Поверка микрометров времен СССР

-
Ответить в тему
-
Создать новую тему
29 сообщений в этой теме
- Назад
- 1
- 2
- Далее
- Страница 1 из 2
Рекомендуемые сообщения
-
- Жалоба
- Поделиться
Добрый день.
Подскажите, пожалуйста, как быть с проверкой микрометров производства Калибр с годами выпуска 1967, 1972,1973, 1974, 1976, 1978, 1981, 1982? Как их проверить не имея комплектной документации?
Изменено 12 Декабря 2019 пользователем Надежда@
- Цитата
Ссылка на комментарий
Поделиться на других сайтах

-
- Жалоба
- Поделиться
1 час назад, Надежда@ сказал:
Подскажите, пожалуйста, как быть с проверкой микрометров производства Калибр с годами выпуска 1967, 1972,1973, 1974, 1976, 1978, 1981, 1982? Как их проверить не имея комплектной документации?
Паспортов, инструкций по эксплуатации?
По закону — бракуйте.  При возможности — переходите к следующим пунктам поверки.
При возможности — переходите к следующим пунктам поверки.
«Совремённые» с паспортом по другим пунктам забракуете.
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
- Автор
-
- Жалоба
- Поделиться
Нет ни паспортов, ни инструкций по эксплуатации, только железо.
Что значит «при возможности «?
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
-
- Жалоба
- Поделиться
1 минуту назад, Надежда@ сказал:
Что значит «при возможности «?
Если есть такая «лазейка»  и Вас не накажут. По МХ больше в % отношении пройдут, чем «совремённые».
и Вас не накажут. По МХ больше в % отношении пройдут, чем «совремённые».
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
- Автор
-
- Жалоба
- Поделиться
А номер Госреестра какой указывать тогда?
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
-
- Жалоба
- Поделиться
1 час назад, владимир 332 сказал:
Не верите? Для интереса заходите в ФГИС Аршин
«Сведения о результатах поверки средств измерений» https://fgis.gost.ru/fundmetrology/registry/63
В столбце «Регистрационный номер типа СИ в Госреестре» набираете 287-49
и получаете список на n листах разных «Организаций — поверителей»
Это 1-ый (неполностью)
ю)
аж 28659 микрометров МК и все с «комплектной документацией»  ,
,
Но это с сентября 2010 года, а в 2019 на настоящий момент всего-то 5062 «советских» микрометра, правда, тех, что внесли в Аршин…..
Изменено 12 Декабря 2019 пользователем владимир 332
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
- Автор
-
- Жалоба
- Поделиться
То есть вопросов у комиссии по подтверждении компетенции аккредитации думаете не возникнет?
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
-
- Жалоба
- Поделиться
29 минут назад, Надежда@ сказал:
То есть вопросов у комиссии по подтверждении компетенции аккредитации думаете не возникнет?
Не думаю
Цитата
Знал бы, где упасть, соломки бы подстелил
Но лучше Вы уж у коллег-поверителей из аккредитованных организаций спросите. Де-юре поверителем никогда не был…..
Спасибо за внимание!
за внимание!
Изменено 13 Декабря 2019 пользователем владимир 332
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
-
- Жалоба
- Поделиться
23 часа назад, Надежда@ сказал:
как быть с проверкой микрометров производства Калибр с годами выпуска 1967, 1972,1973, 1974, 1976, 1978, 1981, 1982? Как их проверить не имея комплектной документации?
Только не понял с пРоверкой или с пОверкой
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
- Автор
-
- Жалоба
- Поделиться
С поверкой
В том то и дело, что местный нцсм, выдает нам, в зависимости от того кто у них поверяет, то свидетельство о поверке, то сертификат калибровки на один и тот же инструмент.
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
-
- Жалоба
- Поделиться
Дак чего закажите поверку или калибровку….
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
- Автор
-
- Жалоба
- Поделиться
Калибровка для нашего предприятия не применима. А теперь сами можем поверять. Только на грабли наступать очень уж не хочется.
- Цитата
Ссылка на комментарий
Поделиться на других сайтах

-
- Жалоба
- Поделиться
Т.е. вы боитесь п. 10 Порядка поверки?
Цитата
10. СИ представляются на поверку чистыми, расконсервированными, с техническим описанием (при наличии в комплекте СИ, указанном в описании типа СИ), руководством (инструкцией) по эксплуатации (при наличии в комплекте СИ, указанном в описании типа СИ), методикой поверки (при наличии в комплекте СИ, указанном в описании типа СИ), паспортом (формуляром) (при наличии в комплекте СИ, указанном в описании типа СИ) и свидетельством о последней поверке (при наличии требования в методике поверки об обязательном оформлении свидетельства о поверке), а также необходимыми комплектующими устройствами. При наличии у поверителя эксплуатационной документации на поверяемое СИ, а также методики поверки, представление данных документов вместе с СИ на поверку является необязательным и указывается при заключении договора (контракта) на проведение поверки СИ.
Ну тогда скажите что из этого вы имеете ввиду под «комплектной документацией». Здесь ключевая фраза «(при наличии в комплекте СИ, указанном в описании типа СИ)»
У вас есть ОТ на них? Там что сказано про комплект поставки?
И второе. У вас нет совсем никакой ЭД по ним? Иначе «При наличии у поверителя эксплуатационной документации на поверяемое СИ, а также методики поверки, представление данных документов вместе с СИ на поверку является необязательным«
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
- Автор
-
- Жалоба
- Поделиться
У нас есть только железо, на некоторых из них указан год выпуска, перечисленные выше. Мы поверяем их внутри своего предприятия. Как их поверить не имея описания типа на эти года?
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
-
- Жалоба
- Поделиться
20 минут назад, Надежда@ сказал:
Как их поверить не имея описания типа на эти года?
Да, наверно использовать ОТ 48 года несколько не комильфо. https://info.metrologu.ru/grsi/grsi_228590.html
И там звучит «аттестат с указание класса точности». Такую бумажку найти сложно.
А потом сразу 80-90е.
Вот в ОТ 89 года (производителем записан Калибр), которое вместо 79 года, в комплектности прописан паспорт.
Споры у нас тут на форуме были по поводу паспорта, но многие обходятся или своим собственным паспортом на СИ, или ищут копии (сканы) на аналогичные СИ.
По поводу ОТ 79 года, если его нет и в Аршине, надо узнавать у Ждановского. Может быть найдет?!
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
-
- Жалоба
- Поделиться
2 часа назад, Ника сказал:
Т.е. вы боитесь п. 10 Порядка поверки?
но и МП
Например, по МИ 782-85 при внешнем осмотре «соответствие микрометров требованиям ГОСТ 6507 в части комплектности«, а по ГОСТ 6507 «паспорт, включающий инструкцию по эксплуатации» (п.2.2.3) входит комплектность.
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
-
- Жалоба
- Поделиться
2 часа назад, Ника сказал:
По поводу ОТ 79 года, если его нет и в Аршине, надо узнавать у Ждановского. Может быть найдет?!
Ждановский м.б. и найдет, но если его нет в общедоступном Аршине, а его и Нет, тот же Аршин сведения о результатах поверки и не примет с таким №287-79 и
14 часов назад, Надежда@ сказал:
номер Госреестра какой указывать тогда?
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
- Автор
-
- Жалоба
- Поделиться
Значит стоит попытаться закинуть сведения с такой поверкой в Аршин? Раз нет однозначного ответа на сей вопрос.
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
-
- Жалоба
- Поделиться
24 минуты назад, Надежда@ сказал:
Значит стоит попытаться закинуть сведения с такой поверкой в Аршин? Раз нет однозначного ответа на сей вопрос.
Если Вы про сведения о поверках с № в Госреестре 287-49, 287-89, 287-91 есть, 287-79 нет.
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
- 2 года спустя…
-
- Жалоба
- Поделиться
В 12.12.2019 в 23:35, владимир 332 сказал:
Инструкцию 47-48 Комитета по делам мер и измерительных приборов Совета Министров СССР, что по 287-49 заложена скорее всего не найдете
Думаю, что Инструкции 135-61 будет достаточно.
47-48 микрометры_compressed.pdf
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
- 1 месяц спустя…
-
- Жалоба
- Поделиться
 Спасибо за паспорта! Как будто в том времени побывал…
Спасибо за паспорта! Как будто в том времени побывал…
20 минут назад, chifex сказал:
Тем временем в 2021 году номер 287-79 появился в Аршине.
Дак в 1979 году Аршина и в помине не было, это «совремённые» веяния. Повторяюсь в какой раз. В то время правил ГОСТ. «Несоблюдение ГОСТ преследуется по закону» — посмотрите СССРовские ГОСТы. Один ГОСТ -ТУ на те же микрометры, другой ГОСТ на методы и средства поверки.
Например, ГОСТ 6507-90 https://files.stroyinf.ru/Data/108/10856.pdf
Цитата
Настоящий стандарт распространяется на микрометры с ценой деления 0.01 и 0,001 мм. Требования настоящего стандарта являются обязательными.
…
4.1. Поверка микрометра — по МИ 782
А сейчас? В Аршине будете смотреть? Тип искать?
И МП https://ntcexpert.ru/documents/docs/normativs/mi-782-85.pdf
Цитата
Настоящие методические указания распространяются на микрометры с ценой деления 0,01 мм типов МК; МЛ; МТ; МЗ; МГ; МП по ГОСТ 6507-78 и устанавливают методику их первичной и периодической поверок.
По настоящим методическим указаниям допускается поверять микрометры с аналогичными параметрами, находящиеся в эксплуатации и выпущенные до введения в действие ГОСТ 6507-78.
…
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
-
- Жалоба
- Поделиться
49 минут назад, chifex сказал:
А вот по номеру 287-91 мне не понятно как потерялись микрометры 2112*** знак утверждения типа на паспорте есть, а в описании такой тип отсутствует.
дак это не тип, а модель http://nd-gsi.ru/grsi/000xx/00287-91.pdf
И что Вы хотите — распад СССР и «лихие» 90-е…
- Цитата
Ссылка на комментарий
Поделиться на других сайтах
- Назад
- 1
- 2
- Далее
- Страница 1 из 2
Присоединиться к обсуждению
Вы можете ответить сейчас, а зарегистрироваться позже.
Если у вас уже есть аккаунт, войдите, чтобы ответить от своего имени.
Информация
-
Недавно просматривали
0 пользователей
- Ни один зарегистрированный пользователь не просматривает эту страницу.
-
Популярные темы
- День
- Неделя
- Месяц
- Год
- Все время
-
8
Автор:
AtaVist
Создана 11 Августа 2017
-
110
Автор:
AtaVist
Создана 11 Августа 2017 -
13
Автор:
nik1985
Создана 10 Апреля
-
190
Автор:
Кира90
Создана 17 Марта -
181
Автор:
AtaVist
Создана 11 Августа 2017
-
2 951
Автор:
AtaVist
Создана 11 Августа 2017 -
1 479
Автор:
larina 38
Создана 1 Декабря 2021
-
43 081
Автор:
AtaVist
Создана 11 Августа 2017 -
7 385
Автор:
berkut008
Создана 16 Января 2019 -
3 369
Автор:
efim
Создана 20 Ноября 2012 -
3 075
Автор:
UNECE
Создана 8 Декабря 2016
Инструкция 135-61 по поверке микрометров [Текст] : Изд. офиц.
Карточка
Инструкция 135-61 по поверке микрометров [Текст] : Изд. офиц. / Ком. стандартов, мер и измерит. приборов при Совете Министров СССР. — [Переизд. Дек. 1967 г.]. — Москва : [Изд-во стандартов], 1968. — 23 с. : ил.; 21 см.
Микрометры — Поверка
Шифр хранения:
FB Арх
SVT Инстр. 135-61
Описание
| Заглавие | Инструкция 135-61 по поверке микрометров [Текст] : Изд. офиц. |
|---|---|
| Дата поступления в ЭК | 25.10.2012 |
| Каталоги | Стандарты |
| Сведения об ответственности | Ком. стандартов, мер и измерит. приборов при Совете Министров СССР |
| Издание | [Переизд. Дек. 1967 г.] |
| Выходные данные | Москва : [Изд-во стандартов], 1968 |
| Физическое описание | 23 с. : ил.; 21 см |
| Тема | Микрометры — Поверка |
| Язык | Русский |
| Места хранения | FB Арх |
| SVT Инстр. 135-61 |
Редакция:
[Переизд. Окт. 1969 г.].
Описание:
Инструкция 135-61 по поверке микрометров / Ком. стандартов, мер и измерит. приборов при Совете Министров СССР. — [Переизд. Окт. 1969 г.]. — Офиц. изд. — Москва : [Изд-во стандартов], 1969. — 23 с. : ил. ; 21 см
Рубрики:
Микрометры → Поверка
Дата создания:
2021-09-17 19:23:07
Пожалуйста, помогите актуализировать информацию
Загрузить фотографию актуальной обложки книги
Дополнить или обновить информацию о книге
Купить
-
Посмотреть
-
Посмотреть
-
Посмотреть
-
Посмотреть
-
Посмотреть
-
Недоступно
-
Посмотреть
-
Посмотреть
-
Посмотреть
-
Посмотреть
-
Посмотреть
-
Посмотреть
-
Посмотреть
-
Посмотреть
-
Посмотреть
Реферат по теме Инструкция 135-61 по поверке микрометров
Помогите сайту стать лучше, ответьте на несколько вопросов про книгу:
Инструкция 135-61 по поверке микрометров
Опросы
Книга запрещена в странах СНГ?
Содержание
- Объявление о покупке
- Наличие в библиотеках
- Рецензии и отзывы
- Похожие книги
- Наличие в магазинах
- Информация от пользователей
- Книга находится в категориях
Реставрация Инструкция 135-61 по поверке микрометров
Мойка листов, чистка, отбеливание, устранение заломов, восстановление разрывов, следов от влаги,
травление насекомых, реставрация обложки и корешка, устранение укусов от собак и восстановление
заломов на картоне, восстановление после падений, восстановление тиснения и рисунков,
художественная покраска всех элементов обложки от мастеров Ленинской библиотеки.
Мелкий ремонт (удаление пятен, плесени) или реставрацию обложки, уголков, корешка, листов, переплета книги
Показать контакты
Объявление о покупке (разыскивается книга)
Подпишитесь на новые объявления
Информация от пользователей
Инструкция 135-61 по поверке микрометров / Ком. стандартов, мер и измерит. приборов при Совете Министров СССР
Сохранено в:
| Вид документа: | Книги |
|---|---|
| Издание: | Изд. офиц. [Переизд. Окт. 1969 г.] |
| Опубликовано: |
М. : [Изд. стандартов], 1969 |
| Физические характеристики: |
23 с. : илл. ; 21 см |
| Язык: | Русский |
| Предмет: |
Микрометры — Поверка |
Утверждены
НПО «ВНИИМ им. Д.И. Менделеева»
13 марта 1985 года
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ГОСУДАРСТВЕННАЯ СИСТЕМА ОБЕСПЕЧЕНИЯ ЕДИНСТВА ИЗМЕРЕНИЙ
МИКРОМЕТРЫ С ЦЕНОЙ ДЕЛЕНИЯ 0,01 мм
МЕТОДИКА ПОВЕРКИ
МИ 782-85
Группа Т88.1
ОКСТУ 0008
Взамен
Инструкции 135-61
Разработаны: ВНИИизмерения.
Исполнители:
Шабалина М.Б., канд. техн. наук (руководитель темы); Демин Н.Г., Гиршфельд Л.З.
Подготовлены к утверждению лабораторией законодательной метрологии НПО «ВНИИМ им. Д.И. Менделеева».
Начальник лаборатории Селиванов М.Н.
Ведущий инженер Кудряшова Ж.Ф.
Утверждены НПО «ВНИИМ им. Д.И. Менделеева» 13 марта 1985 г.
Настоящие методические указания распространяются на микрометры с ценой деления 0,01 мм типов МК; МЛ; МТ; МЗ; МГ; МП по ГОСТ 6507-78 и устанавливают методику их первичной и периодической поверок.
По настоящим методическим указаниям допускается поверять микрометры с аналогичными параметрами, находящиеся в эксплуатации и выпущенные до введения в действие ГОСТ 6507-78.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены операции и применены средства поверки с характеристиками, указанными в табл. 1.
Таблица 1
|
Операция |
Номер пункта методических указаний |
Средства поверки и их нормативно-технические характеристики |
Обязательность проведения операции при |
||
|
выпуске из производства |
выпуске из ремонта |
эксплуатации и хранении |
|||
|
Внешний осмотр Опробование |
4.1 4.2 |
— |
Да |
Да |
Да |
|
Определение (контроль) метрологических характеристик |
4.3 |
||||
|
Определение шероховатости измерительных поверхностей микрометров установочных мер |
4.3.1 |
Образцы шероховатости поверхности по ГОСТ 9378-75 или измерительный интерференционный микроскоп по ГОСТ 9847-79 модели МИИ-4 |
Да |
Да |
Нет |
|
Определение расстояния a от стебля до измерительной кромки барабана микрометра |
4.3.2 |
Щуп толщиной 0,45 мм по ГОСТ 882-75 |
Да |
Нет |
Нет |
|
Определение зазора между концом стрелки и шкалой циферблата микрометра типа МЛ |
4.3.3 |
— |
Да |
Да |
Нет |
|
Определение расстояния b от торца конической части барабана до начального штриха шкалы стебля |
4.3.4 |
— |
Да |
Да |
Нет |
|
Определение измерительного усилия и его колебания |
4.3.5 |
Циферблатные весы с ценой деления 5 г по ГОСТ 23711-79; стойка типа С-II-28-125 x 125 по ГОСТ 10197-70; кронштейн (Приложение 1) или динамометр (Приложение 2) |
Да |
Да |
Нет |
|
Определение отклонения от плоскостности измерительных поверхностей микрометра |
4.3.6 |
Плоская стеклянная пластина нижняя ПИ60 2 класса точности по ГОСТ 2923-75; лекальная линейка типа ЛД класса точности 1 по ГОСТ 8026-75 |
Да |
Да |
Да |
|
Определение отклонения от параллельности плоских измерительных поверхностей микрометров типов МК |
4.3.7 |
Плоскопараллельные стеклянные пластины по ГОСТ 1121-75; плоскопараллельные концевые меры длины класса точности 2 по ГОСТ 9038-83 |
Да |
Да |
Да |
|
Определение перекоса плоской измерительной поверхности микрометрического винта при зажатии стопора микрометров типа МК |
4.3.8 |
Плоскопараллельные стеклянные пластины по ГОСТ 1121-75; измерительная рычажно-зубчатая головка с ценой деления 0,001 мм по ГОСТ 18833-73; приспособление (Приложение 3) |
Да |
Да |
Нет |
|
Определение погрешности микрометров: типов МК, МЛ, МП, МТ с верхним пределом измерения до 50 мм классов точности 1 и 2; |
4.3.9 4.3.9.1 |
Плоскопараллельные концевые меры длины: образцовые 5-го разряда по ГОСТ 8.166-75 или класса точности 2 по ГОСТ 9038-83 |
Да |
Да |
Да |
|
типа МК с верхним пределом измерения более 50 мм класса точности 1 |
образцовые 4-го разряда по ГОСТ 8.166-75 или класса точности 1 по ГОСТ 9038-83 |
||||
|
класса точности 2 |
образцовые 5-го разряда по ГОСТ 8.166-75 или класса точности 2 по ГОСТ 9038-83 |
||||
|
Позиция исключена. — Изменение N 1, утв. НПО «ВНИИМ им. Д.И. Менделеева» 12.02.1986) |
|||||
|
Определение отклонения от параллельности измерительных поверхностей и погрешности микрометров типа МЗ |
4.3.9а |
Меры с цилиндрическими измерительными поверхностями (см. справочное Приложение 5) |
Да |
Да |
Да |
|
Определение отклонения от параллельности измерительных поверхностей и погрешности микрометров типа МЗ |
4.3.10 |
Меры с цилиндрическими измерительными поверхностями (Приложение 5) |
Да |
Да |
Да |
|
Определение отклонения от перпендикулярности измерительной поверхности микрометрической головки относительно оси вращения микрометрического винта микрометров типа МГ |
4.3.11 |
Унифицированный автоколлиматор АК-IV ГОСТ 11899-77; плита поверочная размером 630 x 400 мм по ГОСТ 10905-86 |
Да |
Нет |
Нет |
|
Определение отклонения длины от номинальной и отклонения от параллельности (плоскопараллельности) измерительных поверхностей установочных мер |
4.3.12 |
Плоскопараллельные концевые меры длины образцовые 4-го разряда по ГОСТ 8.166-75 или класса точности 1 по ГОСТ 9038-83; горизонтальный оптиметр по ГОСТ 5405-75 или оптико-механическая машина типа ИЗМ по ГОСТ 10875-76 |
Да |
Да |
Да |
Примечания:
1. Допускается применение средств, не приведенных в перечне, но обеспечивающих определение (контроль) метрологических характеристик поверяемых средств измерений с требуемой точностью.
2. При получении отрицательного результата при проведении любой из операций по табл. 1 поверку микрометра допускается прекратить.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1. При проведении поверки должны быть соблюдены положения ГОСТ 12.3.002-75. Оборудование, применяемое при поверке, должно соответствовать требованиям ГОСТ 12.2.003-74. Воздух рабочей зоны должен соответствовать требованиям ГОСТ 12.1.005-76 при температуре помещения, соответствующей условиям поверки для легких физических работ.
3. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
3.1. При проведении поверки по п.п. 4.3.7 — 4.3.11 температура помещения, в котором проводят поверку, должна соответствовать требованиям ГОСТ 6507-78.
3.2. Микрометры, установочные меры и средства поверки должны быть подготовлены к работе в соответствии с технической документацией на них.
3.3. Микрометры и установочные меры должны быть выдержаны в помещении, где проводят поверку, на металлической плите в течение не менее 1 ч или в открытых футлярах не менее 3 ч.
3.4. При поверке микрометр и установочные меры следует брать за теплоизоляционные накладки, а при отсутствии их — при помощи теплоизолирующей салфетки; плоскопараллельные концевые меры длины (далее концевые меры длины) также следует брать при помощи теплоизолирующей салфетки.
4. ПРОВЕДЕНИЕ ПОВЕРКИ
4.1. Внешний осмотр
При проведении внешнего осмотра должно быть установлено:
соответствие микрометров требованиям ГОСТ 6507-78 в части формы измерительных поверхностей микрометров и установочных мер, качества поверхностей, оцифровки и штрихов шкал, комплектности и маркировки;
наличие твердого сплава на измерительных поверхностях микрометров (за исключением типов МЗ и МП), стопорного устройства для микрометрического винта, шкал на стебле, барабане (за исключением типа МЛ) и циферблате (только для типа МЛ) микрометров, антикоррозионного покрытия микрометров (за исключением пятки, микрометрического винта и измерительной губки) и установочных мер (за исключением измерительных поверхностей), теплоизоляции скоб микрометров типов МК и МЗ с верхним пределом измерения более 50 мм, отсутствие механических повреждений на измерительных и других наружных поверхностях деталей, влияющих на эксплуатационные качества.
4.2. Опробование
При опробовании проверяют: плавность перемещения барабана микрометра вдоль стебля; отсутствие вращения микрометрического винта, закрепленного стопорным устройством, после приложения момента, передаваемого устройством, обеспечивающим измерительное усилие (при этом показания микрометра не должны изменяться); неизменность положения закрепленной передвижной или сменной пятки — по отсутствию радиального или осевого качения.
4.3. Определение (контроль) метрологических характеристик
4.3.1. Шероховатость измерительных поверхностей микрометра и установочных мер определяют сравнением с образцами шероховатости поверхности или измерением на измерительном интерференционном микроскопе. Шероховатость измерительных поверхностей микрометров и установочных мер должна соответствовать требованиям, установленным в ГОСТ 6507-78.
4.3.2. Расстояние a (черт. 1) от стебля до измерительной кромки барабана микрометра контролируют щупом толщиной 0,45 мм в четырех положениях барабана (через четверть оборота). Щуп накладывается на стебель у продольного штриха до контакта с торцом конической части барабана (см. черт. 1). В каждом из четырех положений барабана кромка барабана не должна быть выше щупа.
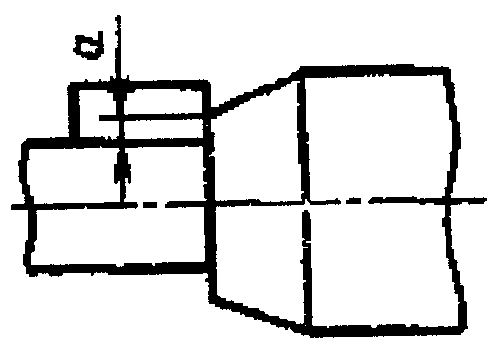
Черт. 1
4.3.3. Зазор между концом стрелки и шкалой циферблата микрометра типа МЛ контролируют по изменению показаний при наклоне шкалы. Стрелку совмещают с отметкой шкалы «0». Затем микрометр поворачивают вокруг оси, параллельной стрелке, приблизительно на 45° и, не меняя положения головы, наблюдают за изменением показаний. Так же определяют изменение показаний на отметках шкалы 25; 50; 75. Изменение показаний по шкале циферблата не должно превышать 0,5 деления шкалы. В этом случае зазор между концом стрелки и шкалой циферблата не превышает 0,7 мм.
4.3.4. При определении расстояния b (черт. 2) от торца конической части барабана до начального штриха шкалы стебля микрометр устанавливают в нулевое положение. Расстояние b определяют по шкале барабана, подводя торец барабана к ближайшему краю начального штриха. При этом у микрометров с нижним пределом измерений 25 мм и более удаляют установочную меру. У микрометров с нулевым нижним пределом измерения определяют расстояние от торца конической части барабана до любого ближайшего (не начального) штриха шкалы стебля.
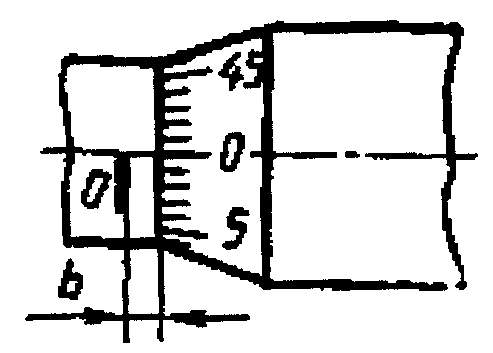
Черт. 2
Расстояние от торца конической части барабана до ближайшего края штриха не должно превышать значения, установленного в ГОСТ 6507-78.
У микрометров, находящихся в эксплуатации, допускается перекрытие начального штриха шкалы стебля конической частью барабана, но не более чем на 0,07 мм.
4.3.5. Измерительное усилие микрометра и его колебание определяют при помощи циферблатных весов на двух различных участках шкалы стебля микрометра. Определение измерительного усилия должно производиться при контакте измерительной поверхности микрометрического винта с плоской (для микрометров типа МЗ — цилиндрической) поверхностью.
Измерения на весах производят по схеме, приведенной в Приложении 6.
Микрометр закрепляют в стойке при помощи кронштейна (Приложение 1) в таком положении, чтобы микрометрический винт занимал вертикальное положение и вставка находилась в центре измерительной поверхности микрометрического винта и касалась ее.
Для микрометров с диапазоном измерений 0 — 5 и 0 — 10 мм создают натяг на весах, необходимый для определения измерительного усилия.
Вращая микрометрический винт до проскальзывания трещотки (фрикциона), определяют значение измерительного усилия по показанию стрелки весов.
Допускается производить контроль измерительного усилия с помощью динамометра (Приложение 2).
Колебание измерительного усилия определяют как разность значений измерительного усилия на двух различных участках стебля. Измерительное усилие и его колебание должны соответствовать значениям, установленным в ГОСТ 6507-78.
При ремонте микрометров допускается не проверять колебание измерительного усилия.
4.3.6. Отклонение от плоскостности измерительных поверхностей микрометра определяют интерференционным методом при помощи плоской стеклянной пластины.
Стеклянную пластину накладывают на поверяемую поверхность. При этом добиваются такого контакта, при котором наблюдалось бы наименьшее число интерференционных полос (колец). Отклонение от плоскостности определяют по числу наблюдаемых интерференционных полос (колец). Отсчет следует производить, отступив 0,5 мм от края измерительной поверхности.
Отклонение от плоскостности измерительной поверхности микрометров типа МЛ с диапазонами измерения 0 — 5 и 0 — 10 мм и микрометров типа МП определяют при вывинченном микрометрическом винте.
На черт. 3 — 5 приведено увеличенное изображение картины интерференционных полос (колец) при различных формах отклонений от плоскостности измерительной поверхности микрометра. Во всех приведенных случаях отсчет полос (колец) равен 2.
Сечение по линиям x — x и y — y
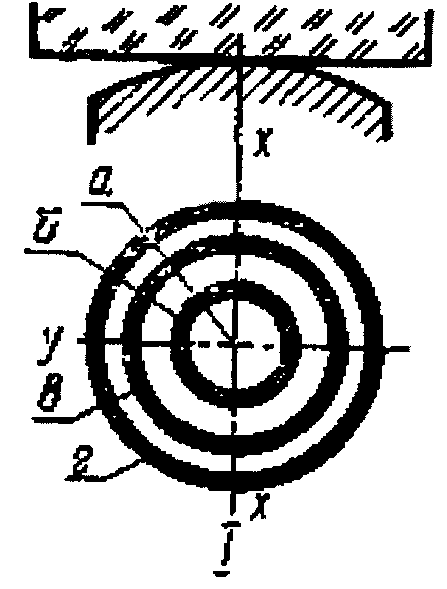
Черт. 3
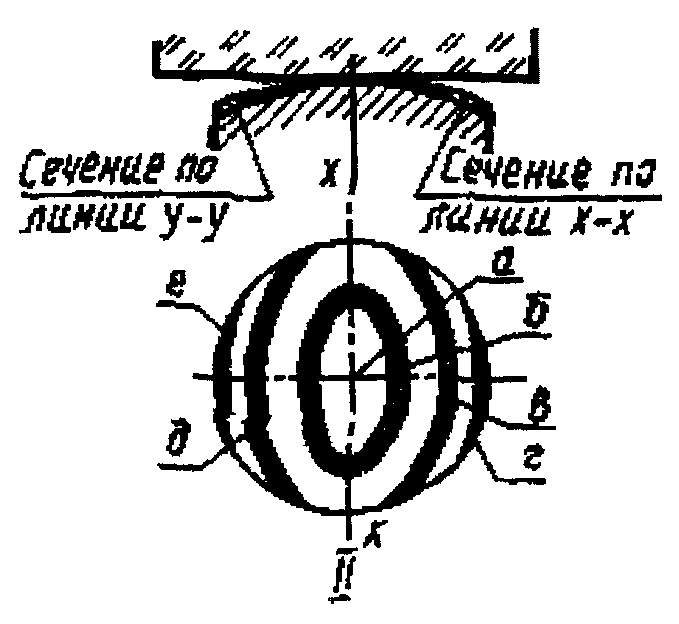
Черт. 4
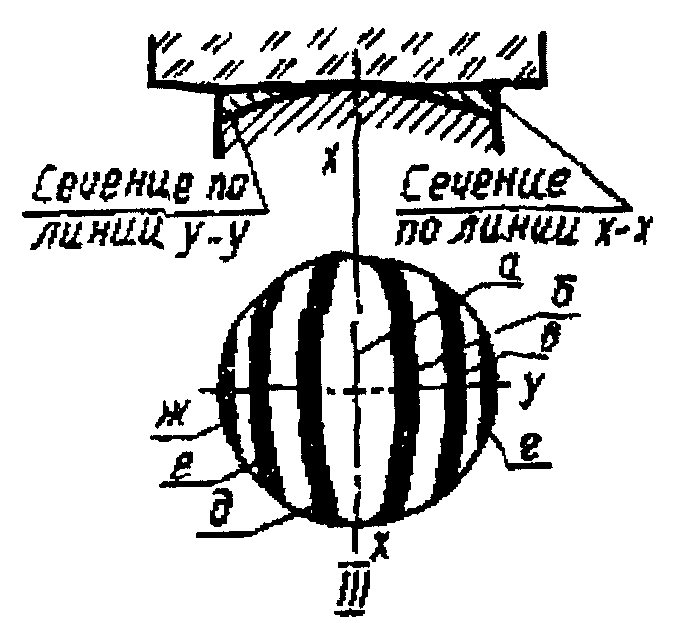
Черт. 5
На черт. 3 измерительная поверхность представляет собой сферу и интерференционные кольца б и в ограничены окружностями (контакт в точке а). Кольцо г так же, как и полосы г и е на черт. 4 и г и ж на черт. 5 во внимание не принимаются, поскольку они расположены от края измерительной поверхности на расстоянии менее 0,5 мм.
На черт. 4 контакт стеклянной пластины с измерительной поверхностью микрометра также осуществляется в одной точке, однако радиус кривизны измерительной поверхности в сечении X — X больше, чем в сечении Y — Y. Здесь кольцо б считается первой полосой, а полосы в и д принимаются за одну полосу (кольцо), поскольку при большей измерительной поверхности микрометра эти полосы соединились бы.
На черт. 5 контакт стеклянной пластины с измерительной поверхностью микрометра, которая представляет собой цилиндрическую поверхность, осуществляется по линии а. Здесь полосы ограничены прямыми линиями и так же, как полосы в и д в предыдущем случае, каждая пара полос (б — д и в — е) считается соответственно одной полосой.
Если по обе стороны от точки (линии) контакта будет наблюдаться неодинаковое число полос, то отсчет полос производится на той стороне, где число видимых полос будет больше.
Отклонение от плоскостности измерительных поверхностей микрометров не должно превышать значений, установленных в ГОСТ 6507-78.
Определение отклонения от плоскостности измерительных поверхностей микрометров, находящихся в эксплуатации, производится с помощью лекальной линейки. Просвет между лекальной линейкой и измерительной поверхностью не допускается.
4.3.7. Отклонение от параллельности плоских измерительных поверхностей микрометров типов МК и МЗ с верхним пределом измерения до 100 мм определяют при помощи стеклянных плоскопараллельных пластин, а более 100 мм — при помощи концевых мер длины при незакрепленном стопорном винте.
4.3.7.1. Отклонение от параллельности плоских измерительных поверхностей микрометров с верхним пределом измерения до 100 мм определяют интерференционным методом по четырем стеклянным плоскопараллельным пластинам, размеры которых отличаются друг от друга на значение, соответствующее 1/4 оборота микрометрического винта.
Приведя пластину в контакт с измерительными поверхностями микрометра, при использовании устройства, обеспечивающего измерительное усилие, добиваются такого положения, при котором была бы наименьшая сумма полос на обеих измерительных поверхностях. Отклонение от параллельности плоских измерительных поверхностей определяется наибольшей из сумм интерференционных полос, подсчитанной для каждой из четырех стеклянных пластин, при этом одна полоса соответствует отклонению от параллельности 0,3 мкм.
4.3.7.2. Отклонение от параллельности плоских измерительных поверхностей микрометров с верхним пределом измерения до 100 мм, находящихся в эксплуатации, и микрометров с верхним пределом измерения более 100 мм определяют по концевым мерам длины или блокам концевых мер, размеры которых отличаются друг от друга на значение, соответствующее 1/4 оборота микрометрического винта.
Концевую меру или блок концевых мер последовательно устанавливают между измерительными поверхностями в положении 1, 2, 3, 4, на расстоянии b от края измерительной поверхности, как показано на черт. 6, и подводят измерительные поверхности микрометра при использовании устройства, обеспечивающего измерительное усилие.
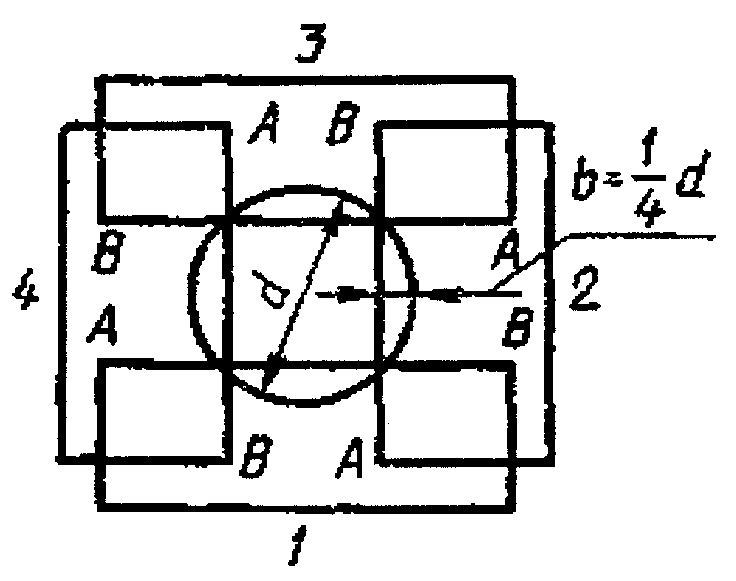
Черт. 6
Для исключения влияния отклонения от параллельности плоских измерительных поверхностей концевых мер их устанавливают между измерительными поверхностями микрометра одним и тем же краем AB.
Отклонение от параллельности плоских измерительных поверхностей микрометра для каждого размера меры определяют как наибольшую разность показаний микрометра при четырех положениях меры. Отклонения от параллельности плоских измерительных поверхностей в каждом из четырех положений микрометрического винта не должны превышать значений, установленных в ГОСТ 6507-78.
4.3.8. Перекос плоской измерительной поверхности микрометрического винта при зажатии стопора микрометров типа МК с верхним пределом измерения до 100 мм определяют интерференционным методом с помощью плоскопараллельной стеклянной пластины. Пластину приводят в контакт с измерительными поверхностями микрометра при использовании трещотки. Получив наименьшую сумму полос на обеих измерительных поверхностях при перемещении пластины при незакрепленном стопоре, зажимают стопор и добиваются при перемещении пластины также наименьшей суммы полос.
Сумма полос не должна превышать допуска параллельности, установленного ГОСТ 6507-78, более чем на три полосы.
Перекос плоской измерительной поверхности микрометрического винта при зажатии стопора микрометров с верхним пределом измерения более 100 мм определяют с помощью измерительной рычажно-зубчатой головки, укрепленной в приспособлении вместо регулируемой пятки (Приложение 3).
Измерительную головку вводят в контакт с измерительной поверхностью микрометрического винта на расстоянии 1 мм от края измерительной поверхности в двух положениях, как показано на черт. 7.
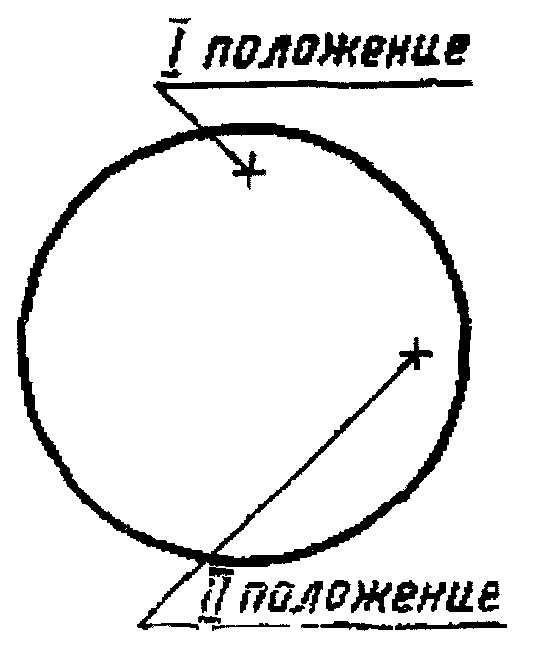
Черт. 7
Установив микрометрическим винтом стрелку головки в нулевое положение при незакрепленном стопоре, зажимают его и наблюдают за изменением показаний головки.
Изменение показаний головки в каждом из двух положений при зажатии стопора микрометра не должно превышать 1 мкм.
4.3.9. Определение погрешности микрометров
4.3.9.1. Погрешность микрометров типов МК, МЛ, МП, МТ определяют в пяти (не менее) равномерно расположенных точках шкалы микрометра путем сравнения показаний с размерами концевых мер длины.
Точки, в которых рекомендуется производить проверку микрометров, указаны в табл. 2.
Таблица 2
|
Диапазон намерений микрометров |
Шаг микрометрического винта |
Рекомендуемые номинальные значения размеров концевых мер длины, используемых при поверке |
|
мм |
||
|
0 — 5 |
1,0 |
1,00; 2,00; 3,00; 4,00; 5,00 |
|
0 — 10 |
2,00; 4,00; 6,00; 8,00, 10,00 |
|
|
0 — 25 |
5,00; 10,00; 15,00; 20,00; 25,00 |
|
|
0 — 10 |
0,5 |
2,00; 4,00; 6,00; 8,00; 10,00 |
|
0 — 25 |
5,12; 10,24; 15,36; 21,50; 25,00 |
|
|
A — (A + 25) |
A + 5,12; A + 10,24; A + 15,36; A + 21,50; A + 25,00 |
Примечания:
1. A — нижний предел измерений поверяемого микрометра.
2. При поверке рекомендуется использовать набор концевых мер длины N 21 по ГОСТ 9038-83.
Погрешность микрометров не должна превышать значений, установленных в ГОСТ 6507-78.
Допускается наличие в обращении и выпуск из ремонта микрометров с погрешностью, превышающей значения, указанные в ГОСТ 6507-78 для класса точности 2, но не более чем в два раза, о чем делается соответствующая отметка в документах о поверке.
Погрешность микрометров с верхним пределом измерений более 100 мм допускается определять с помощью дополнительного приспособления (см. Приложение 3), которое укрепляют на скобе микрометра. Регулируемая пятка приспособления и микрометрический винт микрометра должны быть соосны.
Регулируя пятку приспособления, добиваются такого ее положения, которое соответствует нулевому отсчету по шкале микрометра при вращении микрометрического винта до упора в пятку после ее закрепления. Затем производят поверку как у микрометров с диапазоном измерений 0 — 25 мм.
Погрешность микрометрического устройства не должна превышать значений, установленных в ГОСТ 6507-78 для микрометров соответствующих классов с верхним пределом измерений до 25 мм.
Если погрешность микрометрического устройства превышает допускаемые значения погрешности для микрометров с верхним пределом измерений до 25 мм, но не превышает допускаемых значений погрешности для пределов измерений поверяемого микрометра, то производится дополнительно поверка микрометра по концевым мерам длины без приспособления в точке, в которой выявлено наибольшее отклонение. При этом погрешность микрометра не должна превышать значений, установленных в ГОСТ 6507-78 для пределов измерений, соответствующих поверяемому микрометру.
4.3.9.2. Исключен. — Изменение N 1, утв. НПО «ВНИИМ им. Д.И. Менделеева» 12.02.1986.
4.3.9а. Отклонение от параллельности плоских измерительных поверхностей и погрешность микрометров типа МЗ определяют по мерам с цилиндрическими измерительными поверхностями (см. справочное Приложение 5). Значения диаметров мер указаны в табл. 3.
Таблица 3
мм
|
Диапазон измерений микрометра |
Диаметры мер |
|
0 — 25 |
10,00; 15,25; 20,50; 24,75 |
|
25 — 50 |
30,00; 35,25; 45,50; 49,75 |
|
50 — 75 |
55,00; 60,25; 70,50; 74,75 |
|
75 — 100 |
80,00; 85,25; 95,50; 99,75 |
Каждую меру устанавливают на расстоянии 2 — 3 мм от края измерительной поверхности пятки в 4-х положениях, как показано на черт. 8.
Для микрометров со срезанной пяткой меры устанавливают на расстоянии 2 — 3 мм от края измерительной поверхности пятки в двух положениях, как показано на черт. 9.
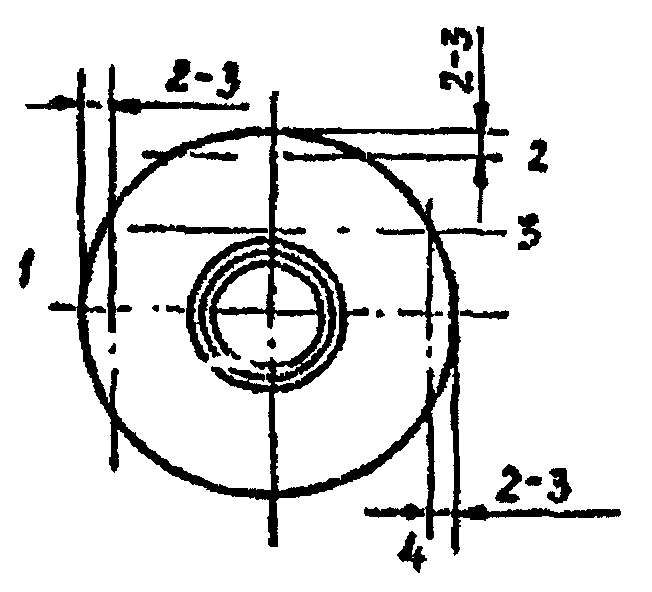
Черт. 8
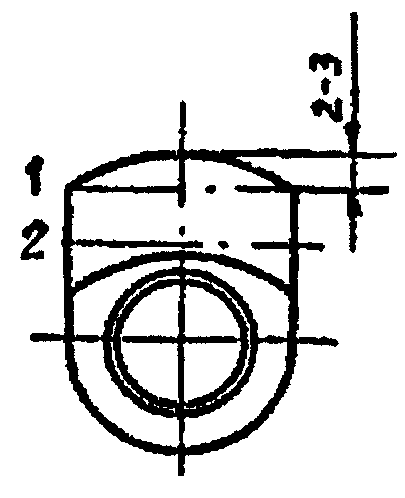
Черт. 9
Отклонение от параллельности плоских измерительных поверхностей микрометра для каждого размера меры определяют как наибольшую разность показаний микрометра при различных (черт. 8 и 9) положениях меры одного размера.
Погрешность микрометра определяют как наибольшую разность между показаниями микрометра, полученными при каждом отсчете, и действительными размерами мер, указанными в свидетельстве о метрологической аттестации.
Отклонение от параллельности плоских измерительных поверхностей и погрешность микрометров типа МЗ не должна превышать значений, установленных в ГОСТ 6507-78.
4.3.10. Отклонение от параллельности плоских измерительных поверхностей и погрешность микрометров типа МЗ определяют по мерам с цилиндрическими измерительными поверхностями (Приложение 5). Значения диаметров мер указаны ниже:
|
Диапазон измерений микрометра, мм |
Диаметр мер, мм |
|
0 — 25 |
10,00; 15,25; 20,50; 24,75 |
|
25 — 50 |
30,00; 35,25; 45,50; 49,75 |
|
50 — 75 |
55,00; 60,25; 70,50; 74,75 |
|
75 — 100 |
80,00; 85,25; 95,50; 99,75 |
Каждую меру устанавливают на расстоянии 2 — 3 мм от края измерительной поверхности пятки в четырех положениях, как показано на черт. 8.
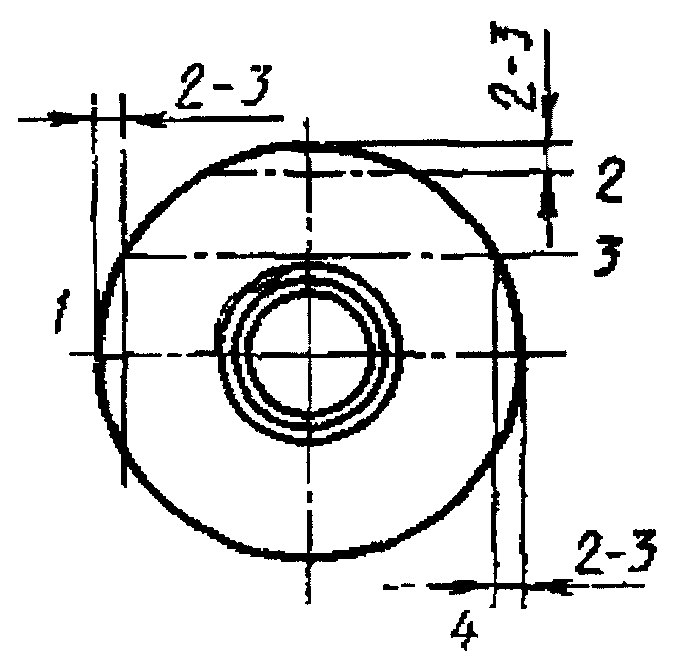
Черт. 8
Для микрометров со срезанной пяткой меры устанавливают на расстоянии 2 — 3 мм от края измерительной поверхности пятки в двух положениях, как показано на черт. 9.
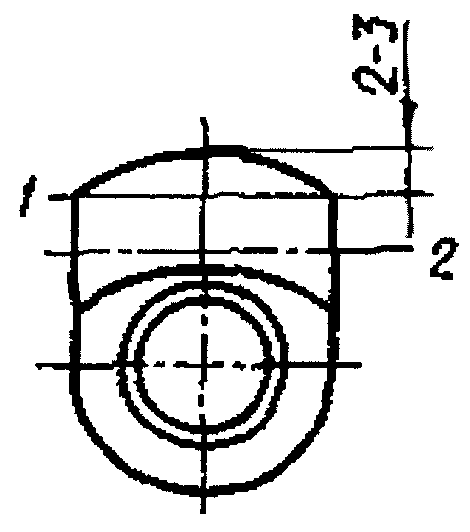
Черт. 9
Отклонение от параллельности плоских измерительных поверхностей микрометра для каждого размера меры определяют как наибольшую разность показаний микрометра при различных (см. черт. 8 и 9) положениях меры одного размера.
Погрешность микрометра определяют как наибольшую разность между показаниями микрометра, полученными при каждом отсчете, и действительными размерами мер, указанными в свидетельстве о метрологической аттестации.
Отклонение от параллельности плоских измерительных поверхностей и погрешность микрометров типа МЗ не должны превышать значений, установленных в ГОСТ 6507-78.
4.3.11. Отклонения от перпендикулярности измерительной поверхности микрометрической головки относительно оси вращения микрометрического винта микрометров типа МГ определяют с помощью автоколлиматора (схема Приложения 7). Изображение автоколлимационной марки, полученное от измерительной поверхности микрометрического винта, при необходимости устанавливают на нуль. Измерения производят в пяти (не менее) положениях микрометрического винта, равномерно расположенных, при повороте микровинта на 360° вокруг своей оси. Определяют размах показаний при проведенных измерениях. Отклонение от перпендикулярности определяют как половину размаха показаний автоколлиматора.
Отклонение от перпендикулярности не должно превышать 60″, что соответствует требованиям ГОСТ 6507-78.
4.3.12. Отклонения длины от номинальной и отклонения от параллельности (плоскопараллельности) измерительных поверхностей установочных мер определяют сравнением установочных мер с концевыми мерами длины соответствующих размеров.
4.3.12.1. Установочные меры с плоскими измерительными поверхностями поверяют на горизонтальном оптиметре или оптико-механической машине с использованием сферических наконечников, добиваясь наименьших показаний прибора при покачивании меры вокруг горизонтальной и вертикальной осей.
Отклонение длины установочной меры от номинального значения определяют в средней точке 2 и в четырех точках 1, 3, 4 и 5, расположенных на расстоянии 0,7 — 1 мм от края измерительной поверхности (черт. 10).
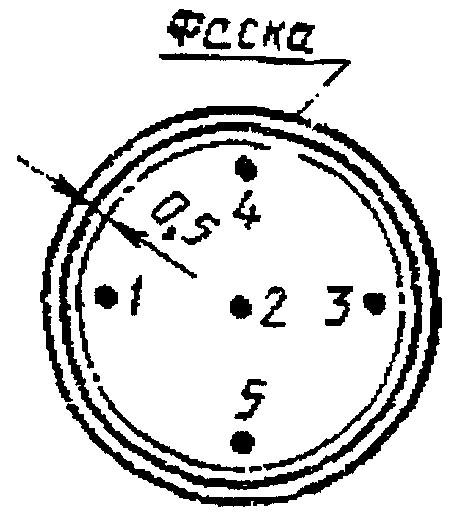
Черт. 10
За отклонение длины установочной меры от номинального значения принимают наибольшее по абсолютному значению отклонение из пяти полученных.
За отклонение от плоскопараллельности измерительных поверхностей установочных мер принимают наибольшую по абсолютному значению разность между наибольшим и наименьшим из отсчетов в точках 1, 2, 3, 4 и 5.
4.3.12.2. Установочные меры со сферическими измерительными поверхностями поверяют на оптико-механической машине с использованием плоских наконечников, добиваясь наибольших показаний прибора при повороте меры вокруг горизонтальной и вертикальной осей. Поверяемую установочную меру устанавливают в этом случае на двух опорах, расположенных на расстоянии 0,21 L от концов меры, где L — номинальная длина меры.
Отклонения длины от номинальных размеров и отклонения от плоскопараллельности измерительных поверхностей установочных мер не должны превышать значений, установленных в ГОСТ 6507-78.
Для микрометров, находящихся в эксплуатации и выпускаемых из ремонта, допускается уменьшение размера нерегулируемых установочных мер на 0,01; 0,02; 0,03; 0,04; 0,05 мм, но при этом на установочной мере должен быть отчетливо нанесен действительный размер.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
5.1. Положительные результаты первичной поверки микрометров предприятие-изготовитель оформляет отметкой в паспорте, заверенной поверителем.
5.2. На микрометры, признанные годными при государственной периодической поверке, выдают свидетельство по форме, установленной Госстандартом СССР.
5.3. Положительные результаты периодической ведомственной поверки оформляются отметкой в документе, составленном ведомственной метрологической службой.
5.4. Микрометры, не соответствующие требованиям настоящих методических указаний, бракуются и к применению не допускаются, при этом в паспорте производится запись о непригодности микрометров. Кроме того, выдается извещение о непригодности и изъятии из обращения и применения микрометров, не подлежащих ремонту, или о проведении повторной поверки после ремонта.
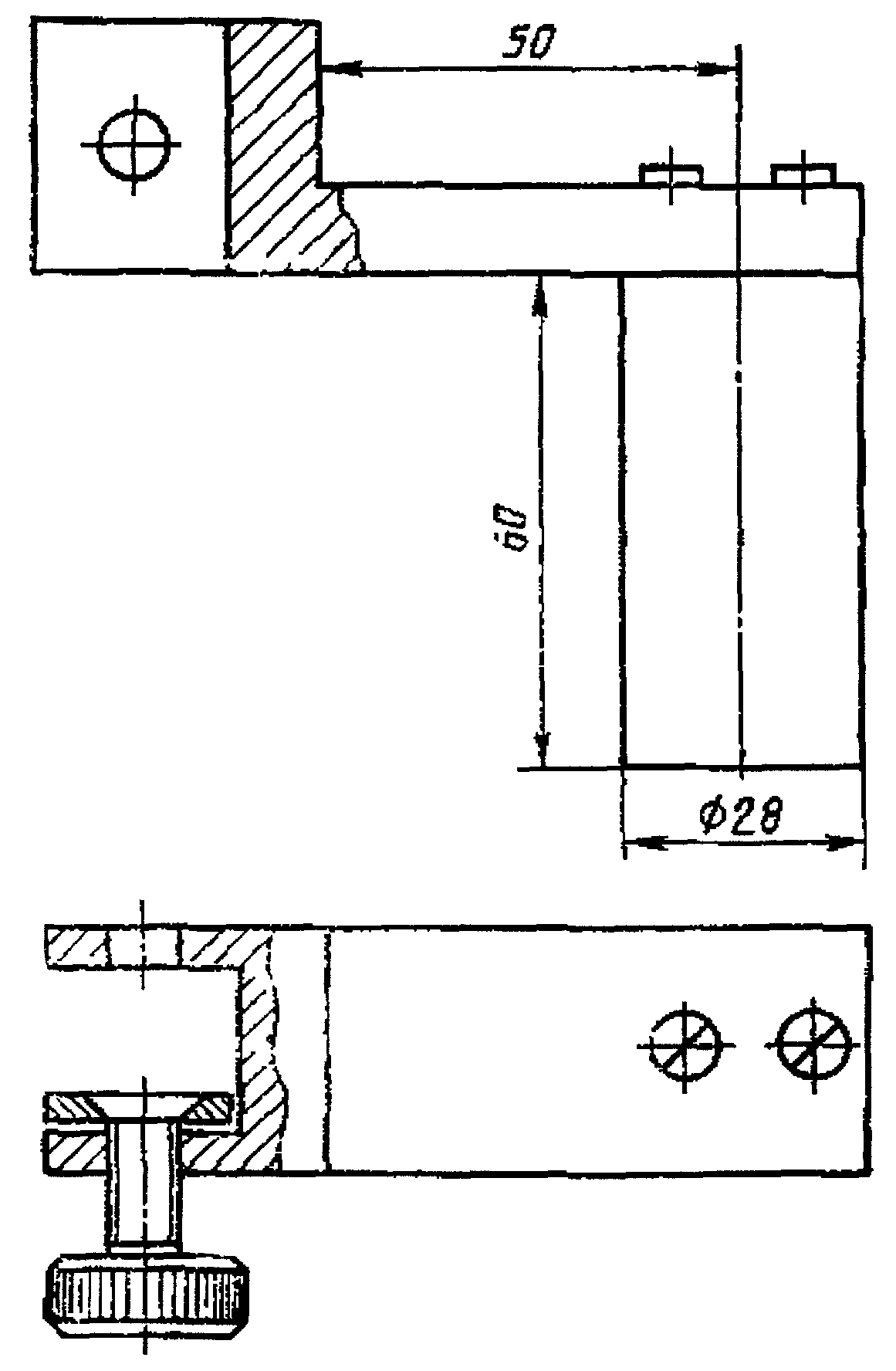
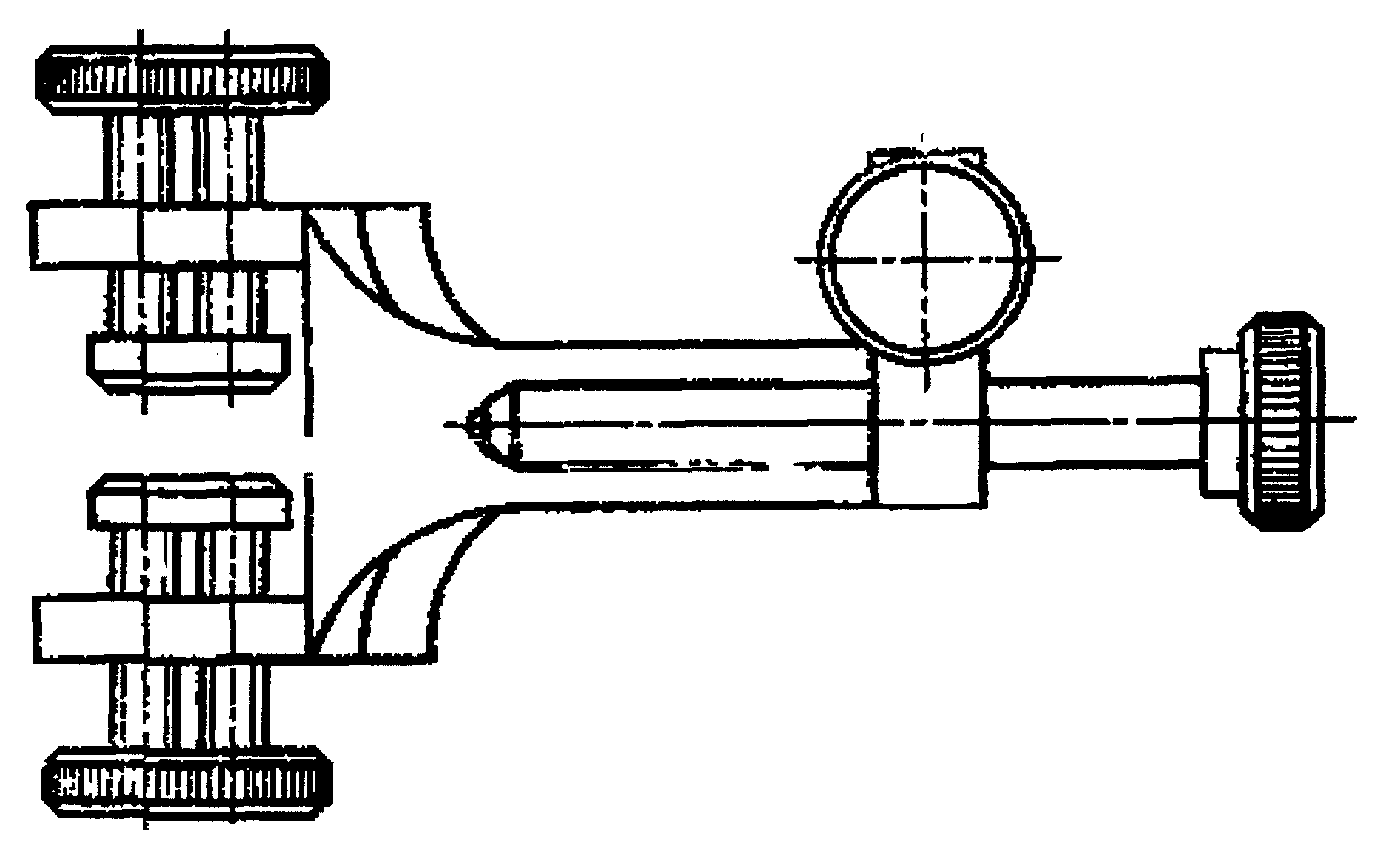
Приложение 1
Справочное
КРОНШТЕЙН
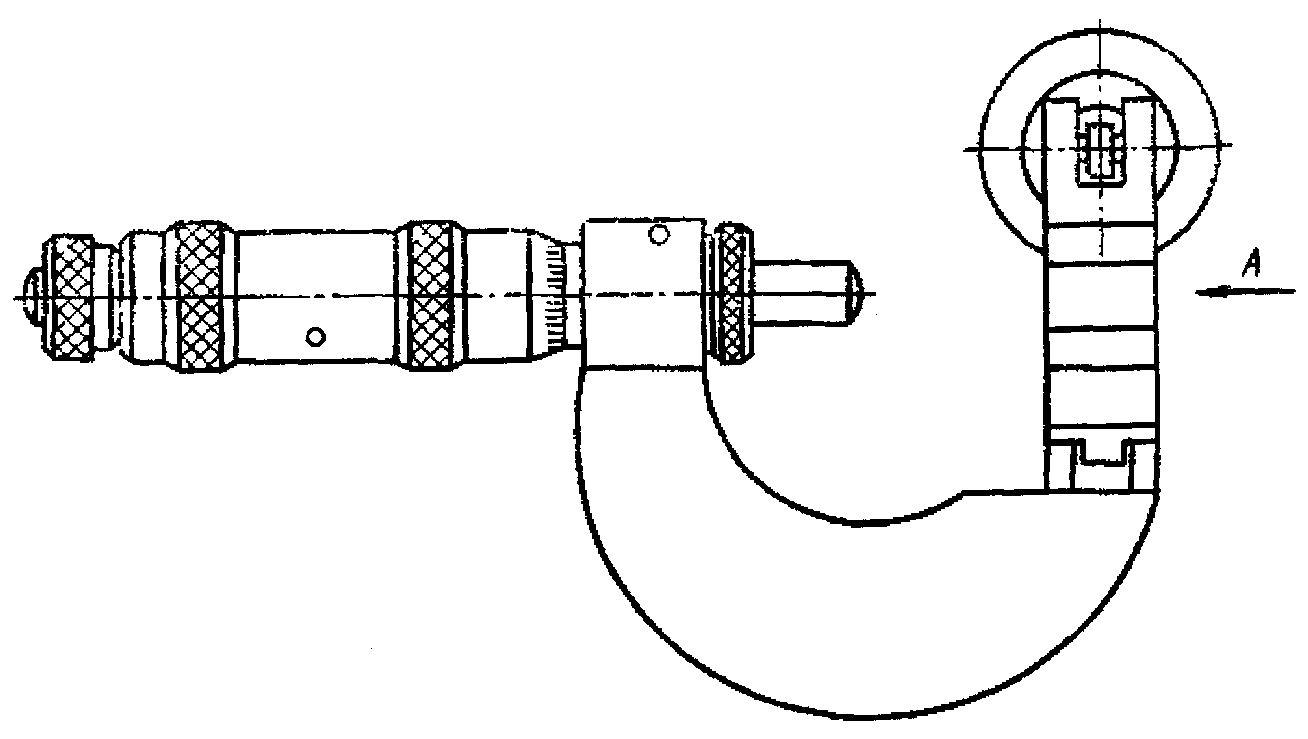
Приложение 2
Справочное
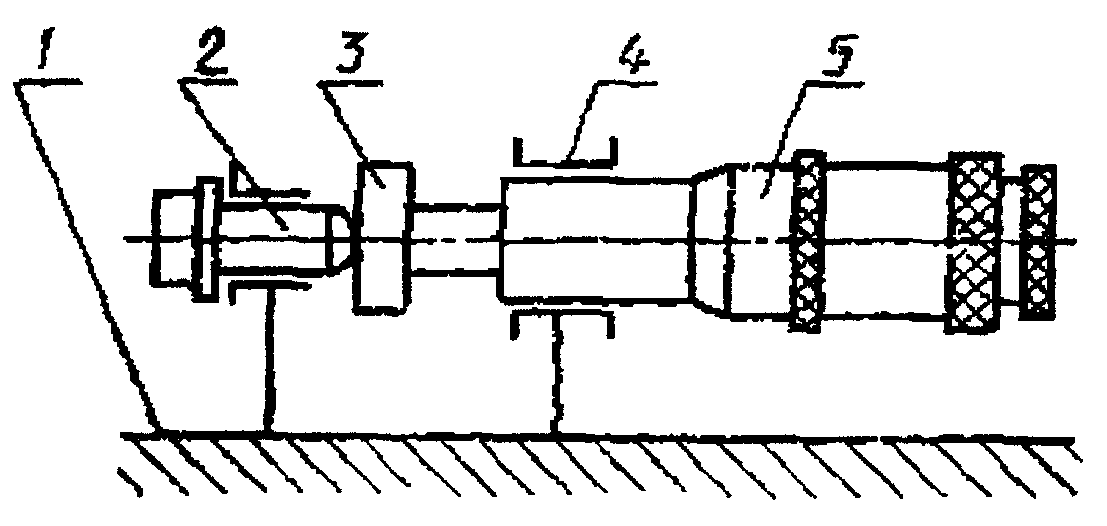
ДИНАМОМЕТР ДЛЯ ОПРЕДЕЛЕНИЯ ИЗМЕРИТЕЛЬНОГО
УСИЛИЯ МИКРОМЕТРОВ
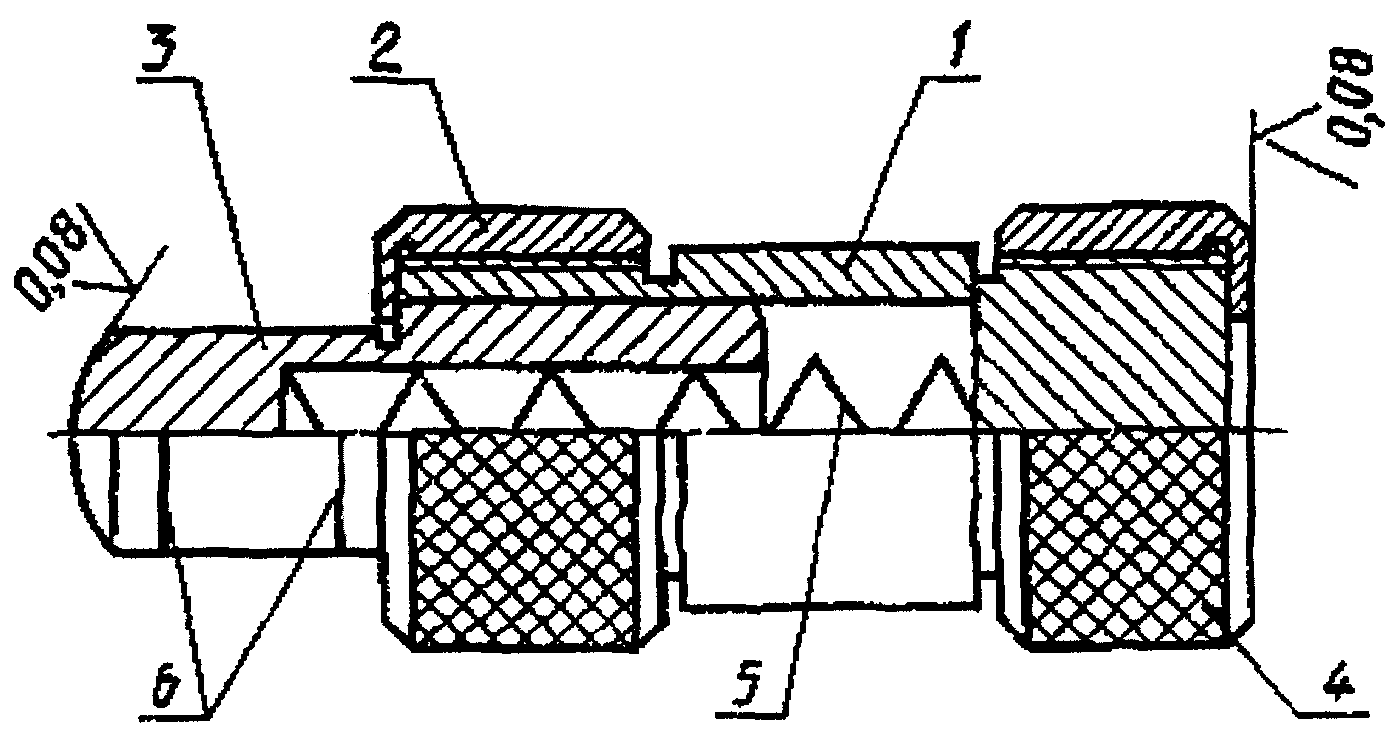
1 — корпус; 2 — гайка; 3 — подвижный наконечник
с кольцевыми рисками, соответствующими допускаемым
пределам измерительного усилия; 4 — гайка; 5 — пружина;
6 — риски при усилии 5 и 9 Н
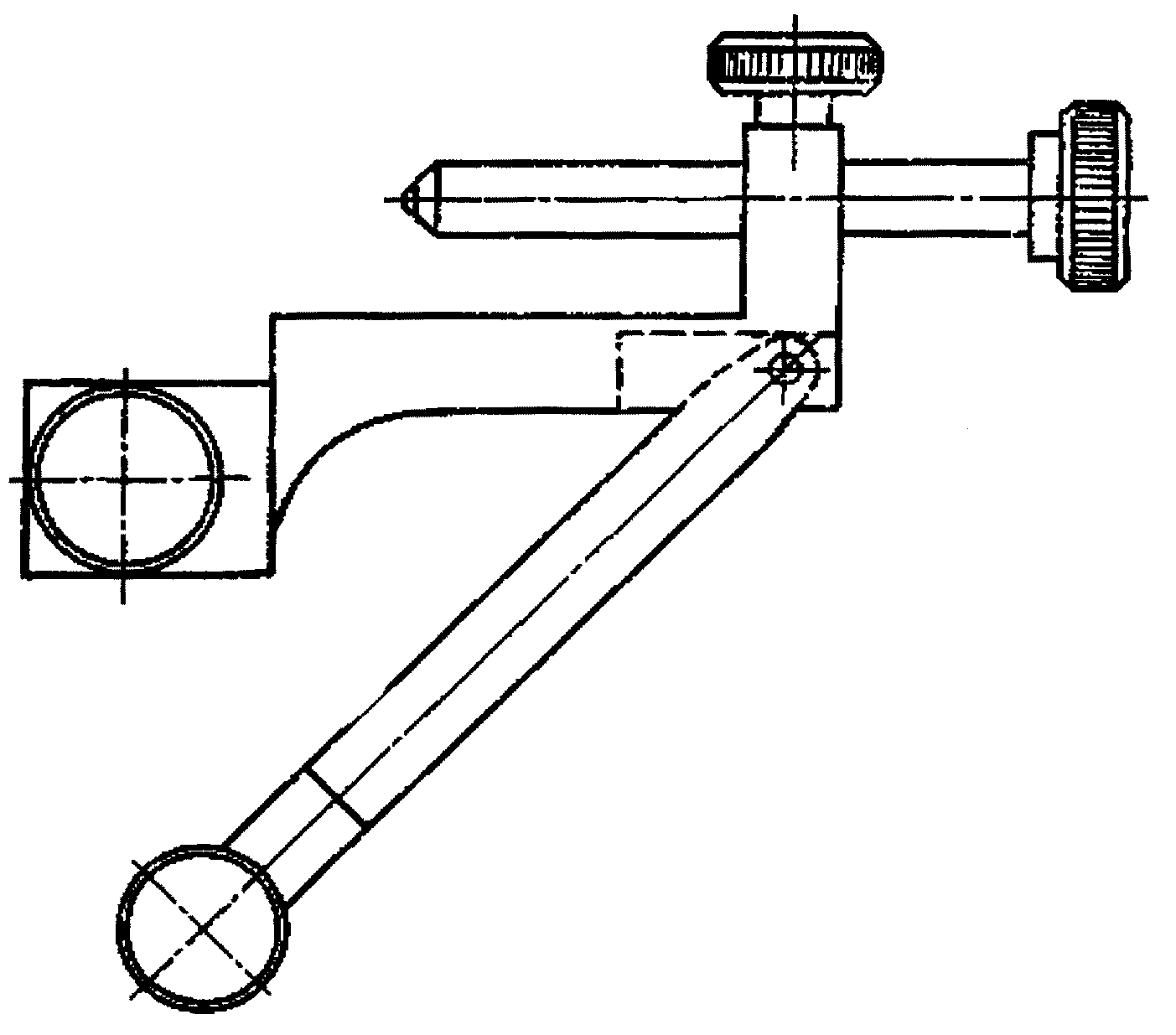
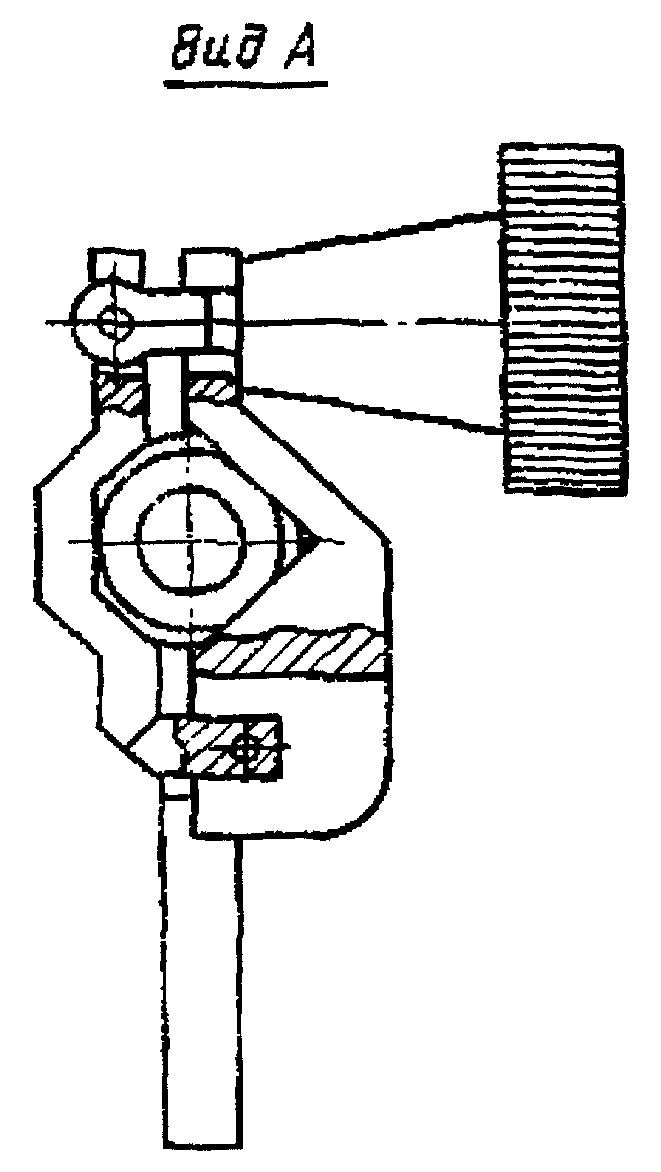
Приложение 3
Справочное
ПРИСПОСОБЛЕНИЕ ДЛЯ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ
МИКРОМЕТРИЧЕСКОГО УСТРОЙСТВА
Приложение 4
Справочное
ПРИСПОСОБЛЕНИЕ ДЛЯ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ
МИКРОМЕТРИЧЕСКИХ ГОЛОВОК
(МИКРОМЕТРОВ ТИПА МГ)
Приложение 5
Справочное
МЕРА
С ЦИЛИНДРИЧЕСКИМИ ИЗМЕРИТЕЛЬНЫМИ ПОВЕРХНОСТЯМИ
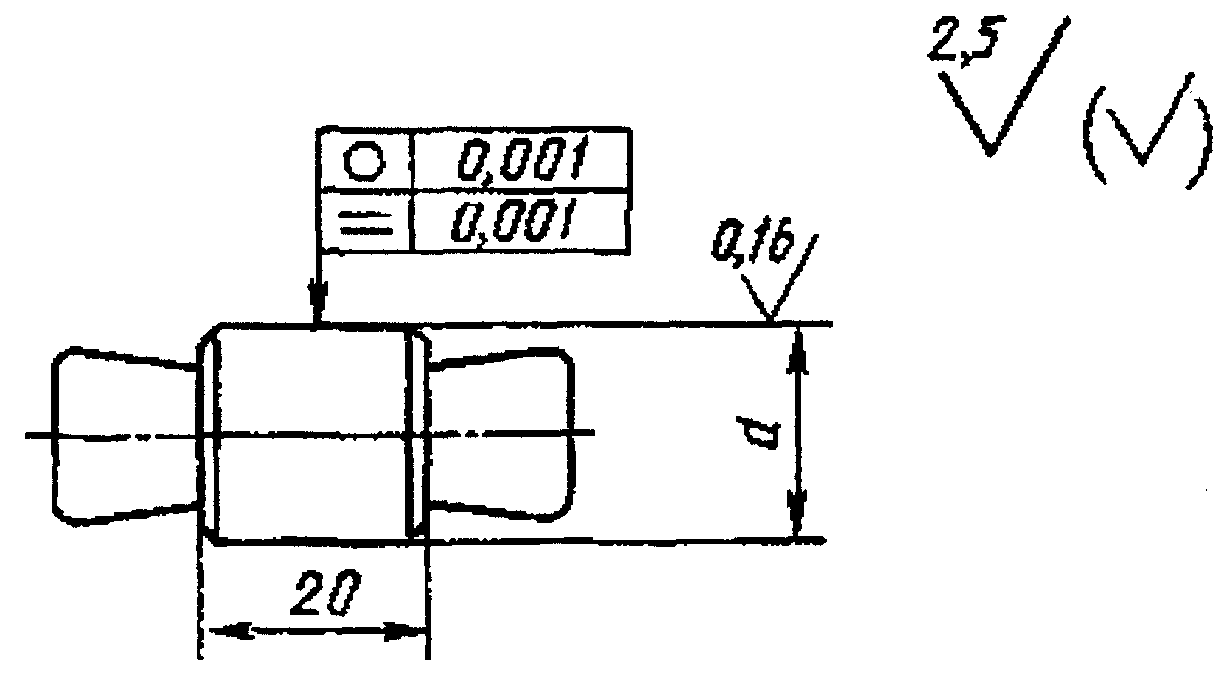
Значение диаметра d выбирается из ряда, мм: 10,00; 15,25; 20,50; 24,75; 30,00; 35,25; 45,50; 49,75; 55,00; 60,25; 70,50; 74,75; 80,00; 85,25; 95,50; 99,75.
Размер d может отличаться от указанного в целой части на +/- 1 мм, а в дробной на +/- 0,05 мм.
Твердость HRC 59-65.
Погрешность измерения размера d при метрологической аттестации мер не более +/- 0,001 мм.
Допускается размер d арестовывать в одном сечении и наносить в этом сечении риски.
Приложение 6
Справочное
СХЕМА ОПРЕДЕЛЕНИЯ ИЗМЕРИТЕЛЬНОГО
УСИЛИЯ МИКРОМЕТРА
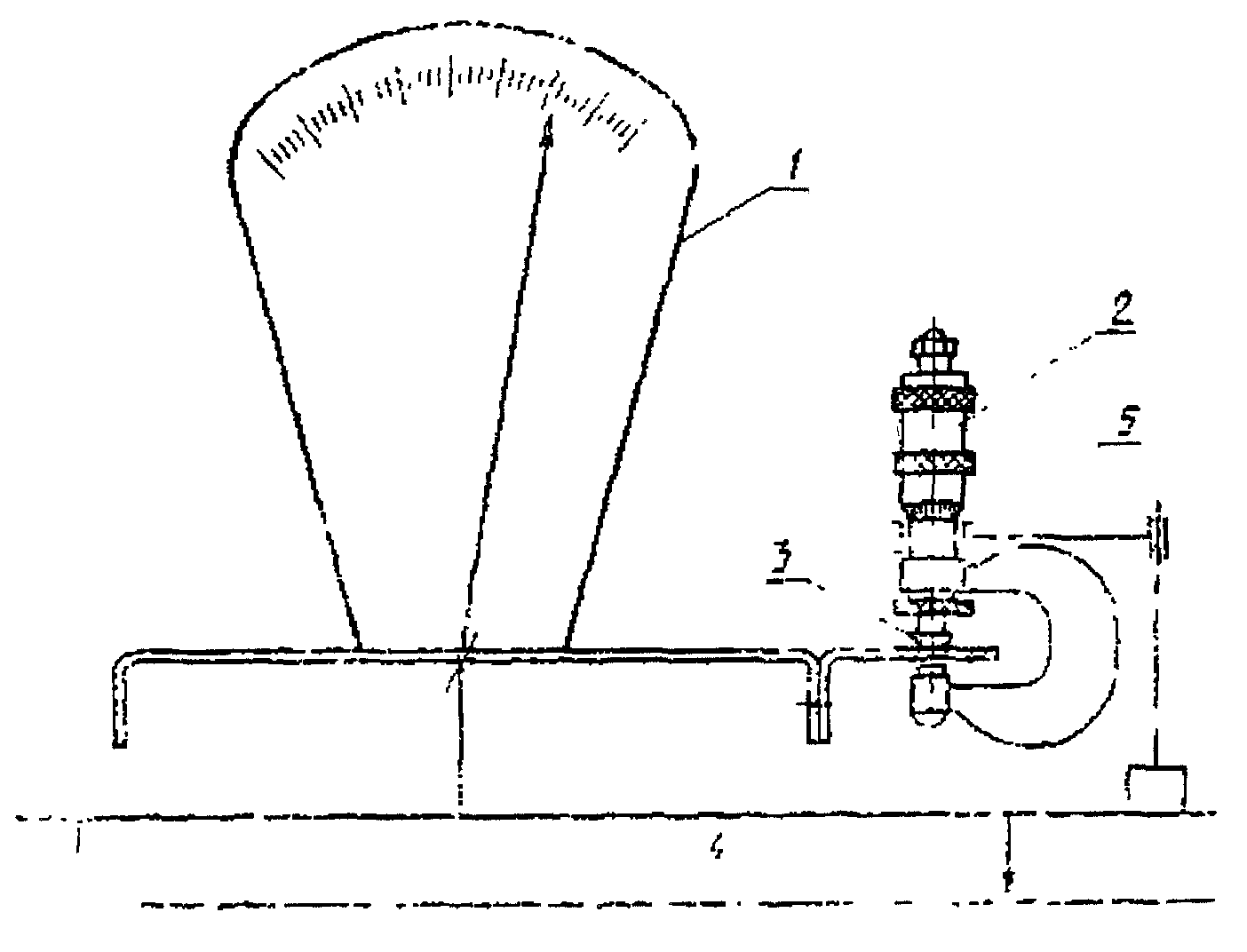
1 — циферблатные весы; 2 — микрометр; 3 — вставка
с плоской или цилиндрической поверхностью; 4 — стол;
5 — устройство для крепления микрометра
Приложение 7
Справочное
СХЕМА ОПРЕДЕЛЕНИЯ ОТКЛОНЕНИЯ ОТ ПЕРПЕНДИКУЛЯРНОСТИ
ИЗМЕРИТЕЛЬНОЙ ПОВЕРХНОСТИ МИКРОМЕТРИЧЕСКОЙ ГОЛОВКИ
ОТНОСИТЕЛЬНО ОСИ ВРАЩЕНИЯ МИКРОМЕТРИЧЕСКОГО ВИНТА
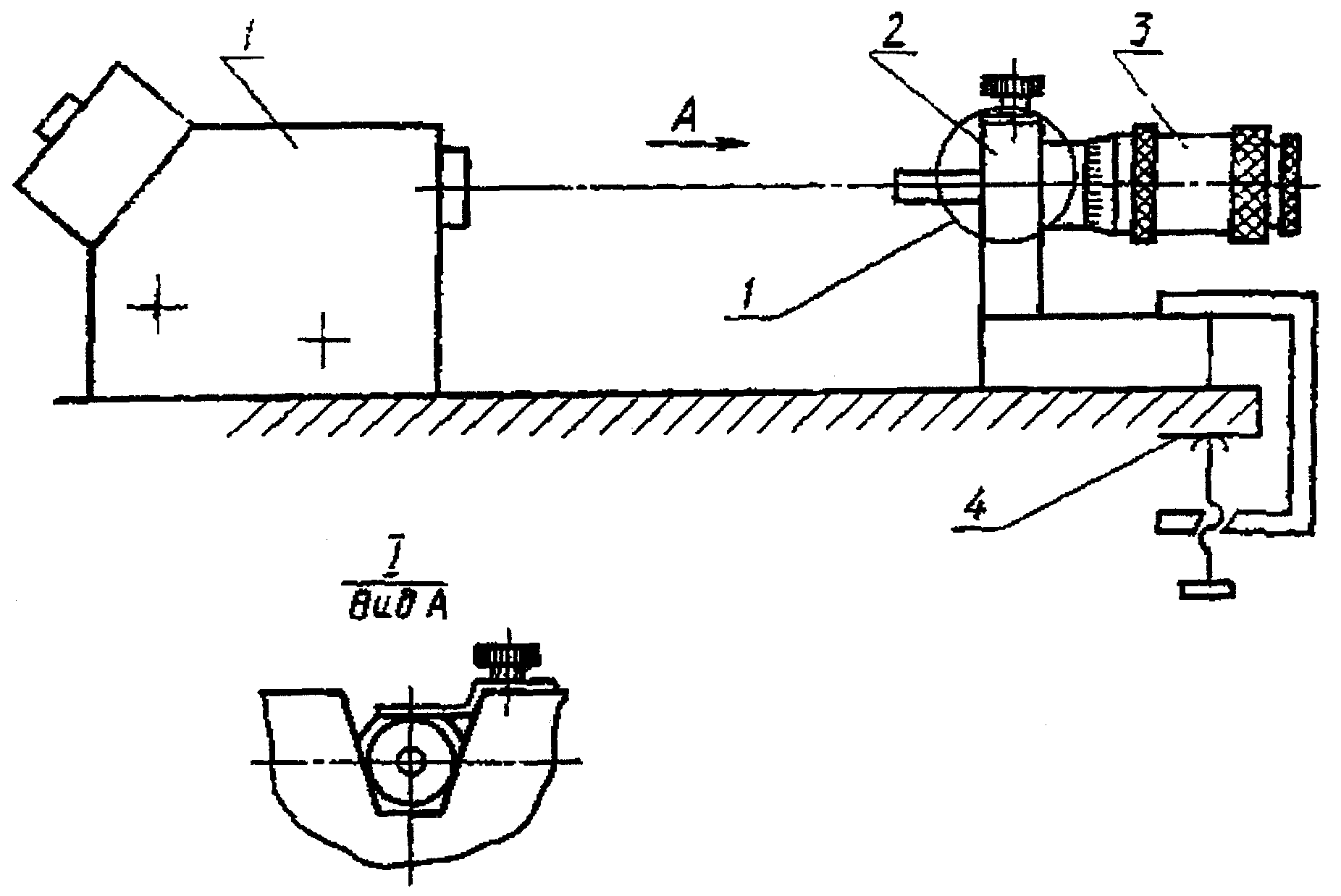
1 — автоколлиматор; 2 — устройство для установки
микрометрической головки; 3 — микрометрическая
головка; 4 — плита
Приложение 8
Справочное
СХЕМА ДЛЯ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ
МИКРОМЕТРОВ ТИПА МГ
1 — основание; 2 — кронштейн с ложной пяткой;
3 — блок концевых мер длины; 4 — кронштейн
для крепления микрометра; 5 — микрометр типа МГ