦЕ ……….…………………..………………………………….26
6.14 ПЕРЕМЕЩЕНИЙЕ ДО ЖЕСТКОГО УПОРА (G52) ………………………..27
6.15 СКОРОСТЬ ПОДАЧИ «F» КАК ИНВЕРТИРОВАННАЯ ФУНКЦИЯ
ВРЕМЕНИ (G32) ………………………………………..………………………………….28
6.16 ТАНГЕНЦИАЛЬНОЕ УПРАВЛЕНИЕ (G45) ……….………………………….29
6.16.1 СООБРАЖЕНИЯ О ФУНКЦИИ G45 ………………………………………………31
7. ДОПОЛНИТЕЛЬНЫЕ ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ
7.1 ПРЕРЫВАНИЕ ПОДГОТОВКИ КАДРА (G04) ……………………………….1
7.2 ПАУЗА (G04 K) ………………….………………………………………………….………3
7.3 РАБОТА С КВАДРАТНЫМИ (G07) И КРУГЛЫМИ (G05, G50) УГЛАМИ 4
7.3.1 КВАДРАТНЫЙ УГОЛ (G07) ………………………………………………….………4
7.3.2 КРУГЛЫЙ УГОЛ (G05) ………………….………………………………………………5
7.3.3 УПРАВЛЯЕМЫЙ КРУГЛЫЙ УГОЛ (G50) …………………………………….6
7.4 УПРЕЖДЕНИЕ (G51) …………………………………………………….………………7
7.5 ЗЕРКАЛЬНОЕ ОТРАЖЕНИЕ (G10, G11, G12, G13, G14) ………………..9
7.6 МАСШТАБИРУЮЩИЙ КОЭФФИЦИЕНТ (G72) …………………………..10
7.6.1 МАСШТАБИРУЮЩИЙ КОЭФФИЦИЕНТ, ПРИМЕНЕННЫЙ КО
ВСЕМ ОСЯМ ……………………………………………………………..………………….11
7.6.2 МАСШТАБИРУЮЩИЙ КОЭФФИЦИЕНТ, ПРИМЕНЕННЫЙ К
ОДНОЙ ИЛИ БОЛЕЕ ОСЯМ ………………………………………………………….12
7.7 ВЕДОМАЯ ОСЬ/ОТМЕНА ВЕДОМОЙ ОСИ ………………………………….15
7.7.1 ВЕДОМАЯ ОСЬ (G77) ………………………..………………….………………………16
7.7.2 ОТМЕНА ВЕДОМОЙ ОСИ (G78) ……………….………………….………………17
8. КОМПЕНСАЦИЯ ИНСТРУМЕНТА
8.1 РАБОТА БЕЗ КОМПЕНСАЦИИ РАДИУСА ИНСТРУМЕНТА ……….6
8.2 КОМПЕНСАЦИЯ РАДИУСА ИНСТРУМЕНТА (G40, G41, G42) ……8
8.3 АКТИВИЗАЦИЯ КОМПЕНСАЦИИ РАДИУСА ИНСТРУМЕНТА …9
8.4 УЧАСТКИ КОМПЕНСАЦИИ РАДИУСА ИНСТРУМЕНТА …………..11
8.5 ОТМЕНА КОМПЕНСАЦИИ РАДИУСА ИНСТРУМЕНТА …………….12
8.6 ВРЕМЕННАЯ ОТМЕНА КОМПЕНСАЦИИ РАДИУСА
ИНСТРУМЕНТА С G00 ……………………………………………………..………….15
8.7 КОМПЕНСАЦИЯ ИНСТРУМЕНТА В ЛЮБОЙ ПЛОСКОСТИ ………16
8.8 ВЫЯВЛЕНИЕ СТОЛКНОВЕНИЙ (G41 N, G42 N) ………………….………17
9. ПОСТОЯННЫЕ ЦИКЛЫ
9.1 G66. ПОСТОЯННЫЙ ЦИКЛ ПОВТОРЕНИЯ ОБРАЗЦА ………………..2
9.2 G68. ЦИКЛ УДАЛЕНИЯ ПРИПУСКА ПО ОСИ X ………….………………9
9.3 G69. ЦИКЛ УДАЛЕНИЯ ПРИПУСКА ПО ОСИ Z ………………………….17
9.4 G81. ПОСТОЯННЫЙ ЦИКЛ ОБТАЧИВАНИЯ С ПРЯМЫМИ
УЧАСТКАМИ ………………………………..…………………………………..………….26
9.5 G82. ПОСТОЯННЫЙ ЦИКЛ ТОРЦЕВАНИЯ С ПРЯМЫМИ
УЧАСТКАМИ ………………………………..…………………………………..………….30
9.6 G83. ПОСТОЯННЫЙ ЦИКЛ ОСЕВОГО СВЕРЛЕНИЯ И
НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ ……………………………..………………34
9.7 G84. ПОСТОЯННЫЙ ЦИКЛ ОБТАЧИВАНИЯ С ДУГАМИ ………….37
9.8 G84. ПОСТОЯННЫЙ ЦИКЛ ТОРЦЕВАНИЯ С ДУГАМИ ……………..41
Стр 6 of 8
8055(i) CNC
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
9.9 G86. ПОСТОЯННЫЙ ЦИКЛ ПРОДОЛЬНОГО РЕЗЬБОЕНАРЕЗАНИЯ .45
9.10 G87. ПОСТОЯННЫЙ ЦИКЛ РЕЗЬБОЕНАРЕЗАНИЯ НА
ТОРЦЕВОЙ ПОВЕРХНОСТИ ………………………………………………….…… 50
9.11 G88. ПОСТОЯННЫЙ ЦИКЛ ПРОТАЧИВАНИЯ ПАЗОВ ВДОЛЬ ОСИ X . 55
9.12 G89. ПОСТОЯННЫЙ ЦИКЛ ПРОТАЧИВАНИЯ ПАЗОВ ВДОЛЬ ОСИ Z . 57
9.13 G60. ОСЕВОЕ СВЕРЛЕНИЕ И НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКОМ 59
9.14 G61. РАДИАЛЬНОЕ СВЕРЛЕНИЕ И НАРЕЗАНИЕ РЕЗЬБЫ
МЕТЧИКОМ ………………………………………………………..………………………. 63
9.15 G62. ЦИКЛ ФРЕЗЕРОВАНИЯ ПРОДОЛЬНЫЙ КАНАВКИ …………… 67
9.16 G63. ЦИКЛ ФРЕЗЕРОВАНИЯ РАДИАЛЬНОЙ КАНАВКИ …………… 69
10. ИЗМЕРЕНИЯ
10.1 ИЗМЕРЕНИЯ …………………..…………………………………..………………………. 1
10.2 ПОСТОЯННЫЕ ИЗМЕРИТЕЛЬНЫЕ ЦИКЛЫ ………………….…………… 2
10.3 ПОСТОЯННЫЙ ЦИКЛ КАЛИБРОВКИ ИНСТРУМЕНТА …………….. 3
10.4 ПОСТОЯННЫЙ ЦИКЛ КАЛИБРОВКИ ДАТЧИКА ИЗМЕРЕНИЯ … 9
10.5 ПОСТОЯННЫЙ ЦИКЛ ИЗМЕРЕНИЯ ДЕТАЛИ И
ИСПРАВЛЕНИЯ КОРРЕКТОРА ВДОЛЬ ОСИ X ………………….………. 13
10.6 ПОСТОЯННЫЙ ЦИКЛ ИЗМЕРЕНИЯ ДЕТАЛИ И
ИСПРАВЛЕНИЯ КОРРЕКТОРА ВДОЛЬ ОСИ Z …………..………………. 16
11. ПРОГРАММИРОВАНИЕ НА ЯЗЫКЕ ВЫСОКОГО УРОВНЯ
11.1 ЛЕКСИЧЕСКОЕ ОПИСАНИЕ ………………………………………………………. 1
11.1.1 СЛУЖЕБНЫЕ СЛОВА ………………………………………………………..………. 2
11.1.2 ЧИСЛОВЫЕ КОНСТАНТЫ …………………………………………………………. 3
11.1.3 СИМВОЛЫ …………………………..………………………………….…………………… 3
11.2 ПЕРЕМЕННЫЕ …………………….………………………………….…………………… 4
11.2.1 ПАРАМЕТРЫ И ПЕРЕМЕННЫЕ ОБЩЕГО НАЗНАЧЕНИЯ …………. 6
11.2.2 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ С ИНСТРУМЕНТАМИ ………………... 8
11.2.3 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ С КОРРЕКТОРОМ НУЛЯ ……………. 10
11.2.4 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ СО СТАНОЧНЫМИ ПАРАМЕТРАМИ 12
11.2.5 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ С РАБОЧИМИ ЗОНАМИ. ……………. 13
11.2.6 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ СО СКОРОСТЬЮ ПОДАЧИ ………… 14
11.2.7 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ С КООРДИНАТАМИ …………………… 16
11.2.8 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ С ЭЛЕКТРОННЫМИ ШТУРВАЛАМИ 18
11.2.9 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ С ГЛАВНЫМ ШПИНДЕЛЕМ ……… 20
11.2.10 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ С ВТОРЫМ ШПИНДЕЛЕМ ………… 23
11.2.11 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ С РЕСУРСОМ ИНСТРУМЕНТА …. 25
11.2.12 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ С PLC …………………………………………. 26
11.2.13 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ С ЛОКАЛЬНЫМИ ПАРАМЕТРАМИ … 27
11.2.14 SERCOS-ПЕРЕМЕННЫЕ …………….………………………………………………. 28
11.2.15 ПЕРЕМЕННЫЕ КОНФИГУРАЦИИ ПРОГРАММНЫХ И
АППАРАТНЫХ СРЕДСТВ …………………………..………………………………. 29
11.2.16 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ С ТЕЛЕДИАГНОСТИКОЙ ………… 31
11.2.17 ПЕРЕМЕННЫЕ, СВЯЗАННЫЕ С РЕЖИМОМ РАБОТЫ. …………….. 32
11.2.18 ДРУГИЕ ПЕРЕМЕННЫЕ ………………..…………………………………..………. 35
11.3 КОНСТАНТЫ ………………………….…………………..………………………………. 39
11.4 ОПЕРАТОРЫ ……………….………………………………….…………………………… 39
11.5 ВЫРАЖЕНИЯ ………………………….…………………………………..………………. 41
11.5.1 АРИФМЕТИЧЕСКИЕ ВЫРАЖЕНИЯ ……………………….…………………… 41
11.5.2 ОТНОСИТЕЛЬНЫЕ ВЫРАЖЕНИЯ ……………………..………………….…… 42
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
Стр 7 of 8
8055(i) CNC
12. ИНСТРУКЦИИ УПРАВЛЛЕНИЯ ПРОГРАММОЙ
12.1 ИНСТРУКЦИИ ПРИСВАИВАНИЯ …………………….………………………….1
12.2 ИНСТРУКЦИИ ОТОБРАЖЕНИЯ ……………………………….………………….2
12.3 ИНСТРУКЦИИ РАЗРЕШЕНИЯ — ЗАПРЕЩЕНИЯ ………………………….3
12.4 ИНСТРУКЦИИ ПЕРЕХОДА ………………………….…………………..………….4
12.5 ИНСТРУКЦИИ ПОДПРОГРАММЫ ………………………………………………6
12.5.1 ИНСТРУКЦИИ ПРЕРЫВАНИЯ ПОДПРОГРАММЫ ……..………………11
12.6 ПРОГРАММНЫЕ ИНСТРУКЦИИ …………………………………………………12
12.7 ИНСТРУКЦИИ НАСТРОЙКИ ЭКРАНА (ГРАФИЧЕСКИЙ РЕДАКТОР) 15
ПРИЛОЖЕНИЕ
ПРОГРАММИРОВАНИЕ В ISO КОДАХ ………………………..………………………….3
ВНУТРЕННИЕ ПЕРЕМЕННЫЕ ЧПУ ……………..………………………………….………5
ПРОГРАММИРОВАНИЕ ВЫСОКОГО УРОВНЯ ………………………………………11
КОДЫ КЛАВИШ ……………………………………………………….………………………………13
ЛОГИЧЕСКИЕ ВЫХОДЫ СОСТОЯНИЯ КЛАВИШ ………………………….………18
КОДЫ ЗАПРЕЩЕНИЯ КЛАВИШ ………………….………………………………….………23
СИСТЕМНЫЕ СТРАНИЦЫ ПОМОЩИ ПРИ ПРОГРАММИРОВАНИИ …….28
ОБСЛУЖИВАНИЕ …………………………….…………………………………..………………….31
Стр 8 of 8
8055(i) CNC
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
Стр 1 из 10
8055(i) CNC
История версий
(Т)
История версий (Т)
(Токарная модель)
Декабрь 1999
ПО: 4.0 х.
Март 2000
ПО: 4.02.
Особенности Руководство
Португальский язык Инсталляция
Тангенциальное управление
Инсталляция
Программирование
PLC. Пользовательские регистры от R1 до R499
Инсталляция
Программирование
Экран состояния для ЧПУ Оператора
Жесткий диск (ЖД) Инсталляция
Диагностика ЖД Оператора
Интегрирование ЖД во внешнюю компъютерную сеть Инсталляция
Проверка каталогов, удаление, копирование и
переименование программ в том же или другом устройстве
Оператора
Программирование
Выполнение и моделирование из RAM, Memkey карты, ЖД
или последовательного канала
Оператора
Выполнение (EXEC) и
редактирование программы,
сохраненной в любом устройстве
Программирование
Исправление резьбы. До поиска исходного шпинделя
Программирование
Оператора ТС
Моделирование на скорости без принятия G95, M3, M54, т.д. Оператора
Геометрия, связанная с корректорами инструмента
Инсталляция
Оператора
Моторизованный инструмент с М45, или как 2-й шпиндель Инсталляция
Воздействие на канал PLC, другой скорости подачи
установленной из PLC
Инсталляция
х1, х10, х100 множитель, независимый для каждого штурвала
Инсталляция
Управление штурвалом Fagor HBE Инсталляция
Совместимость между штурвалом НВЕ и индивидуальным штурвалом
Синхронизация шпинделя (G77S) Инсталляция
Программирование
Оптимизированная обработка профиля
Программирование
Оператора ТС
Оси (2), управляемые одним приводом Инсталляция
Воздействие на G75 ручным корректором подачи (%) Инсталляция
Изммерение. Позиционирования датчика измерения,
используя параметры цикла
Программирование
Измерение температуры и напряжения в новом CPU
Опция ТС. Управление ISO так же как MDI Оператора ТС
Опция ТС. Иконка СОЖ для всех циклов Оператора ТС
Опция ТС. Фоновое редактирование Оператора ТС
Опция ТС
. Коды клавиш для пользовательских циклов Оператора ТС
Особенности Руководство
Прекращение подготовки кадра из канала PLC Инсталляция
Штурвал допускает дифференциальную обратную связь Инсталляция
Высокий уровень. Оператор «?» в инструкции WRITE Программирование
Стр 2 из 10
8055(i) CNC
История версий
(Т)
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
Июнь 2000
ПО: 4.1 х.
Ноябрь 2000
ПО: 6.0 х.
Апрель 2001
ПО: 6.1 х.
Особенности Руководство
Чешский и польский языки Инсталляция
Отображения расчетной скорости шпинделя, rpm Инсталляция
Пять рабочих зон
Инсталляция
Программирование
Назначение большего времени CPU для PLC
Инсталляция
Оператора
Конфигурация переменных для ПО и оборудования
Инсталляция
Программирование
Улучшенные утилиты Оператора
Управления похожее на DDSSETUP Инсталляция
Управление джерком Инсталляция
Ручной режим. Отображение положения Оператора
Улучшенное управление рабочей зоной в ручном режиме
Конфигурируемый способ работы в М модели Инсталляция
Модель 8055/А
Особенности Руководство
Улучшенный коннектор RS232 (совместимый с предыдущим) Инсталляция
Переменная PARTC не увеличивается при моделировании
Инсталляция
Программирование
Объемная графика. Перерисовывает изображение после
изменения состояния
Оператора
Новые клавиши NMON.55XX-11.LCD Инсталляция
Чешский и польский языки Инсталляция
Sercos. Значение параметра SERPOWSE (P121) Инсталляция
Переменная шага резьбы (G34) Программирование
Особенности Руководство
Редактирование параметров привода (Sercos) из ЧПУ
Утилиты. Копирование и удаление группы программ Оператора
Канал PLC. Метки связанные с остановом подачи Инсталляция
Канал PLC. Управление М функциями Инсталляция
Канал PLC. Генерирование программ с осями PLC Инсталляция
Канал PLC. Входной буфер для 4-12 кадров Инсталляция
Редактор профилей. Изменение начальных точек Оператора
Редактор профилей. Изменение элементов Оператора
Редактор профилей. Удаление элементов Оператора
Редактор профилей. Вставка элементов Оператора
Станочные параметры. Обновление символов Инсталляция
Китайский язык Инсталляция
Текст
ОЕМ на нескольких языках Инсталляция
Клавиши: Edit, Simul и Exec Оператора
Обработка быстрых клавиш в режиме выполнения Инсталляция
Сообщение «Неправильное значение кода«
Таблицы. Инициализация Оператора
Обнаружение столкновения Программирование
Новые параметры приводов
Sercos. Вторая обратная связь Инсталляция
Sercos. Парковка осей
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
Стр 3 из 10
8055(i) CNC
История версий
(Т)
Декабрь 2001
ПО: 6.2х.
Переменные связанные с теледиагностикой
Инсталляция
Программирование
Общий штурвал запрещает индивидуальные штурвалы
Инсталляция
Программирование
Файл конфигурации. Sabeinsub, Disable 20 и 21 Инсталляция
Сверление глухого отверстия с переменной глубиной
Программирование
Оператора
Жесткое резьбонарезание
Программирование
Оператора
Синусоидальная обратная связь шпинделя Инсталляция
Управление шпинделем и осью «С» с единым датчиком
обратной связи
Инсталляция
ТС. Принят параметр DIPLCOF
ТС.
Репозиционирование может быть прервано
ТС. Отказ от нежелательного исполнения Оператора ТС
ТС. Иконка для направления вращения шпинделя Инсталляция
ТС. Представление «S2» с вторым шпинделем Оператора ТС
ТС. Чистовой припуск по X-Z Оператора ТС
ТС. Закладка, показывающая уровень цикла Оператора ТС
TС. Исходный угол цикла резьбонарезания Оператора ТС
ТС. Управление текстовой программой Р999997 Оператора ТС
Особенности Руководство
Ретрасирование Инсталляция
Тест геометрии круга Оператора
Взаимная компенсация с теоретическими координатами
(ОСП TYPCROSS)
Инсталляция
Вспомогательный шпиндель, управляемый через PLC
(ОСП AXIS9)
Инсталляция
ОСП I0CODI1, I0CODI2 для линейных энкодеров с
дистанционно—кодированными референтными метками
Инсталляция
Компенсация люфта для реверсированного
направления перемещения, только для круговой
траектории G2/G3
Инсталляция
Штурвал не накапливает перемещение (ОСП
HDIFFBAC)
Инсталляция
Изменение функциональности переменной MEMTST
Инсталляция
Программирование
Подпрограмма, связанная с функцией G15 оси «
С» (ОСП
G15SUB)
Инсталляция
Компилирование переменных PLC с неопределенными
осями
До 70 символов в сообщениях ошибок, генерируемых
PLC
TС. Если останов подачи активен, изменяется цвет
подачи
Оператора ТС
TСO. Если останов подачи активен, изменяется цвет
подачи
Оператора ТСО
Особенности Руководство
Стр 4 из 10
8055(i) CNC
История версий
(Т)
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
Апрель 2002
ПО: 6.3х.
Особенности Руководство
Новые модели плат расширения для 8055i
Инсталляция
Программирование
Интерфейс CAN OPEN для управления удаленными Вх/
Вых на 8055i
Инсталляция
Разрешение
ошибок
Новые инструкции PLC: IREMRD и OREMWR Инсталляция
Компенсация ошибки ШВП на круговой оси в пределах
0-360 градусов
Инсталляция
Удаление статистики PLC одной функциональной
клавишей
Оператора
Управление абсолютной референтной меткой через
Sercos (см. ОСП REFVALUE)
Инсталляция
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
Стр 5 из 10
8055(i) CNC
ВВЕДЕНИЕ
ВВЕДЕНИЕ
Условия безопасности…………………………..3
Условия возвращения оборудования………5
Документация Fagor для ЧПУ……………..6
Стр 6 из 10
8055(i) CNC
ВВЕДЕНИЕ
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
УСЛОВИЯ БЕЗОПАСНОСТИ
Чтобы предотвратить нанесение ущерба персоналу, этому изделию и
изделиям, связанным с ним, соблюдайте следующие меры по обеспечению
безопасности.
Этот модуль должен ремонтироваться только персоналом,
уполномоченным Fagor Automaition.
Fagor Automaition не будет считаться ответственным за любой физический
или материальный ущерб, полученный в результате нарушения данных
правил техники безопасности.
Меры безопасности для персонала
Перед включением модуля проверьте, заземлен ли он.
Чтобы избежать электрических разрядов, проверьте, все ли заземляющие
соединения выполнены правильно.
Не работайте во влажных средах
Чтобы избежать электрических разрядов, относительная влажность всегда
должна быть менее 90 % (неконденсированная) и 45. C (113. F).
Не работайте во взрывоопасных средах
Чтобы избежать повреждений, не работайте во взрывоопасных средах.
Меры предосторожности от повреждения изделия
Рабочая среда
Этот модуль должен использоваться в местах, соответствующих
инструкциям и директивам, принятым в Европейском Экономическом
Сообществе.
Fagor Automation не будет считаться ответственным за любой ущерб, если
модуль установлен в других средах (жилых домах).
Модуль должен устанавливаться в соответствующем месте
Рекомендуется, если это возможно, устанавливать устройство числового
программного управления в отдалении от хладагентов, химикатов,
сквозняков и т.д. которые могут нанести ему вред.
Этот модуль отвечает европейским требованиям по электромагнитной
совместимости. Однако рекомендуется помещать его в отдалении от
источников электромагнитного излучения, таких как:
— Мощные нагрузки, связанные с той же самой линией питания АС, что и
данный модуль.
— Находящиеся поблизости переносные передатчики (радиотелефоны,
радиолюбительские передатчики).
— Находящееся поблизости радио/TC передатчики.
— Находящиеся поблизости дуговые сварочные аппараты.
— Находящиеся поблизости линии высоковольтных электропередач и т.д.
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
Стр 7 из 10
8055(i) CNC
ВВЕДЕНИЕ
Условия окружающей среды
Рабочая температура должна быть в пределах от +5°C до +45°C (41°F и
113°F)
Температура хранения должна быть в пределах от -25°C до 70°C (-13°F и
158°F)
Предосторожности во время ремонта
Не трогайте внутреннюю часть модуля
Только персонал, уполномоченный Fagor Automation, может
иметь доступ к внутренней части модуля
Не трогайте соединители модуля, связанные с цепью
питания.
Перед работой с соединителями (вводы/выводы, обратная
связь, и т.д.) убедитесь, что модуль отключен от сети
питания.
Знаки безопасности
Знаки, которые могут появиться в руководстве
Знак: ПРЕДУПРЕЖДЕНИЕ
Он имеет соответствующий текст, указывая те действия или
операции, которые могут травмировать людей или нанести
ущерб изделию.
Знаки, которые могут быть нанесены на изделии
Знак: ПРЕДУПРЕЖДЕНИЕ
Он имеет соответствующий текст, указывая те действия или
операции, которые могут травмировать людей или нанести
ущерб изделию.
Знак: «Электрический Уд а р »
Он показывает, что точка может находиться под электрическим
напряжением
Знак: «Защитное заземление» — для защиты людей и модулей.
Он указывает, что точка должна быть подсоединена к главной
точке заземления станка для защиты людей и оборудования.
Стр 8 из 10
8055(i) CNC
ВВЕДЕНИЕ
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
УСЛОВИЯ ВОЗВРАЩЕНИЯ
ОБОРУДОВАНИЯ
Возвращая монитор или центральный модуль, упакуйте их в
первоначальную упаковку с первоначальным упаковочным материалом.
Если они не сохранились, упакуйте следующим образом:
1. Подготовьте картонную коробку, три внутренних размера которой, по крайней
мере, на 15 см (6 дюймов) больше, чем размеры модуля. Используемый картон
должен иметь сопротивление 170 кг (375 фунтов).
2. Посылая изделие в офис Fagor Automaition для ремонта, прикрепите метку,
указывающую владельца модуля, контактное лицо, тип модуля, серийный
номер, в чем заключается поломка и краткое описание проблемы.
3. Для защиты
заверните модуль в рулон полиэтилена или подобного материала.
Отсылая монитор, особенно тщательно защитите стекло катодно—лучевой
трубки.
4. Уплотните модуль в картонной коробке полиуретановой пеной со всех
сторон.
5. Запечатайте картонную коробку упаковочной лентой или промышленными
стиплерами.
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
Стр 9 из 10
8055(i) CNC
ВВЕДЕНИЕ
ДОКУМЕНТАЦИЯ FAGOR
ДЛЯ ЧПУ
OEM Руководство предназначено составителю программы или тому, кто отвечает
за установку и запуск ЧПУ.
М Руководство
ПОЛЬЗОВАТЕЛЯ
предназначено конечному пользователю или тому, кто
использует это ЧПУ в режиме M. Оно содержит 2 руководства:
Руководство оператора, описывающее как использовать ЧПУ.
Руководство по программированию, описывающее как
программировать ЧПУ.
T Руководство
ПОЛЬЗОВАТЕЛЯ
предназначено конечному пользователю или тому, кто
использует это ЧПУ
в режиме T. Оно содержит 2 руководства:
Руководство оператора, описывающее как использовать УЧПУ.
Руководство по программированию, описывающее как
программировать ЧПУ.
МС Руководство предназначено конечному пользователю или тому, кто
использует это ЧПУ в режиме MC.
ТС Руководство предназначено конечному пользователю или тому, кто
использует это ЧПУ в режиме TC.
МСО/ТСО
Руководство
предназначено конечному пользователю или тому, кто
использует это
ЧПУ в режиме MCO/TCO.
DNC Руководство по
программированию
предназначено тем, кто использует опциональное DNC
диалоговое программное обеспечение.
DNC Руководство по
протоколу
предназначено тем, кто собирается проектировать собственное
DNC диалоговое программное обеспечение для связи с ЧПУ.
ГИБКИЙ ДИСК
Руководство
предназначено тем, кто использует модуль гибкого диска Fagor,
и показывает, как его использовать.
User notes:
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ М)
Page 10 of 10
8055(i) CNC
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
Глава 1
Стр 1 из 6
8055(i) CNC
КРАТКИЙ ОБЗОР
1. КРАТКИЙ ОБЗОР
ЧПУ может программироваться как со станка (с лицевой панели), так и с
внешнего периферийного устройства (ленточный носитель/кассетный
магнитофон, компьютер, и т.д.). Память, доступная пользователю для
выполнения программы обработки детали — 1 мегабайт.
Программы обработки детали и значения таблиц, которые имеются в ЧПУ,
могут быть введены следующим образом:
* С лицевой панели. Как только режим редактирования или требуемая
таблица были выбраны, ЧПУ позволит Вам ввести данные с
клавиатуры.
* С компьютера (DNC) или периферийного устройства. ЧПУ
позволяет обмениваться данными с компьютером или
периферийным устройством, используя кабели RS232C и RS422.
Если управление происходит из ЧПУ, необходимо предварительно
установить соответствующую таблицу или каталог программы
обработки детали (утилиты), с которыми вы хотите связаться.
В зависимости от типа требуемой связи, должен быть выбран
параметр станка последовательного порта «ПРОТОКОЛ«.
«ПРОТОКОЛ» = 0, если связь с периферийным устройством.
«ПРОТОКОЛ» = 1, если связь через DNC.
1.1 ПРОГРАММЫ ОБРАБОТКИ ДЕТАЛИ
Редактирование
Для создания программы обработки детали, обратитесь к режиму
редактирования. См. главу 5 этого руководства.
Новая отредактированная программа сохраняется в RAM памяти ЧПУ.
Копии программ обработки детали могут быть сохранены в «MemKey
карте«, связанной с ПК через последовательный порт 1 или 2 или на
жестком диске (HD).
См. главу 7
этого руководства.
При использовании ПК через последовательный порт 1 или 2,
действуйте следующим образом:
• Выполните программу приложений «Fagor50.exe» на ПК.
• Активизируйте DNC связь на ЧПУ. См. главу 8 этого руководства.
• Выберите рабочую директорию, как показано в главе 7 этого
руководства. Опция: Утилиты КаталогПоследовательный
портСменный каталог.
В режиме редактирования программы обработки детали, постоянно
находящиеся в оперативной памяти ЧПУ, могут быть изменены. Чтобы
изменить программу, сохраненную в «MemKey карте«, в ПК или на
жестком диске, она должна быть предварительно скопирована в
оперативную память.
Выполнение
Программы обработки детали, сохраненные в любом месте, могут
выполняться или моделироваться. См. главу 3 этого руководства.
Для того чтобы ЧПУ могло выполнить программу, пользователь,
Глава 1
Стр 2 из 6
8055(i) CNC
КРАТКИЙ ОБЗОР
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(МОДЕЛЬ Т)
настраивающий программу, должен быть в оперативной памяти.
Команды GOTO и RPT не могут использоваться в программах,
выполняемых с ПК, соединенного через последовательный канал. См.
главу 14 руководства по программированию.
Подпрограммы могут быть выполнены, если они находятся в
оперативной памяти ЧПУ. Поэтому, чтобы выполнить подпрограмму,
которая храниться в «MemKey карте«, в ПК или на жестком диске, ее
необходимо сначала скопировать в оперативную память ЧПУ.
Из выполняемой программы может быть выполнена другая программа,
которая находится в оперативной памяти, в «MemKey карте«, в ПК или
на жестком диске, используя команду EXEC. См. главу 14 руководства
по программированию.
Утилиты
Этот операционный режим, глава 7 данного руководства, позволяет
показывать директорию программы обработки детали всех устройств,
делать копии, удалять, переименовывать, и даже устанавливать защиты
для любой из них.
Ethernet
При наличии опции Ethernet, и если УЧПУ сформировано как
отдельный узел в пределах компьютерной сети, возможны следующие
операции с любого ПК сети:
• Обращение к директории программы обработки детали на жестком
диске (HD).
• Редактирование, изменение, удаление, переименование и. т. д.
программ, сохраненных на жестком диске (HD).
• Копирование программ с жесткого диска на ПК и наоборот.
Чтобы сформировать ЧПУ как отдельный узел в пределах
компьютерной сети, см. раздел 3.3.4 инсталляционного руководства.