МИНИСТЕРСТВО ТОПЛИВА И ЭНЕРГЕТИКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
АООТ «ЭНЕРГОМОНТАЖПРОЕКТ»
УТВЕРЖДАЮ
Заместитель Министра
топлива и
энергетики Российской Федерации
Ю.Н. Корсун
РУКОВОДЯЩИЙ ДОКУМЕНТ
Инструкция
по операционному контролю процессов
сборки, сварки и термообработки
РД 34.10.126-94
|
СОГЛАСОВАНО Заместитель Н.А. |
РАЗРАБОТЧИК Главный Д.И. |
|
СОГЛАСОВАНО Первый заместитель В.Е. |
Заведующий О.А. |
1994
РУКОВОДЯЩИЙ ДОКУМЕНТ
|
Инструкция по |
РД 34.10.126-94 |
Дата введения 1995-01-03
Настоящая инструкция устанавливает
требования к проведению операционного контроля технологических процессов
подготовки деталей под сварку, сборки соединений деталей под сварку, сварки,
термической обработки сварных соединений, исправления дефектов в сварных
соединениях и основном металле трубопроводов, металлоконструкций и оборудования
паровых и водогрейных котлов, станционных трубопроводов, баков (резервуаров),
отопительных котельных, конструкций грузоподъемных кранов и др. объектов, на
которые распространяется действие перечисленных ниже норм и правил. Инструкция
входит в комплект документации по организации производства при выполнении
сборочно-сварочных работ и работ по контролю качества при изготовлении,
монтаже, реконструкции, модернизации и ремонте оборудования ТЭС. Инструкция
является неотъемлемой частью «Системы контроля и обеспечения качества сварочных
работ».
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая инструкция разработана на основании
требований нормативно-технической документации (НТД) Госгортехнадзора РФ и
Строительных норм и правил, а именно:
«Правила
устройства и безопасной эксплуатации сосудов, работающих под давлением»;
«Правила
устройства и безопасной эксплуатации паровых и водогрейных котлов»;
«Правила
устройства и безопасной эксплуатации трубопроводов пара и горячей воды»;
«Правила
устройства и безопасной эксплуатации грузоподъемных кранов»;
СНиП 3.01.01-85 «Организация
строительного производства»;
СНиП
3.05.05-84 «Технологическое оборудование и трубопроводы»;
СНиП 3.03.01-87 «Несущие и
ограждающие конструкции»;
СНиП III-18-75 «Металлические
конструкции»;
СНиП 3.05.02-88* «Газоснабжение»;
СНиП 3.05.03-85 «Тепловые сети»,
а также на основании требований документа РД
34.15.027-93 «Сварка, термообработка и контроль трубных систем котлов и
трубопроводов при монтаже и ремонте оборудования электростанций» (PTM-1c-93),
документа РД
2730.940.103-92 «Котлы паровые и водогрейные. Трубопроводы пара и горячей
воды. Сварные соединения. Контроль качества» и документа РД
2730.940.102-92 «Котлы паровые и водогрейные. Трубопроводы пара и горячей
воды. Сварка и наплавка. Основные требования» и действует совместно с
перечисленными документами.
1.2.
Настоящая инструкция регламентирует требования к операционному контролю
технологических процессов, перечисленных выше, при изготовлении, монтаже,
реконструкции, модернизации и ремонте трубопроводов, металлических конструкций
и оборудования тепловых электростанций и котельных (далее — ТЭС), на которые
распространяется действие перечисленных в п. 1.1 документов, и предназначена
для производственного персонала заводов-изготовителей, монтажных и ремонтных
организаций, выполняющего операционный контроль при производстве работ, а также
для разработчиков производственно-технологической документации (ПТД).
1.3.
Операционный контроль предусматривает проверку соблюдения требований НТД, ПТД и
рабочей конструкторской документации (КД — чертежи, технические требования,
технические условия) изделий и узлов при выполнении работ по подготовке деталей
(сборочных единиц, оборудования) и их сборке под сборку, подогреву, сварке,
термической обработке и исправлению дефектов в сварных соединениях и основном
металле.
1.4.
Все контрольные операции, выполняемые при операционном контроле, должны
включаться в производственно-контрольную документацию (ПКД), разрабатываемую на
стадии проектно-технологической подготовки работ. В состав ПКД по операционному
контролю входят карты операционного контроля, схемы контроля, маршрутные карты.
Требования к карте операционного контроля приведены в Приложении А.
1.5.
К работам по операционному контролю допускаются специалисты
(инженерно-технические работники — ИТР) и контролеры завода-изготовителя
(монтажной и ремонтной организации), прошедшие специальную подготовку по
программам, разрабатываемым предприятием, выполняющим работы по изготовлению,
монтажу, ремонту, реконструкции и модернизации энергетических объектов, либо
вышестоящей организацией, либо специализированной организацией, имеющей право
на выполнение данного вида деятельности, и прошедшие аттестацию на право
выполнения операционного контроля, которая осуществляется комиссией
предприятия, возглавляемой главным инженером или его заместителем, либо
комиссией специализированной организации. Комиссии создаются в предприятиях,
получивших право на подготовку и аттестацию специалистов в органах
Госгортехнадзора РФ и/или Минстрой РФ. По результатам аттестации составляется
протокол, в котором указываются результаты аттестации и виды работ по
операционному контролю, к которым допускается работник, прошедший аттестацию.
Аттестация специалистов и контролеров на право производства работ по
операционному контролю производится не реже одного раза в три года.
Специалисты и контролеры, не прошедшие
аттестацию, отстраняются от выполнения работ до новой аттестации, к которой они
допускаются после дополнительной подготовки, но не ранее чем через один месяц и
не более двух раз подряд.
Примечание. К работам по
операционному контролю разрешается допускать непосредственных производителей
работ (слесари-сборщики, слесари-трубопроводчики, сварщики, термисты и др.) при
условии их соответствующей подготовки и аттестации по операционному контролю
конкретного вида работ.
1.6. Визуальный и измерительный контроль
формы и размеров подготовки деталей, сборки соединений под сварку, сварных швов
и соединений, в т.ч. в процессе сварки, формы и размеров выборок дефектных мест
производится в соответствии с указаниями ПКД по визуальному и измерительному
контролю, действующей на предприятии, в т.ч.
отраслевой с применением средств контроля, приведенных в этой ПКД. При
отсутствии конкретных схем измерения контролируемых параметров в ПКД по
визуальному и измерительному контролю они должны приводиться в картах
операционного контроля (маршрутных картах).
1.7. Результаты операционного контроля
должны быть зафиксированы в отчетной документации (карта операционного
контроля, журнал сварочных работ, журналы учета работ по термообработке и
исправлению дефектов и др.).
Абсолютные значения контролируемых
параметров при операционном контроле процессов подготовки кромок, сборки,
сварки, термообработки и исправления дефектов в картах операционного контроля,
в журналах сварочных работ, термообработки и исправления дефектов, как правило,
не фиксируются. В журналах фиксируется факт проведения контрольной операции и
допущенные отклонения контролируемых параметров от требований КД и ПТД. Решение
о качестве сварного соединения или продукции при наличии отклонений отдельных
параметров от требований КД и ПТД принимается руководителем сварочных работ
совместно с руководителем службы контроля и утверждается главным инженером
предприятия (монтажной или ремонтной организации).
1.8. Внесение изменений в инструкцию
осуществляется ее разработчиком в порядке, установленном ГОСТ
2.503.
2 ОПЕРАЦИОННЫЙ КОНТРОЛЬ ПОДГОТОВКИ И СБОРКИ ДЕТАЛЕЙ
ПОД СВАРКУ
Перечень контролируемых параметров и
требования к операционному контролю процессов подготовки и сборки деталей
(сборочных единиц, оборудования) под сварку приведены в таблице 1.
2.1. Контроль допуска
персонала к работе.
2.1.1. Контроль проводится путем проверки
записей в протоколах, подтверждающих положительные результаты квалификационных
испытаний персонала, допущенного к подготовке деталей (сборочных единиц) и их
сборке под сварку, подтверждающих знание ПТД, знание назначения и марки металла
узла и др. данных, определяющих специальные требования к выполнению работ
(необходимость подогрева, возможность подгибки и т.п.
Контроль проводится руководителем работ
на узле (прораб, мастер, бригадир), результаты контроля фиксируются в его
рабочем журнале.
2.1.2. Контроль допуска сварщиков и
термистов (при необходимости подогрева при прихватке) проводится в соответствии
с п. 3.1.
2.2. Контроль маркировки и/или документации.
2.2.1. Контроль маркировки и/или
документации, подтверждающей положительные результаты входного контроля каждой
сборочной единицы (блоков труб), полуфабрикатов, деталей и арматуры и
соответствие их требованиям КД и ПТД, проводится визуально. При этом для
трубопроводов, эксплуатируемых при температуре 450 °С и выше, обязательно
проверяется наличие заводской маркировки, позволяющей установить марку стали,
номер плавки и трубы, принимаются меры для переноса данной маркировки, если она
будет удалена с заготовки при ее подготовке под сборку.
2.2.2. Контроль проводится руководителем
работ на узле и фиксируется в рабочем журнале или карте контроля.
2.3. Контроль
наличия и исправности контрольно-измерительного инструмента и приборов,
оборудования для прихватки и подогрева.
2.3.1.
При контроле проверяется наличие (в соответствии с указаниями ПТД) и пригодность
мерительного инструмента (линейки, угольники, шаблоны, образцы сравнения и
т.д.) и приборов, наличие их метрологической поверки, а также подготовка и
состояние оборудования для прихватки и подогрева, исправность измерительных
приборов, установленных в оборудовании.
2.3.2.
Проверка проводится руководителем работ на узле с отметкой в рабочем журнале.
Проверка сварочного и термического оборудования и приборов проводится в
соответствии с п. 3.5 настоящей инструкции.
2.4. Контроль
чистоты и отсутствия повреждений на подлежащих сварке кромках и прилегающих к
ним поверхностях.
2.4.1. При контроле проверяют отсутствие визуально
наблюдаемых загрязнений, пыли, продуктов коррозии, масла и др., а также забоин,
местных деформаций (вмятин), следов термической резки и т.п. на поверхностях
деталей и кромках. При этом устанавливается необходимость дополнительной
обработки и/или местной наплавки с последующей механической обработкой.
Решение об исправлении вмятин и забоин
путем наплавки с последующей механической обработкой, а также подгибки труб с
нагревом и без него принимается руководством монтажной (ремонтной) организации
с участием ведущих специалистов (руководитель сварочных работ, руководитель
отдела или службы контроля и др.) и согласовывается с заказчиком и
представителем завода-изготовителя изделия (по требованию заказчика).
2.4.2.
Контроль проводится исполнителем работ (слесарем) постоянно, руководителем работ
на узле (не реже одного раза в смену) и контролером службы контроля организации
(при сдаче партии или комплекта деталей на сборку). Последний регистрирует
результаты контроля в рабочем журнале.
2.4.3.
Детали, забракованные по результатам контроля, передаются на дополнительную
обработку, включая наплавку (при необходимости). Технология дополнительной
обработки выбирается в соответствии с ПТД (см. также п. 2.4.1 настоящей
инструкции).
2.5. Контроль формы и размеров кромок, расточки или
раздачи труб.
2.5.1.
Контроль производится визуально и измерением на соответствие требованиях ПТД
формы разделки кромок (Х-…, U-…, V-…, I-образная и др.) и ее размеров (углы скоса кромок,
размер притупления, радиусы, ширина «уса», диаметр и длина расточки и др.),
местных отклонений от линейности (для листовых конструкций), перпендикулярности
торцев труб, соответствие минимальной фактической толщины концов труб допускам
(после расточки, раздачи, зачистки), правильности выполнения переходов от
одного сечения к другому, а также на возможность стыковки сопрягаемых кромок с
требуемыми допусками.
При этом выявляется также необходимость
проведения специальных приемов подготовки кромок и деталей (наплавка, холодная
и горячая подгибка и т.п.).
Кромки литых деталей контролируются
визуально и измерением, а также по результатам входного контроля литых изделий
на отсутствие дефектов литья в прилегающей к разделке зоне. При выявлении
поверхностных дефектов или появлении сомнений в качестве, в т.ч. из-за нечетких
записей о результатах входного контроля или их отсутствия, такие детали должны
быть подвергнуты повторному контролю кромок в соответствии с требованиями ПТД.
2.5.2.
Контроль проводится исполнителем работ (постоянно), руководителем работ на узле
(периодически, но не реже одного раза в смену) и контролером службы контроля
(периодически) при сдаче партии, комплекта деталей на сборку. Контролер при
приемке подготовки кромок контролирует выборочно не менее 20 % деталей, из
числа представленных к сдаче. Объем выборочного контроля может быть увеличен в
зависимости от требований ПТД (ПКД) и заказчика.
2.5.3.
Результаты контроля фиксируются в рабочем журнале и/или карте операционного
контроля.
2.6. Контроль
выполнения специальных приемов подготовки кромок и деталей.
2.6.1.
Контроль на соответствие требованиям ПТД проводится визуально и измерением.
Проверяются размеры наплавок кромок и поверхностей деталей, углы подгибки,
температурные режимы при подгибке и наплавке с подогревом изделия. При этом
размеры, размещение наплавок «по часам» в трубных деталях фиксируются в карте
операционного контроля или рабочем журнале с последующим переносом записей в
«Журнал сварочных работ».
2.6.2.
Контроль проводится руководителем работ на узле в случае выполнения специальных
приемов подготовки деталей.
2.7. Контроль
материала, формы и размеров подкладных колец и расплавляемых вставок.
2.7.1.
Контроль на соответствие требованиям ПТД материала, формы и размеров подкладных
колец и расплавляемых вставок проводится визуально и измерением следующим
персоналом:
ИТР, ответственным за подготовку деталей,
который контролирует форму и размеры колец (вставок), марку стали или проволоки
(при изготовлении вставок), наличие заварки разъема подкладного кольца, качестве
шва разъема кольца, способ сварки и сварочные материалы, используемые для
сварки разъема подкладного кольца;
контролером по тем же параметрам
выборочно (не менее 10 %) при сдаче в производство (для сборки соединений)
партии колец (вставок).
2.7.2.
Результаты контроля фиксируются в карте операционного контроля или рабочем
журнале.
2.8. Контроль
правильности установки подкладных колец и расплавляемых вставок.
2.8.1.
Контроль производится визуально и измерением. Определяются отсутствие натяга,
чрезмерных зазоров и перекоса колец.
2.8.2.
Контроль выполняет лицо, устанавливающее кольца и вставки (постоянно), и
периодически (не реже одного раза в смену) руководитель работ на узле, а также
контролер службы контроля при контроле качества сборки. Результаты контроля
фиксируются в рабочем журнале или карте операционного контроля. Отмечаются
стыки, на которых применены фигурные кольца, для последующего переноса записи в
«Журнал сварочных работ».
2.9. Контроль марок, сортамента и качества сварочных
материалов для выполнения прихваток, приварки временных креплений и подкладных
колец.
2.9.1. Контроль проводится в том же
порядке и теми же лицами, что и контроль сварочных материалов для сварки стыков
(см. п. 3.4).
2.10. Контроль правильности сборки и крепления
деталей.
2.10.1. Контроль проводится визуально и измерением. Проверяются на
соответствие требованиям НТД, ПТД: правильность взаимного расположения деталей,
в т.ч. положение оси штуцера, расположение продольных швов сопрягаемых деталей,
расстояние между соседними кольцевыми соединениями, между отверстиями, между
краем отверстия и соседним швом и т.п., а также соответствие способа
закрепления деталей и расположение временных креплений.
2.10.2. Контроль проводится руководителем работ на узле и контролером службы
контроля. Результаты контроля фиксируются в карте операционного контроля.
Контролю подлежит каждое соединение. Контролер контролирует не менее 20 %
соединений, из числа представленных к приемке.
2.11. Контроль чистоты кромок и прилегающих
поверхностей.
2.11.1. Контроль проводится
непосредственно перед сборкой соединения под сварку. Контролируется чистота
обработки кромок и расточки поверхностей стыкуемых деталей (определяется
профилографом-профилометром или путем сравнения с эталонными образцами образцы
сравнения). Чистота кромок и поверхностей (отсутствие пыли, смазки и пр.
загрязнений) определяется путем протирки чистой светлой хлопчатобумажной
тканью.
2.11.2. Контроль выполняется
слесарем-сборщиком и сварщиком (последний — перед прихваткой соединения) и
периодически руководителем работ на узле, руководителем сварочных работ и
контролером службы контроля с фиксацией результатов в карте операционного
контроля.
2.12. Контроль
расположения, размеров и качества прихваток, подогрева при их выполнении и
приварке временных креплений.
2.12.1. Контроль проводится визуально (невооруженным глазом и с помощью лупы 4
— 7 кратного увеличения) и измерением на соответствие требованиям ПТД
расположения, размеров и качества прихваток и швов приварки временных
креплений. Контроль температуры подогрева (в случаях, оговоренных ПТД)
выполняют термоэлектрическими преобразователями (термопарами), пирометрами,
термокарандашами или термокраской и др. способами, указанными в ПТД. Контроль
выполняют ИТР по сборке и сварке (периодически), производитель работ (сварщик) и
контролер.
2.12.2. Результаты контроля фиксируются в «Журнале сварочных работ».
2.13. Контроль величины зазора в соединениях, смещения
кромок, переломов осей или плоскостей соединяемых деталей.
2.13.1. Контроль вышеуказанных параметров на соответствие их требованиям ПТД
проводится после постановки прихваток и приварки временных креплений. Контроль
выполняется измерением.
2.13.2. Контроль проводится руководителем работ на узле и контролером.
Результаты контроля фиксируются в карте операционного контроля или «Журнале
сварочных работ». Перед началом сварки соединения зазор и смещение кромок
визуально должен контролировать также и сварщик.
2.14. Контроль размеров собранного под сварку узла.
2.14.1. Контроль измерением проводится
персоналом подразделения предприятия, осуществляющего сборку узла, совместно с
контролером службы технического контроля. Проверяется соответствие размеров
(угловых и линейных) требованиям КД и/или ПТД.
2.14.2. Результаты контроля фиксируются в
карте операционного контроля.
2.15. Контроль зачистки и наличия
защитного покрытия.
2.15.1. Контроль проводится визуально.
Определяется соответствие требованиям ПТД зачистки швов прихваток и прилегающих
поверхностей деталей. В случаях, когда ПТД предусмотрено нанесение защитного
покрытия (для аустенитных сталей, а также для защиты от брызг поверхностей,
подлежащих контролю), то проверяется его наличие и соответствие требованиям ПТД
в части вида покрытия и размеров защищаемой им зоны.
2.15.2. Контроль проводится руководителем
работ на узле и контролером, и фиксируется в карте операционного контроля.
2.16. Регистрация результатов контроля в отчетной
документации.
2.16.1. Результаты операционного контроля
по п.п. 2.1
— 2.15
переносятся в «Журнал сварочных работ» в виде суммирующей записи о готовности
узла к сварке за подписями руководителя работ на узле и контролера.
Таблица 1 — Виды и последовательность операций при
контроле процессов подготовки и сборки деталей под сборку (перечень операций
типовой схемы контроля)
|
Контролируемые операции, их |
Виды и способ контроля |
Время контроля. Объем контроля |
Лицо, выполняющее контроль |
Регистрация результатов контроля |
|
1. Допуск персонала к работе |
Проверка удостоверений, записей в протоколах, журналах |
Перед началом работ. Каждый работник |
Руководитель работ на узле |
В рабочем журнале |
|
2. Наличие маркировки и/или документации, подтверждающей |
Визуальный на изделии, сверка с протоколом входного |
Перед началом работ. Каждая деталь, сборочная единица |
Руководитель работ на узле |
В рабочем журнале или карте контроля |
|
3. Наличие и исправность контрольно-измерительного |
Осмотр и, при необходимости, поверка инструментов и |
Перед началом работ. Каждая единица инструмента, приборов, |
Руководитель работ на узле и ИТР по сварке |
В журналах учета |
|
4. Чистота и отсутствие повреждений на подлежащих сварке |
Осмотр и контрольная протирка чистой тканью |
Перед передачей на сборку. Каждая деталь, сборочная единица |
Исполнитель, руководитель работ на узле, контролер* |
В рабочем журнале или карте контроля |
|
5. Форма и размеры кромок, расточки или раздачи труб |
Осмотр и измерение |
Перед передачей на сборку. Каждая деталь, сборочная единица |
Исполнитель, руководитель работ на узле, контролер* |
В рабочем журнале и/или карте операционного контроля |
|
6. Правильность выполнения специальных приемов подготовки |
Осмотр и измерение в соответствии с требованиями РТМ или ПТД |
При выполнении |
Руководитель работ на узле |
В карте операционного контроля или рабочем журнале с |
|
7. Соответствие требованиям НТД материала, формы и размеров |
Осмотр и измерение, при необходимости стилоскопирование |
Перед сдачей на сборку. Каждая партия подкладных колец и |
Руководитель работ на узле, контролер службы контроля** |
В карте операционного контроля или рабочем журнале |
|
8. Правильность установки подкладных колец и расплавляемых |
Осмотр и измерение |
В процессе и по окончании подбора и установки колец и |
Слесарь-сборщик, руководитель работ на узле, контролер |
В карте операционного контроля или рабочем журнале с |
|
9. Марки, сортамент и качество сварочных материалов для |
Проверка результатов входного контроля материалов, этикеток |
Перед началом сборки (постановки прихваток). Каждая партия |
Руководитель работ по сварке на узле, контролер службы |
В «Журнал сварочных работ» |
|
10. Правильность сборки и крепления деталей |
На соответствие требованиям НТД и ПТД |
В процессе сборки (до постановки прихваток). Каждое |
Слесарь-сборщик, руководитель работ на узле, контролер* |
В карте операционного контроля |
|
11. Чистота кромок и прилегающих поверхностей |
Осмотр и контрольная протирка х.б. тканью |
Перед постановкой прихваток. Каждое соединение |
Руководитель работ на узле, сварщик, контролер* |
В карте операционного контроля |
|
12. Расположение, размеры и качество прихваток, подогрев |
Осмотр, измерение, контроль температуры |
Перед началом, в процессе постановки прихваток и по его |
Руководитель работ по сварке на узле, злектро-сварщик, |
В «Журнале сварочных работ» |
|
13. Величина зазора в соединениях, смещение, кромок, |
Осмотр и измерение |
В процессе и по окончании сборки. Каждое соединение |
Руководитель работ на узле, сварщик, контролер* |
В карте операционного контроля или «Журнале сварочных |
|
14. Размеры собранного под сварку узла |
Осмотр и измерение |
В процессе и по окончании сборки. Каждый сварной узел |
Руководитель работ на узле, контролер |
В карте операционного контроля |
|
15. Зачистка и наличие защитного покрытия |
Осмотр |
Перед сдачей под сварку. Каждое соединение |
Руководитель работ на узле, контролер* |
В карте операционного контроля |
Примечание. Суммирующая запись о
проведении контроля по операциям 1 … 15
вносится в «Журнал сварочных работ».
_____________
* — объем контроля контролером службы контроля должен быть не
менее 20 % от предъявляемого к контролю количества деталей, сборочных единиц,
собранных соединений;
** — объем контроля контролером службы контроля должен быть
не менее 10 %.
3 ОПЕРАЦИОННЫЙ КОНТРОЛЬ ПРОЦЕССОВ СВАРКИ,
ТЕРМООБРАБОТКИ И ИСПРАВЛЕНИЯ ДЕФЕКТОВ В СВАРНЫХ СОЕДИНЕНИЯХ (ОСНОВНОМ МЕТАЛЛЕ)
Перечень контролируемых параметров и
требования к операционному контролю процессов сварки, термообработки и
исправления дефектных мест приведены в таблице 2.
3.1. Контроль допуска персонала
к работе.
3.1.1. При контроле
допуска сварщиков к работе по прихватке и сварке соединений трубопроводов,
металлоконструкций и оборудования проверяются:
наличие записи в «Удостоверении сварщика»
о допуске к данному виду работ и срок действия допуска. Эти данные заносятся в
«Журнал сварочных работ» (раздел «Сведения о сварщиках») с указанием номера
удостоверения и квалификационного разряда по ETКC (приложение В);
наличие документального подтверждения
производственных навыков сварщика по сварке соединений, расположенных в
труднодоступных местах, отличающихся затесненностью, ограниченным обзором,
неудобным положением и т.п., полученного при контроле пробных (допускных)
соединений, свариваемых в условиях, максимально приближенных к
производственным. Необходимость, количество и объем этих соединений определяет
руководитель сварочных работ.
3.1.2. При контроле допуска термистов к
работе проверяется наличие в удостоверении термиста записи о допуске к данному
виду работ и срок действия этой записи.
Списки термистов, допущенных к
производству работ, должны быть внесены в «Журнал учета термической обработки
сварных соединений» (приложение В).
3.1.3. При контроле
допуска лиц, выполняющих ремонт дефектных участков в сварных соединениях
(основном металле), проверяется наличие в «Журнале учета ремонтов сварных
соединений (основного металла)» (приложение Г) или «Журнале сварочных работ» сведений о лицах,
допущенных к удалению дефектов и видам выполняемых ими работ.
3.1.4. Контроль по п.п. 3.1.1 —
3.1.3
осуществляется руководителем сварочных работ или специально выделенным лицом
службы сварки по записям в «Журнале сварочных работ», «Журнале учета
термообработки», «Журнале учета ремонтов сварных соединений (основного
металла)».
3.2. Контроль
наличия маркировки или записи, подтверждающих соответствие качества сборки
установленным требованиям.
3.2.1. Проверка наличия маркировки на
узле или записи в документации (Журнал сварочных работ), подтверждающих
качество сборки под сварку, производится руководителем сварочных работ или ИТР
(мастером), выдающим производственное задание сварщику перед началом каждой
смены и в течение смены. При отсутствии отметки о контроле качества сборки к
сварке соединения приступать не разрешается. Отметка в отчетной (учетной)
документации о выполненном контроле не делается.
3.3. Контроль
чистоты кромок и прилегающих поверхностей, подготовленных под сварку деталей.
3.3.1. Проверку чистоты кромок и
прилегающих поверхностей перед сваркой соединения проводит сварщик визуально и
путем протирки салфеткой из чистой светлой хлопчатобумажной ткани (оценка — по
отсутствию следов масла и грязи на ткани после протирки). Контролю подлежат все
поверхности разделки кромок, а также наружная и внутренняя (при наличии
доступа) поверхности деталей на ширине не менее 20 мм (10 см ПТД). При
выявлении загрязнений узел подлежит повторной зачистке (при необходимости с
расстыковкой и повторной сборкой). Приступать к сварке соединений, имеющих
загрязнения, не разрешается.
3.4. Контроль марки и сортамента сварочных материалов.
3.4.1. Проверка марки и сортамента
сварочных материалов производится руководителем сварочных работ или ИТР
подразделения сварки перед оформлением заявки на получение необходимых
сварочных материалов из кладовой (раздаточного пункта) и в процессе
производства работ по сварке производственных соединений. Проверке подлежат:
наличие документов, подтверждающих
положительные результаты контроля сварочных материалов (входной контроль);
дата прокалки электродов и флюсов перед
выдачей по записям в «Журнале учета выдачи сварочных материалов в
производство»;
марка и сортамент сварочных материалов —
по маркировке на бирках и этикетках на упаковке (бухта, пачка, банка);
зачистка сварочной проволоки перед
употреблением (путем протирки чистой светлой хлопчатобумажной тканью и
визуально на отсутствие следов коррозии);
условия хранения сварочных материалов на рабочих
местах, исключающие их увлажнение и загрязнение (согласно требованиям ПТД).
3.4.2.
Марка и сортамент сварочных материалов, примененных для сварки каждого
конкретного соединения (группы однотипных соединений) с указанием партии
(плавки) и номера сопроводительного документа о качестве фиксируется в «Журнале
сварочных работ».
3.4.3.
Применение сварочных материалов, не соответствующих требованиям ПТД (по марке и
сортаменту), а также при отсутствии документов по входному контролю, или с
просроченным сроком хранения после прокалки, или с недостаточной зачисткой (для
проволоки) не разрешается. В случае выявления несоответствия требованиям ПТД
условий хранения сварочных электродов, флюсов и порошковой проволоки на рабочих
местах эти сварочные материалы подлежат либо возврату на склад для повторной
прокалки (сушки), либо проверке путем сварки и последующего контроля пробного
соединения.
3.5. Контроль исправности
сварочного и термического оборудования, аппаратуры, приборов, инструмента и
приспособлений.
3.5.1. Проверка сварочного и термического
оборудования, аппаратуры, приборов, инструмента и приспособлений при
производстве сварочных работ и работ по подогреву и термической обработке
осуществляется руководителем сварочных работ или ИТР подразделения сварки, а
также лицами, ответственными за эксплуатацию оборудования, и производится с
целью подтверждения:
соответствия требованиям ПТД применяемого
оборудования, аппаратуры, приборов и приспособлений;
исправности и комплектности оборудования,
аппаратуры, приборов и приспособлений, наличия метрологической поверки;
соответствия условий эксплуатации
требованиям паспортов и инструкций по эксплуатации.
Проверка выполняется регулярно согласно
графикам проверок и перед установкой оборудования на рабочие места.
Исправность оборудования контролируется
также сварщиками и термистами перед началом каждой смены.
3.5.2.
Результаты плановых проверок оборудования фиксируются в «Журнале учета проверки
сварочного и термического оборудования».
3.5.3.
В случае выявления неисправности сварочного и термического оборудования,
аппаратуры, приборов и инструмента лицо, обнаружившее неисправность, должно
немедленно поставить в известность руководителя подразделения сварки, а работы
на неисправном оборудовании должны быть прекращены до исправления
неисправности.
3.6. Контроль
температуры предварительного подогрева.
3.6.1. На соответствие требованиям ПТД
проверяют:
способ нагрева (в зависимости от
типоразмера деталей и марки стали);
температуру подогрева — пирометром,
термоэлектрическим преобразователем (по показанию прибора), термокарандашем или
термокраской, либо наощупь (при температуре до 50 °С);
ширину зоны нагрева (при газопламенном
нагреве — по разметке);
равномерность нагрева по периметру трубы
— установкой дополнительного термоэлектрического преобразователя для диаметра
трубы более 600 мм.
3.6.2. Контроль производится сварщиком
или термистом, выполняющим подогрев, а также (периодически, не реже одного раза
в смену) руководителем работ по сварке. Результаты контроля фиксируются в
«Журнале сварочных работ».
3.7. Контроль
условий производства сварочных работ.
3.7.1. Проверяют на соответствие
требованиям ПТД:
температуру окружающего воздуха (в период
возможных значений ее ниже 0 °С);
наличие ширм, укрытий и навесов при
сварке на открытом воздухе и в помещениях, где возможны направленные потоки
воздуха (сквозняки) и протечки при осадках;
чистоту в помещении;
соблюдение условий совмещения работ по
сварке с другими работами, которые могут влиять на качество сварных соединений,
например, строительные работы, работы с абразивным инструментом, нанесение
изоляции и т.п.
3.7.2. При контроле температуры
окружающего воздуха, которая не должна быть ниже допускаемой PTM-1c-93
или ПТД для данной марки стали, принимают во внимание также возможность
дальнейшего снижения температуры в течение смены ниже допустимых значений. В
этом случае должна быть предусмотрена установка обогреваемых укрытий мест
сварки типа палаток, кабин и т.п. и средств подогрева деталей.
3.7.3. При контроле чистоты помещениях и
соблюдения условий совмещения работ должны проверяться:
соответствие отделки помещений
требованиям проекта производства работ (ППР);
отсутствие незаглушенных отверстий, щелей
и т.п., через которые может попадать строительный мусор;
отсутствие грязи и пыли, регулярность
уборки и увлажнение полов (при изготовлении продукции в цехах);
установка ширм, защищающих от попадания
абразивной пыли при работе шлифмашинками или загрязнений при производстве
изоляционных работ, предупреждение совмещения сварочных работ с работами по
окраске и металлизации продукции и т.п.;
соблюдение требований по
пожаробезопасности.
3.7.4. Контроль условий производства
работ проводится руководителем работ по сварке (перед началом смены и в
процессе производства работ). Температурные условия (при отрицательных
температурах воздуха) регистрируются в «Журнале сварочных работ».
3.8. Контроль правильности установки индуктора
(нагревателя), термоэлектрических преобразователей, тепловой изоляции.
3.8.1. Проверяются на соответствие
требованиям ПТД:
расположение индуктора (нагревателя)
относительно шва и оси трубы, ширина и толщина термоизоляции;
установка тепловых заглушек;
правильность установки бобышек под
термоэлектрические преобразователи;
количество и расположение
термоэлектрических преобразователей, их марка и подключение к компенсационным
проводам, работа приборов, а также условия безопасности совмещенных (сварка и
нагрев) работ.
3.8.2. Контроль проводится ИТР службы
сварки, отвечающим за термообработку (один раз в смену), и термистом
(постоянно). Результаты контроля фиксируются в «Журнале термообработки».
3.9. Контроль способа, последовательности операций и
режимов сварки соединений.
3.9.1. Контроль на соответствие
требованиям ПТД проводится визуально и измерением (режимы — по показаниям
приборов).
Проверяются:
способ сварки корневого шва и швов при
заполнении разделки;
метод сварки слоя (валика) шва по длине
соединений или периметру трубы (обратноступенчатый, «горкой», «каскадом»,
сварка на диаметрально противоположных участках, в четвертях по периметру,
сверху вниз, снизу вверх и пр.), а также длина участков и ступеней шва;
очередность и последовательность сварки
валиков (слоев) и в каждом слое, например, при выполнении сварки с двух сторон,
при выполнении горизонтального трубного соединения и т.п.;
толщина и ширина валика (слоя) шва;
размер перекрытия начала и окончания
участков валиков и слоев шва;
режимы сварки.
3.9.2. Контроль проводит сварщик в
процессе работы и периодически (не реже одного раза в смену) — руководитель
работ по сварке.
Режим разрешается проверять переносными
амперметрами, ротаметрами, в т.ч. при сварке пробных валиков на пластинах или
обрезках труб. Результаты контроля фиксируются в «Журнале сварочных работ».
3.10. Контроль температурного режима и условий охлаждения
сварного соединения.
3.10.1. Контроль проводится визуально и по показаниям приборов (записям по
диаграмме), термокарандашами или термокрасками. Проверяются:
соблюдение требований ПТД к минимально
допустимой температуре металла при сварке;
отсутствие перегрева металла (особенно
при сварке аустенитных сталей). В последнем случае контроль может проводиться
по отсутствию вскипания влаги, нанесенной тонким слоем на поверхность шва или околошовной
зоны в месте начала очередного слоя (валика) шва;
соответствие требованиям ПТД температуры
соединения, времени перерыва и условий пребывания соединения между сваркой и
последующей термообработкой (включая своевременное укрытие термоизоляцией
открытой части соединения и ширину зоны, защищенной термоизоляцией).
3.10.2. Контроль температурного режима в процессе сварки и своевременного
укрытия стыка проводят сварщик, термист и периодически (не реже одного раза в
смену) руководитель работ по сварке. Контроль времени разрыва между сваркой и
термообработкой проводит руководитель работ по сварке (термообработке).
Результаты контроля фиксируются в «Журнале сварочных работ».
3.11. Контроль наличия и правильности маркировки
выполненных сварных швов.
3.11.1. Контроль проводится визуально после выполнения сварного соединения. В
случае проведения термической обработки сразу после сварки контроль может
проводиться после окончания термообработки. Проверяется правильность клеймения
(место и способ) и соответствие клейма номеру клейма сварщика, выполнявшего
сварку соединения или его участок.
3.11.2. Контроль проводит сварщик (при постановке клейма), руководитель работ
по сварке и контролер службы контроля. Результаты контроля заносятся в «Журнал
сварочных работ».
3.12. Контроль
условий выполнения термической обработки, обеспечивающих возможность расширения
и отсутствия деформаций.
3.12.1. Контроль проводится визуально до начала и в процессе термообработки. В
случае проведения термообработки соединения непосредственно после сварки
контроль проводится до начала сварки. Проверяются возможность теплового
расширения трубопровода и наличие условий (опоры, в т.ч. временные подвески),
предохраняющих разогретую зону от пластических деформаций под действием весовых
нагрузок.
3.12.2. Контроль проводит ИТР, отвечающий за термообработку, а результаты
контроля фиксируются в «Журнале термической обработки».
3.13. Контроль
режимов термической обработки.
3.13.1. Контроль проводится по показаниям
приборов и/или по записям на диаграмме нагрева на соответствие требованиям ПТД
температурных и временных параметров нагрева.
3.13.2. Контроль осуществляется
термистом, проводящим термообработку соединения (в процессе термообработки), и
периодически, не реже одного раза в смену ИТР, отвечающим за термообработку,
или контролером службы технического контроля. Результаты контроля заносятся в
«Журнал термической обработки».
3.14. Контроль
удаления бобышек для крепления термоэлектрических преобразователей.
3.14.1. Контроль проводится визуальным способом невооруженным глазом (а при
необходимости, в сомнительных случаях, с помощью лупы четырех — семикратного
увеличения и капиллярной дефектоскопией или травлением) на отсутствие трещин в
местах установки бобышек после зачистки металла механическим путем. Фактическая
толщина металла при выявлении уменьшения стенки детали в месте зачистки
определяется ультразвуковым толщиномером.
3.14.2. Контроль проводит термист и контролер службы контроля. Отметка о
проведении делается в «Журнале термической обработки».
3.15. Контроль исправления дефектов в сварных
соединениях (основном металле).
3.15.1. При исправлении дефектов в
сварных соединениях (основном металле), выявленных при их контроле, проверяют:
технологическую документацию, по которой
производятся работы;
материалы и оборудование для ремонтных
работ;
методы и полноту удаления дефектов, форму
и размеры выборок дефектных участков;
процессы сварки и термообработки при
заварке дефектов.
3.15.2. При контроле технологической
документации в первую очередь проверяется порядок и уровень ее согласования в
соответствии с требованиями РД
34.15.027-93 (PTM-1с-93) раздел 17. Например,
документация по ремонту дефектов в соединениях, бывших в эксплуатации, должна
быть согласована с ВТИ и т.д.
3.15.3. Методы удаления дефектов (механическим способом или сочетанием
огневого и механического), форму и размеры выборок контролируют визуально и
измерением на соответствие требованиям ПТД.
Полнота удаления дефектов на исправляемом
участке определяется путем травления с последующим визуальным контролем
поверхности выборки невооруженным глазом или с помощью лупы 4 — 7-кратного
увеличения, либо путем контроля капиллярной дефектоскопией (цветной метод), а
при необходимости, радиографическим и/или ультразвуковым методами контроля.
Метод контроля устанавливается ПТД.
3.15.4. Контроль допуска персонала, применяемых материалов и оборудования для
исправления дефектов, процессов сварки и термообработки проводится в том же
порядке, что и при выполнении сварного соединения.
3.15.5. Контроль полноты и порядка исправления дефектов осуществляется
руководителем работ по сварке и контролером службы контроля. Результаты
контроля фиксируются в «Журнале учета ремонтов сварных соединений (основного
металла)» или в «Журнале сварочных работ» и документации по контролю.
Таблица 2 — Виды и последовательность операций при
контроле процессов сварки, термообработки и исправления дефектов сварных
соединений (перечень операций типовой схемы контроля)
|
Контролируемые операции, их |
Виды и способ контроля |
Время контроля. Объем контроля |
Лицо, выполняющее контроль |
Регистрация результатов контроля |
|
1. Допуск персонала к работе |
Проверка удостоверений, записей в протоколах, журналах |
Перед началом работ. Каждый работник |
Руководитель сварочных работ или специально выделенное лицо |
Журнал сварочных работ, журнал учета термообработки, журнал |
|
2. Наличие маркировки или записи, подтверждающих |
Проверка наличия маркировки на изделии или записи в журнале |
Перед началом работ. Каждое соединение (группа соединений) |
Руководитель сварочных работ, специально выделенное лицо |
Не регистрируются |
|
3. Чистота кромок и прилегающих поверхностей деталей, |
Визуально или по результатам протирки х.б. тканью |
Перед началом работ. Каждое соединение |
Сварщик, мастер — не реже одного раза в смену |
Не регистрируются |
|
4. Марка и сортамент сварочных материалов |
Визуально по записям в «Журналах входного контроля…» |
Перед началом сварочных работ. Каждая партия материала |
Руководитель сварочных работ — не реже одного раза в смену, |
Журнал сварочных работ |
|
5. Исправность сварочного и термического оборудования, аппаратуры, |
1. По записям в журналах проверки оборудования. 2. Визуальный контроль состояния. 3. Проверка показаний приборов |
В начале смены и по графику проверок |
Наладчик, сварщик, термист — постоянно. Руководитель |
Журналы проверки сварочного и термического оборудования |
|
6. Температура предварительного подогрева |
По показаниям приборов, термокарандашом (термокраской) или |
Перед началом сварки. Каждое соединение |
Сварщик, термист — постоянно. Руководитель сварочных работ |
Журнал сварочных работ |
|
7. Условия производства |
Визуально и измерением |
Перед началом смены и в процессе работ |
Руководитель сварочных работ |
Журнал сварочных работ |
|
8. Правильность установки индуктора (нагревателя), |
Визуально |
Перед началом работ. Каждое соединение |
Термист постоянно. Руководитель сварочных работ (работ по |
Журнал термообработки |
|
9. Способ, последовательность операций и режимы сварки |
Визуально и по показаниям приборов |
В процессе сварки. Каждое соединение |
Сварщик постоянно. Руководитель сварочных работ — не реже |
Журнал сварочных работ |
|
10. Температурный режим сварки и условия охлаждения |
Термоэлектрические преобразователи, термокарандаши, |
В процессе сварки (перед выполнением очередного слоя, |
Сварщик, термист — постоянно. Руководитель сварочных работ |
Журнал сварочных работ |
|
11. Наличие и правильность маркировки выполненных сварных |
Визуально |
По окончании сварки. Каждое сварное соединение |
Руководитель сварочных работ, контролер |
Журнал сварочных работ |
|
12. Условия выполнения термической обработки, |
Визуально |
До и в процессе термообработки. Каждое сварное соединение |
Руководитель работ по термообработке |
Журнал термообработки |
|
13. Режим термической обработки |
По показаниям приборов |
В процессе термообработки. Каждое сварное соединение |
Термист — постоянно. Руководитель работ по термообработке |
Журнал и диаграммы термообработки |
|
14. Удаление бобышек |
Визуально и измерением; неразрушающими методами |
По окончании работ. Каждое сварное соединение |
Термист, контролер |
Журнал термообработки |
|
15. Исправление дефектов в сварных соединениях (основном |
Визуально и измерением; неразрушающими методами |
В процессе выполнения работ. Каждое ремонтируемое сварное |
Руководитель работ по сварке, контролер |
Журнал сварочных работ или журнал по исправлению дефектов |
4 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1. Мероприятия по безопасности
применительно к конкретным производственным условиям производства работ по
операционному контролю должны быть разработаны предприятием (организацией),
выполняющей работы по изготовлению, монтажу, ремонту, реконструкции и
модернизации оборудования, трубопроводов и конструкций с применением сварки, в
соответствии с нормативно-технической документацией по технике безопасности:
СНиП III-4-80, ГОСТ
12.0.004, ГОСТ
12.1.004, ГОСТ
12.1.005, ГОСТ
12.1.007, ГОСТ
12.1.019, ГОСТ
12.3.002, ГОСТ
12.3.003, «Правила пожарной безопасности при проведении сварочных и других
огневых работ на объектах народного хозяйства», «Санитарные правила по сварке,
наплавке и резке металлов» № 1009-73,
«Правила пожарной безопасности при производстве строительно-монтажных работ» ППБ-05-86,
«Инструктивные
материалы по технике безопасности при производстве сварочных работ и работ по
термической резке в условиях монтажа оборудования энергетических объектов
Минэнерго СССР», 1981 г.
4.2. Объем знаний правил безопасности для
каждой категории работников, осуществляющих операционный контроль,
устанавливается главным инженером предприятия, выполняющего работы.
4.3. Перед началом работ лица, допущенные
к выполнению работ по операционному контролю, должны пройти инструктаж по
технике безопасности в соответствии с требованиями ГОСТ
12.0.004. Проведение инструктажа должно фиксироваться в специальном
регистрационном журнале. Инструктаж должен проводиться периодически в сроки,
установленные приказом по организации.
Приложение
А
(Рекомендуемое)
Требования к «Карте операционного контроля»
1. «Карта операционного контроля»
разрабатывается предприятием или специализированной организацией при разработке
проектно-технологической документации на изготовление, монтаж, ремонт,
реконструкцию или модернизацию оборудования (трубопровода).
2. «Карта операционного контроля»
разрабатывается для фиксации результатов контроля работ по подготовке и сборке
деталей под сварку.
3. В «Карте операционного контроля»
должны находить отражение следующие сведения:
1) наименование оборудования
(трубопровода), обозначение сварочного формуляра;
2) наличие маркировки и/или документации,
подтверждающей приемку деталей (полуфабрикатов) при входном контроле;
3) чистота и отсутствие повреждений на
кромках и прилегающих к ним поверхностях деталей;
4) форма и размеры кромок, расточки,
раздачи труб (соответствие НТД и ПТД);
5) выполнение спецприемов подготовки
деталей под сварку (наплавка, подгибка);
6) соответствие НТД материала, формы и
размеров подкладных колец (расплавляемых вставок);
7) соответствие НТД величин зазоров,
смещения кромок, перелома осей или плоскостей соединяемых деталей в собранном
под сварку соединении;
 наличие защитного покрытия на
наличие защитного покрытия на
поверхностях деталей;
9) правильность сборки и крепления
деталей, размеры собранного под сварку узла;
10) результаты стилоскопирования деталей;
11) дата контроля, подпись, должность,
фамилия и инициалы лица, выполнявшего операционный контроль;
12) заключение о подготовке к сборке.
Заключение о качестве подготовки и сборки
деталей подписывается руководителем работ по подготовке к сборке и контролером
службы технического контроля.
Приложение Б
(Рекомендуемое)
Требования к «Журналу сварочных работ»
1. «Журнал
сварочных работ» разрабатывается предприятием или специализированной
организацией при разработке проектно-технологической документации на
изготовление, монтаж, ремонт, реконструкцию или модернизацию оборудования
(трубопровода) или группы оборудования (трубопроводов).
2. «Журнал
сварочных работ» служит для фиксации результатов контроля сварочных работ на
стадиях до начала сварки, в процессе сварки и после окончания сварки соединений
оборудования (трубопровода).
3. В
«Журнале сварочных работ» должны находить отражение следующие сведения:
1) допуск
сварщиков к работам (оформляется на отдельном листе с указанием данных о
сварщиках, участвующих в сварке соединений оборудования и трубопроводов, в т.ч.
фамилии и инициалов, номера и срока действия удостоверения, квалификационного
разряда, номера личного клейма);
2) наименование
оборудования (трубопровода), обозначение сварочного формуляра;
3) номер соединения, марка стали и
типоразмеры (диаметр, толщина) свариваемых деталей;
4) марки,
сортамент и номера партий и сертификатов сварочных материалов, примененных при
прихватке и сварке соединения;
5) результаты
входного контроля сварочных материалов;
6) результаты
производственной аттестации технологии сварки;
7) способ сварки;
температура предварительного и
сопутствующего подогрева и способ нагрева деталей;
9) условия
производства сварочных работ;
10)
последовательность сварки соединения и режимы сварки;
11)
последовательность операций при сварке соединения;
12) температурный режим сварки и условия
охлаждения сварного соединения;
13) дата сварки;
14) фамилия и инициалы сварщика,
выполнявшего сварку соединения, его клеймо;
15) наличие и правильность маркировки
соединения;
16)
результаты визуального и измерительного контроля*;
17)
результаты контроля ультразвуковой дефектоскопией или радиографического
контроля*;
18)
результаты контроля твердости*;
19)
результаты контроля стилоскопирования металла шва*;
_____________
* Разрешается результаты контроля фиксировать в «Журналах
учета результатов контроля».
В этом случае в «Журнале сварочных работ» делается
отметка о результате контроля сварного соединения всеми методами.
20) заключение о сварке (подписывается
руководителем сварочных работ и контролером службы технического контроля).
Приложение
В
(Рекомендуемое)
Требования к «Журналу учета термической обработки
сварных соединений»
1. «Журнал учета термической обработки
сварных соединений» разрабатывается предприятием или специализированной
организацией при разработке проектно-технологической документации на
изготовление, монтаж, ремонт, реконструкцию или модернизацию оборудования
(трубопроводов).
2. «Журнал учета термической обработки
сварных соединений» служит для фиксации результатов работ и контроля выполнения
работ по термообработке на различных стадиях производства этих работ.
3. В «Журнале учета термической обработки
сварных соединений» должны находить отражение следующие сведения:
1) допуск термистов к работам
(оформляются на отдельном листе с указанием данных о термистах, участвующих в
термической обработке соединений оборудования и трубопроводов, в т.ч. фамилий и
инициалов, квалификационного разряда, наличия допуска к работам на изделиях и
сроков его действия;
2) наименование оборудования
(трубопровода), обозначение сварочного формуляра;
3) номер соединения, марка стали и
типоразмеры (диаметр, толщина) деталей;
4) способ нагрева;
5) правильность установки индуктора
(нагревателя), термоэлектрических преобразователей, тепловой изоляции;
6) соответствие ПТД условий выполнения
термообработки;
7) режим термообработки;
удаление бобышек и гребенок для
крепления термоэлектрических преобразователей и индуктора;
9) дата проведения термообработки;
10) фамилия и инициалы термиста,
выполнявшего термообработку;
11) заключение о термообработке.
Каждая запись в графе «Заключение»
подписывается руководителем сварочных работ или руководителем работ по
термообработке и контролером службы технического контроля.
Разрешается объединение в одном журнале
«Журнала сварочных работ» и «Журнала учета термической обработки сварных
соединений».
Приложение
Г
(Рекомендуемое)
Требования к «Журналу учета ремонтов сварных
соединений (основного металла)»
1.
«Журнал учета ремонтов сварных соединений (основного металла)» разрабатывается
предприятием, выполняющим работы по изготовлению, монтажу, ремонту,
реконструкции или модернизации оборудования (трубопроводов).
2. «Журнал…»
служит для регистрации результатов работ и контроля заполнения работ по
исправлению дефектов в сварных соединениях и основном металле.
3. В
«Журнале…» должны находить отражение следующие сведения:
1) наименование
оборудования (трубопровода), обозначение сварочного формуляра;
2) номер
соединения (изделия), марка стали и типоразмеры (диаметр, толщина) деталей;
3) способ
выборки дефекта;
4) результаты
контроля полноты удаления дефекта и виды контроля;
5) результаты
контроля размеров выборки дефектного места;
6) способ
сварки;
7) марки,
сортамент и номера партии и сертификатов сварочных материалов, примененных для
заварки выборки;
результаты
входного контроля сварочных материалов;
9) температура
предварительного подогрева и способ нагрева деталей;
10)
последовательность сварки и режимы сварки;
11)
последовательность операций при заварке выборки;
12)
температурный режим сварки и условия охлаждения сварного соединения;
13)
количество ремонтов на одном участке;
14)
фамилия и инициалы сварщика, его клеймо;
15)
результаты контроля качества металла и сварного соединения в зоне заварки
выборки методами предусмотренными ПТД (визуальный и измерительный,
радиографический, ультразвуковой, капиллярный, магнитопорошковый к др.);
16) заключение о качестве ремонта.
Заключение о качестве ремонта подписывают
руководитель сварочных работ и контролер службы технического контроля.
Разрешается объединение в одном журнале
«Журнала сварочных работ» и «Журнала учета ремонтов сварных соединений
(основного металла)».
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНА Акционерным обществом открытого
типа «Энергомонтажпроект»
ИСПОЛНИТЕЛИ
Кривошеин Д.И., Белкин
С.А., Ротштейн А.В. (руководитель темы), Малашонок В.А., Захарова Л.П. (АООТ
«Энергомонтажпроект»), Стенин В.А., Гусев Ю.И. (РАО «ЕЭС России»)
2. УТВЕРЖДЕНА И
ВВЕДЕНА В ДЕЙСТВИЕ 03.01.1995
3. ЗАРЕГИСТРИРОВАНА отделом стандартизации института
«Оргэнергострой» за № РД 34 10.126-94
4. ВВЕДЕНА ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ
НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОДЕРЖАНИЕ
| Найти: | |
| Где: | |
| Тип документа: | |
| Отображать: | |
| Упорядочить: |
Дата актуализации: 01.01.2021
 РД 34.10.126-94
РД 34.10.126-94

Инструкция по операционному контролю процессов сборки, сварки и термообработки
| Обозначение: |   РД 34.10.126-94 РД 34.10.126-94 |
| Обозначение англ: | RD 34.10.126-94 |
| Статус: | Введен впервые |
| Название рус.: | Инструкция по операционному контролю процессов сборки, сварки и термообработки |
| Дата добавления в базу: | 01.09.2013 |
| Дата актуализации: | 01.01.2021 |
| Дата введения: | 03.01.1995 |
| Область применения: | Инструкция устанавливает требования к проведению операционного контроля технологических процессов подготовки деталей под сварку, сборки соединений деталей под сварку, сварки, термической обработки сварных соединений, исправления дефектов в сварных соединениях и основном металле трубопроводов, металлоконструкций и оборудования паровых и водогрейных котлов, стационарных трубопроводов, баков (резервуаров), отопительных котельных, конструкций грузоподъемных кранов и др. объектов, на которые распространяется действие перечисленных ниже норм и правил |
| Оглавление: | 1. Общие положения 2. Операционный контроль подготовки и сборки деталей под сборку 3. Операционный контроль процессов сварки, термообработки и исправления дефектов в сварных соединениях (основном металле) 4. Требования безопасности Приложения |
| Разработан: | АООТ Энергомонтажпроект |
| Утверждён: | Министерство топлива и энергетики РФ (Russian Federation Ministry of Fuel and Energy ) |
| Принят: | 19.12.1994 Управление по котлонадзору и надзору за подъемными механизмами Госгортехнадзора России (Administration for Boiler Inspection and Inspection of Hoisting Mechanisms, Russian Federation Gosgortekhnadzor ) Департамент Энергореновации РАО ЕЭС России |
| Расположен в: | Техническая документация Экология ЭНЕРГЕТИКА И ТЕПЛОТЕХНИКА Энергетика и теплотехника в целом Строительство Нормативные документы Нормативные документы органов надзора Нормативные документы Государственного энергетического надзора Мостостроение Нормирование оборудования, запасных частей к нему, изделий и материалов |
| Нормативные ссылки: |
|
 СНиП 3.01.01-85* «Организация строительного производства»
СНиП 3.01.01-85* «Организация строительного производства»

















Страницы и текст этой инструкции
 Инструкция по операционному контролю процессов сборки, сварки и термообработки
Инструкция по операционному контролю процессов сборки, сварки и термообработки
 Информация отображена на картинке
Информация отображена на картинке
 Информация отображена на картинке
Информация отображена на картинке
 Информация отображена на картинке
Информация отображена на картинке
 Информация отображена на картинке
Информация отображена на картинке
Как использовать наш сайт инструкций OnlineManuals.ru
Наша цель состоит в том, чтобы предоставить вам быстрый доступ к содержанию документа Инструкция по операционному контролю процессов сборки, сварки и термообработки.
Для Вашего удобства
Если листать документ прямо на сайте, не очень удобно для Вас, есть два возможных решения:
• Просмотр в полноэкранном режиме — легко просмотреть документ Инструкция по операционному контролю процессов сборки, сварки и термообработки (без загрузки его на свой компьютер).
Вы можете использовать режим полноэкранного просмотра, используйте кнопку «Открыть в Pdf-viewer».
• Загрузка на компьютер — Вы можете также скачать Инструкция по операционному контролю процессов сборки, сварки и термообработки на свой компьютер и сохранить его в файлах.
Многие люди предпочитают читать документы не на экране, а в печатной версии.
Возможность печати руководства пользователя также была предусмотрена на нашем сайте,
и вы можете использовать ее, нажав на иконку «печать» в Pdf-viewer.
Нет необходимости печатать все страницы, можно выбрать только нужные страницы документа.
МИНИСТЕРСТВО
СТРОИТЕЛЬСТВА
ПРЕДПРИЯТИЙ НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
ГЛАВНОЕ ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
И ПРОЕКТНО-ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ
НИПИоргнефтегазстрой
ТЕХНОЛОГИЧЕСКАЯ КАРТА
ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА
СБОРОЧНО-СВАРОЧНЫХ РАБОТ ПРИ СТРОИТЕЛЬСТВЕ
ЛИНЕЙНОЙ ЧАСТИ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
Москва
1984
Технологическая карта определяет технологию и
организацию операционного контроля качества сборочно-сварочных работ при
строительстве линейной части магистральных трубопроводов диаметрами 720 — 1420
мм.
В
карте приведены основные положения операционного контроля, технологические
требования к производству работ, технические требования к материалам и контролю
их качества, указаны основные операции и процессы, подлежащие контролю;
определены контролируемые показатели (допуски) и перечень лиц, контролирующих
процессы.
Карта
предназначена для линейного персонала и рабочих бригад строительно-монтажных
организаций, принимавших участие в строительстве магистральных трубопроводов.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 .
Технологическая карта операционного контроля разработана на основании
нормативных документов:
СНиП II-45-75 Нормы
проектирования. Магистральные трубопроводы;
СНиП
III-42-80 Правила производства и
приемки работ. Магистральные трубопроводы;
Р 375-79 Руководство
по операционному контролю качества строительно-монтажных
работ при сооружении линейной части магистральных трубопроводов;
Инструкция
по применению стальных труб в газовой и нефтяной промышленности.
ГОСТ
9466-75 Электроды металлические
для ручной дуговой окраски сталей и наплавки. Классификация, размеры и общие
технические требования.
ГОСТ 9087-81 Флюсы сварочные плавленные.
ГОСТ 2246-70 Проволока стальная сварочная.
ТУ 202-78 Порошковая
проволока ППАН-19.
ГОСТ 10157-73 Аргон газообразный.
ГОСТ 8050-76 Двуокись углерода газообразная и жидкая.
ВСН 2-180-80 Инструкция
по технологии сварки трубопроводов и технологического оборудования при монтаже
компрессорных и насосных станций.
ВСН 2-124-80 Инструкция
по технологии сварки магистральных трубопроводов.
Сборник
примерных положений о должностях линейных инженерно-технических работников
строительного производства.
1.2 .
Основными задачами операционного контроля являются:
обеспечение
соответствия выполняемых строительно-монтажных работ проекту и требованиям
нормативных документов по строительству, утвержденных Госстроем СССР, а также
ведомственных инструкций и указаний;
предупреждение
брака и дефектов в процессе производства работ, исключение возможности их
накопления;
повышение
личной ответственности исполнителей в целях обеспечения высоких
эксплуатационных показателей строящихся объектов.
1.3 .
Осуществление операционного контроля качества обязательно для всех
строительно-монтажных организаций, участвующих в строительстве.
1.4 .
Операционный контроль проводится в соответствии со схемами (раздел 10) которых указывается:
наименование
работ;
перечень
основных операций, подлежащих контролю;
состав
контроля (что проверяется);
наименование
документации, где регистрируют результат контроля;
перечень
лиц, контролирующих процесс и их персональная ответственность;
периодичность
(режим) контроля;
техническое
оснащение контроля;
контролируемые
показатели (допуски).
1.5 .
Предельные величины контролируемых показателей определяются на основе
соответствующих СНиПов, ГОСТов, технических условий и проекта.
1.6 . Все
обнаруженные в процессе контроля отклонения от проектных величин и превышающие
установленные допуски, фиксируются, а затем подлежат исправлению и последующему
контролю.
1.7 . В ходе
операционного контроля сборочно-сварочных работ проверяется:
соответствие
труб и сварочных материалов проекту, СНиПам, ГОСТам техническим условиям;
квалификация
исполнителей работ;
соблюдение
технологии и технических условий при выполнении всех операций;
качество
сварных стыков.
1.8 . При
выполнении операционного контроля качества сборочно-сварочных работ необходимо
строго выполнять правила техники безопасности.
2 . ВИДЫ ОПЕРАЦИОННОГО КОНТРОЛЯ
2.1 . В
зависимости от этапа процесса производства, объема контрольных выборок (полноты
охвата контролем), применения средств контроля, пользуются такими его видами:
входной
приемочный; операционный; периодический; постоянный; измерительный; сплошной;
выборочный.
2.2 .
Операционный контроль проводится в процессе и после завершения определенной
операции.
2.3 .
Входной приемочный контроль осуществляется с целью проверки соответствия
поступающих материалов ГОСТам, СНиПам, техническим условиям и рабочим чертежам.
2.4 .
Периодический и постоянный виды контроля характеризуют его режим. Интервалы,
через которые осуществляется периодический контроль, определяется в зависимости
от степени важности данной операции (процесса), должности контролирующего лица,
а также экономической целесообразности.
2.5 .
Постоянный контроль осуществляется силами непосредственных исполнителей работ
(рабочих, бригадиров) в форме самоконтроля.
2.6 .
Измерительный вид контроля определяется применением средств контроля. В понятие
измерительного входит также контроль с применением простейших шаблонов, рисок,
кромок, упоров, совмещение которых гарантирует выполнение работы на заданном
уровне качества.
2.7 .
Сплошной и выборочный виды контроля характеризуют объем контрольных выборок
(полноту охвата контролем).
Наиболее
достоверным является сплошной контроль. Однако в связи с его высокой
стоимостью, в ряде случаев эффективнее оказывается статистический выборочный
контроль с применением контрольно-измерительных приборов и инструмента и
последующей обработкой результатов.
3 . ОРГАНИЗАЦИЯ ОПЕРАЦИОННОГО КОНТРОЛЯ
3.1 . Организация
контроля и надзор за его выполнением на строительстве возлагается на
начальников и главных инженеров строительно-монтажных и специализированных
строительных организаций (управлении, трестов).
3.2 .
Руководство строительно-монтажной или специализированной организации не
позднее, чем за 15 дней до начала работ должно пере дать непосредственному руководителю работ
(начальнику участка, производителю работ, мастеру) технологические карты на
производство работ в комплекте со схемами операционного контроля качества.
3.3 .
Схемы операционного контроля должны находиться у всех исполнителей работ и
предъявляться по требованию представителей организации контролирующей качество
строительства.
3.4 .
Главные инженеры строительных организаций до начала работ на объекте обязаны
обеспечить:
инструктаж
линейных инженерно-технических работников о порядке проведения операционного
контроля, ответственности за его выполнение, оформлении документации, о чем
делается запись в журнале работ по строительству объекта;
исполнение
всеми инженерно-техническими работниками требований проекта, СНиПа и
действующих инструкций по выполнению строительно-монтажных работ;
периодическую
проверку знаний этих документов, результаты проверки оформляются в
установленном порядке.
3.5 .
Инженерно-технические работники до начала работ должны ознакомить исполнителей
работ с пояснениями контроля требованиями карт и схем.
3.6 . Все
выявленные в ходе контроля дефекты, отклонения от СНиПов, ГОСТов и проекта
должны быть исправлены до начала последующих работ.
Ответственность
за исправление возлагается на прорабов и мастеров.
3.7 .
Производители работ, мастера обязаны выполнять все положения операционного
контроля, вести учет производственного брака и дефектов, выявленных в его
процессе. Данные о результатах вносятся в журнал операционного контроля.
4 . ЛАБОРАТОРНЫЙ КОНТРОЛЬ
4.1 .
Контроль за качеством работ в течение всего периода строительства осуществляют
полевые испытательные лаборатории (ПИЛ), прикомандированные к монтажным
управлениям и входящие в состав центральных полевых испытательных лабораторий
(ЦПИЛ) трестов.
4.2 . Эти
лаборатории осуществляют:
контроль
качества сварочных материалов;
проверку
квалификаций сварщиков;
механические
испытания образцов сварных стыков;
контроль
сварных швов неразрушающими методами и надзор за выполнением операционного
контроля в соответствии с СНиПами, ГОСТами и другими руководящими материалами.
4.3 .
Полевым испытательным лабораториям представлены следующие права:
приостанавливать
производство работ при неправильном ведении процесса сварки;
в
случае неблагоприятных результатов механических испытаний и физических методов
контроля сварных стыков отстранять сварщиков от работы в соответствии с
установленными положениями;
запрещать
применение некачественных и несоответствующих проекту материалов.
4.4 .
Контроль сварных стыков неразрушающими методами производится лабораториями в
соответствии со СНиПом III-42-80 (пункт 4.28).
Монтажные
сварные стыки участков трубопроводов всех категорий, выполненные дуговой
сваркой, подлежат контролю физическим методом, в объеме 100 %. Только
радиографическим методом сварные стыки:
участков
трубопроводов категории В и I
во всех районах и независимо от диаметра;
участков
трубопроводов диаметрами 1020 — 1420 мм в районах Западной Сибири и Крайнего
Севера;
участков
трубопроводов на переходах через болота II и III типа во всех районах;
участков
трубопроводов на переходах через железные и автомобильные дороги I , II , III категории во всех районах;
участков
подземных переходов, захлестов, ввариваемых вставок и арматуры.
В
остальных случаях монтажные сварные стыки участков трубопроводов подлежат
контролю для категорий II ,
III
и IV
радиографическим методом в объеме, не менее 25, 10, и 5 %. а остальные сварные
стыки ультразвуковым или магнитографическим методом.
Угловые
сварные стыки трубопроводов подлежат контролю ультразвуковым методом в объеме
100 %.
4.5 .
Кроме установленных норм количества сварных стыков, подверженных контролю
физическими методами и механическим испытаниям, проверке могут подвергаться
также отдельные сварные соединения, назначаемые к контролю представителями
технадзора заказчика, Госгазнадзора СССР и Государственной инспекции по
качеству строительства.
4.6 .
Критерии оценки качества сварных стыков физическими методами контроля
представлены в табл. 1 .
5 . ИСПОЛНИТЕЛЬНАЯ ДОКУМЕНТАЦИЯ
5.1 . При
выполнении сборочно-сварочных работ должна своевременно оформляться и храниться
на участке работ (потока) или в СМУ следующая исполнительная документация:
заводские
сертификаты на трубы и сварочные материалы;
список
сварщиков с указанием номера аттестационного свидетельства и присвоенного шифра
(форма № 1);
журнал
операционного контроля (прил. 1);
журнал
регистрации результатов механических испытаний допускных и контрольных сварных
соединений, (форма № 2);
журнал
сварки труб на трассе и на сварочной базе (форма № 3);
журнал
регистрации результатов контроля сварных соединений физическими методами
контроля (форма № 4);
заключение
по проверке качества сварного стыка физическими методами контроля (форма № 5);
акт
на сварку межсекционного (гарантийного) стыка (форма № 7);
акт
на сварку «заплат» (форма № 8);
акт
на приемку узла трубопровода (форма № 16);
5.2 . Рентгеновские пленки и ферромагнитные
ленты со стыков, подвергшихся контролю, хранятся в ПИЛ до сдачи трубопровода в
эксплуатацию.
Таблица
1
Критерии оценки качества сварных стыков
|
Дефекты |
Допустимые размеры |
Дополнительные |
|||||
|
Единичных дефектов |
Совокупности дефектов |
||||||
|
длина |
глубина |
суммарная длина |
суммарная глубина |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||
|
Поры: |
сферические |
20 % от S при 15 % от S при |
|||||
|
удлиненные |
до 2,7 мм |
10 % от S при |
Во всех |
||||
|
цепочки |
10 % от S при |
Не более 30 |
|||||
|
цепочки |
|||||||
|
Неметаллические |
|||||||
|
единичные |
10 % от S |
Не более 1/6 |
|||||
|
удлиненные |
до 50 мм |
||||||
|
Непровары: |
в корне шва |
10 % от S , но не |
1/6 периметра |
В стыках |
|||
|
межваликовое |
до 50 мм |
Не более 50 |
При сварке |
||||
|
шлаковые |
10 % от S , но не более 1 мм |
Если дефекты |
|||||
|
Трещины: |
продольные поперечные |
Не |
|||||
|
Наружные |
(провисы) подрезы утяжины |
до 50 мм |
До 0,5 мм |
Не более 50 |
|||
|
Дефекты |
смещение |
До 20 % от S , но не более 3 мм |
При сборке |
||||
Примечания. 1. К цепочке дефектов относятся
также дефекта, которые расположены на одной линии в количестве не менее 3-х с
расстоянием между ними, меньшим трехкратного размера дефекта.
2. К
скоплению относятся дефекты с кучным расположением в количестве не менее трех с
расстоянием между ними, меньшим трехкратного размера дефекта.
3 . В таблице приняты следующие обозначения: S — толщина стенки трубы; ![]() — расстояние между
— расстояние между
соседними порами; d —
максимальный размер поры.
6.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К МАТЕРИАЛАМ
И КОНТРОЛЮ ИХ КАЧЕСТВА
6.1 . Трубы
6.1.1 .
Трубы для строительства линейной части магистральных трубопроводов должны
отвечать требованиям СНиП II -45-75
в Инструкции по применению стальных труб в газовой и нефтяной промышленности.
6.1.2 .
Трубы импортной поставки (в т.ч. заказные по ГОСТам) должны отвечать
требованиям СНиП II-45-75 по следующим параметрам:
способ
изготовления труб;
химический
состав стали;
физические
характеристики стали;
физические
характеристики сварного шва.
6.1.3 .
Технические условия на отечественные и импортные трубы диаметрами 720 — 1420 мм
приведены в табл. 2 .
6.1.4 . На
каждую партию труб завод-изготовитель выдает сертификат, удостоверяющий их
соответствие механическим условиям. В сертификате указывается: номера заказа,
номер и дата ТУ; размеры труб; количество труб в партии; номера плавок вошедших
в партию; результаты гидравлических и механических испытаний; заводской номер
труб и номер партии.
6.1.5 . На
каждой трубе на расстоянии около 50 мм от концов должны быть четко написаны
несмываемой краской: номер, размер и год изготовления; номер партии; клеймо
ОТК; товарный знак завода-изготовителя.
6.1.6 .
Приемка и разбраковка труб производится на прирельсовых складах во время
разгрузки и штабелирования.
6.1.7 .
Приемка начинается со сварки показателей химических и механических свойств
металла, предусмотренных техническими условиями и указанных в сертификате.
6.1.8 .
Количество поступивших труб проверяется по вагонной накладной. Затем
поступившие трубы сличают с сертификатами. Трубы, показатели которых по
сертификатам не соответствуют техническим условиям, а также трубы, номера
которых не значатся в полученных сертификатах, из дальнейшей приемки
исключаются.
6.1.9 .
После проверки соответствия труб сертификатам, проводятся выборочные замеры:
разделки фаски, толщины стенок.
Таблица 2
Перечень технических
условий на стальные трубы большого диаметра отечественного производства и их
основные характеристики
|
Поставщик труб, номер технических условий |
Наружный диаметр труб, мм |
Номинальная толщина стенки, мм |
Марка стали |
Эквивалент углерода, не более |
Гарантированное заводом испытательное |
Состояние поставки металла труб |
Коэффициент безопасности по металлу ( KI ) |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Волжский |
1420 |
14,0 |
16ГФР |
0,43 |
9,4 (96,0) |
Электросварные, |
1,4 |
|
|
ТУ |
1220 |
11,6 |
16ГФР |
0,43 |
92,5 (94,5) |
|||
|
Челябинский |
1220 |
11,0 |
17Г1С-У |
0,46 |
6,2 (63,0) |
Прямошовные, |
1,47 |
|
|
ТУ |
12,0 |
То же |
6,5 (66,0) |
|||||
|
13,0 |
-”- |
7,1 (72,0) |
||||||
|
14,0 |
-”- |
7,7 (78,0) |
||||||
|
14,5 |
-”- |
7,9 (81,0) |
||||||
|
15,2 |
-”- |
8,3 (85,0) |
||||||
|
Харцызский трубный |
1220 |
11,0 |
17Г1С-У |
0,46 |
6,2 (63,0) |
Прямошовные, |
1,40 |
|
|
ТУ |
12,0 |
То же |
6,5 (66,0) |
|||||
|
13,0 |
-”- |
7,1 (72,0) |
||||||
|
14,0 |
-”- |
7,6 (78,0) |
||||||
|
14,5 |
-”- |
7,9 (81,0) |
||||||
|
15,2 |
-”- |
8,3 (85,0) |
||||||
|
Волжский трубный завод |
1220 |
12,0 |
17Г2СФ |
0,46 |
6,4 (65,0) |
Спиральношовные |
1,47 |
|
|
ТУ |
||||||||
|
Волжский |
1020 |
10,5 |
17Г2CФ |
0,46 |
6,4 (65,0) |
Спиральношовные |
1,40 |
|
|
ТУ |
||||||||
|
Челябинск |
1020 |
9,5 |
17Г1С-У |
0,46 |
6,0 (61,0) |
Прямошовные |
1,47 |
|
|
ТУ |
10,0 |
То же |
6,4 (65,0) |
|||||
|
10,5 |
-”- |
6,7(68,0) |
||||||
|
11,5 |
-”- |
7,4 (75,0) |
||||||
|
12,0 |
-”- |
7,7 (79,0) |
||||||
|
12,5 |
-”- |
8,1 (82,6) |
||||||
|
14,0 |
-”- |
9,2 (93,5) |
||||||
|
Новомосковский |
1020 |
9,5 |
-”- |
0,46 |
6,0 (61,0) |
То же |
1,47 |
|
|
ТУ 14-3-602-77 |
10,0 |
-”- |
6,4 (65,0) |
|||||
|
10,5 |
-”- |
6,7 (68,0) |
||||||
|
11,5 |
-”- |
7,4 (75,0) |
||||||
|
12,0 |
-”- |
7,7 (79,0) |
||||||
|
12,5 |
-”- |
8,1 (82,6) |
||||||
|
14,0 |
-”- |
9,2 (93,5) |
||||||
|
Новомосковский трубный завод ТУ 14-3-602-77 |
1020 |
8,5 |
16Г2САФ |
0,46 |
5,8 (53,0) |
Прямошовные |
1,47 |
|
|
9,0 |
То |
6,2 (63,0) |
1,47 |
|||||
|
10,5 |
-”- |
7,3 (74,5) |
||||||
|
Новомосковский |
1020 |
9,5 |
16Г2АЮ |
0,46 |
6,0 (61,0) |
Прямошовные |
||
|
10,0 |
То |
8,4 (65,0) |
||||||
|
10,5 |
-”- |
6,7 (68,0) |
||||||
|
11,5 |
-”- |
7,4 (75,5) |
||||||
|
12,0 |
-”- |
7,7 (79,0) |
||||||
|
12,5 |
-”- |
8,1 (82,5) |
||||||
|
Харцызский ТУ 14-3-602-77 |
1020 |
12,5 |
14ХГС |
0,46 |
7,6 (78,0) |
Прямошовные |
1,4 |
|
|
Волжский |
1020 |
10,0 |
17Г2СФ |
0,46 |
6,4 (65,0) |
Спиральношовные |
1,47 |
|
|
11,5 |
То |
7,4 (75,0) |
||||||
|
12,0 |
-”- |
|||||||
|
Волжский трубный завод ТУ |
1020 |
10,5 |
17Г1С |
0,46 |
7,4 (75,0) |
Спиральношовные |
1,4 |
|
|
12,0 |
То |
8,3 (85,0) |
||||||
|
Ждановский ТУ 14-3-499-76 |
1020 |
10,6 |
15ГСТЮ |
— |
6,4 (65,0) |
Спиральношовные |
1,47 |
|
|
Волжский ТУ 14-3-295-74 |
820 |
8,0 |
17Г2СФ |
0,46 |
6,4 (65,0) |
Спиральношовные |
1,47 |
|
|
10,0 |
То же |
7,4 (75,0) |
||||||
|
11,5 |
-”- |
8,8 (90,0) |
||||||
|
То же ТУ |
820 |
8,5 |
17Г2СФ |
0,46 |
7,4 (75,0) |
Спиральношовные |
1,4 |
|
|
10,0 |
или 17Г1С |
8,3 (85,0) |
||||||
|
12,0 |
10,3 |
|||||||
|
Ждановский ТУ |
530 |
7,0 |
09Г2С |
— |
7,4 (75,0) |
Прямошовные |
1,4 |
|
|
8,0 |
То же |
7,8 (80,0) |
||||||
|
9,0 |
-”- |
|||||||
|
То же ТУ |
530 |
7,0 |
10Г2С1 |
— |
8,8 (80,0) |
То же |
1,4 |
|
|
8,0 |
То же |
8,3 (85,0) |
||||||
|
9,0 |
-”- |
8,3 (85,0) |
||||||
|
ГОСТ 20295 -74 |
530 — 820 |
5,0 |
по ГОСТу 19281 -73 |
— |
по ГОСТу 3845-75 |
Сварные |
1,4 |
|
|
9,0 |
по ГОСТу 19282-73 по ГОСТу 1050 -74 |
|||||||
Таблица 3
Перечень
технических условий за
стальные трубы большого диаметра импортного производства и их основные
характеристики
|
Поставщик труб, номер технических условий |
Наружный диаметр труб, мм |
Минимальная толщина стенки, мм |
Эквивалент углерода, не более |
Гарантированное испытательное МПа (кГс/см2) |
Состояние поставки металла труб |
Коэффициент безопасности до материалу (%) |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||
|
Япония |
||||||||
|
ТУ-56-76С |
1420 |
16,5 |
0,41 |
9,6 (98,0) |
100 %-ный |
1,34 |
||
|
ТУ-56-77С |
19,5 |
0,42 |
11,4 (16,0) |
ультразвуком, регулируемая прокатка |
||||
|
Япония |
25,0 |
0,43 |
11,8 |
|||||
|
ТУ-56-76НС |
1420 |
16,5 |
0,40 |
9,6 (98,0) |
То же |
1,34 |
||
|
ТУ-56-77НС |
19,5 |
0,42 |
11,4 |
|||||
|
Япония |
25,0 |
0,43 |
11,8 |
|||||
|
ТУ-56-76-НКК |
1420 |
16,5 |
0,40. |
9,6 (98,0) |
-”- |
1,34 |
||
|
ТУ-56-77-НКК |
19,5 |
0,42 |
11,4 |
|||||
|
Япония |
25,0 |
0,43 |
11,8 |
|||||
|
ТУ-56-76КС |
1420 |
16,5 |
0,40 |
9,6 (98,0) |
-”- |
1,34 |
||
|
ТУ-56-77КС |
19,5 |
0,42 |
11,4 |
|||||
|
25,0 |
0,43 |
11,8 |
||||||
|
ФРГ |
||||||||
|
ТУ 28/40-77МВ |
720 |
8,4 |
0,40 |
8,3 (85,0) |
100 %-ный |
1,34 |
||
|
720 |
11,0 |
0,42 |
10,8 |
|||||
|
1020 |
21,5 |
14,7 |
||||||
|
ФРГ |
1220 |
14,1 |
0,40 |
9,3 (95,0) |
То же |
1,34 |
||
|
ТУ 48/56-77МВ |
1220 |
16,8 |
0,41 |
11,1 |
||||
|
1420 |
16,5 |
0,41 |
9,4 (96,6) |
|||||
|
1420 |
19,5 |
0,42 |
11,6 (118,0) |
|||||
|
ФРГ |
1420 |
25,0 |
0,44 |
14,7 |
||||
|
ТУ 28-40-48-76МВ |
720 |
11,0 |
9,2 (94,0) |
-”- |
1,4 |
|||
|
12,0 |
7,8 (80,0) |
|||||||
|
16,0 |
11,8 |
|||||||
|
1020 |
16,0 21,5 |
8,8 (90) |
||||||
|
Франция |
1220 |
26,0 |
11,8 |
|||||
|
ТУ 26-40-48-76 |
720 |
11,0 |
9,2 (94,0) |
-”- |
1,4 |
|||
|
12,0 |
7,8 (80,0) |
|||||||
|
16,0 |
11,8 |
|||||||
|
1020 |
16,0 21,0 |
8,8 (90,0) |
||||||
|
1220 |
26,0 |
11,8 |
. |
|||||
|
Франция ТУ 28-40-48-76С |
720 |
12,0 16,0 |
7,8 (80,0) 11,8 |
-”- |
1,4 |
|||
|
1020 |
16,0 21,5 |
0,43 |
7,8 (80,0) 11,8 |
|||||
|
1220 |
26 |
11,8 |
||||||
|
ФРГ |
1020 |
11,8 |
8,8 (90,0) |
100 %-ный |
1,4 |
|||
|
ТУ 40/48/56-76МВ |
14,0 |
10,8 |
||||||
|
1220 |
14,1 |
8,8 (90,0) |
||||||
|
16,8 |
10,8 |
|||||||
|
1420 |
16,5 |
8,8 (90,0) |
||||||
|
19,5 25,0 |
10,8 |
|||||||
|
Франция |
720 |
8,4 |
0,45 |
7,3 (74,0) |
То же |
1,4 |
||
|
ТУ 20/28/76Фр |
11,0 |
9,8 (100,0) |
||||||
|
Италия |
720 |
8,4 |
7,3 (74,0) |
-”- |
1,4 |
|||
|
ТУ 20/28/75Ит |
11,0 |
0,45 |
9,8 (100,0) |
|||||
|
ФРГ |
720 |
7,0 |
9,2 (94,0) |
-”- |
1,4 |
|||
|
ТУ 28/40-48-72 |
11,0 |
7,8 (80,0) |
||||||
|
12,0 16,0 |
0,45 0,46 |
11,8 |
||||||
|
1020 |
16,0 |
8,3 (90,0) |
||||||
|
21,5 |
0,47 |
11,8 |
||||||
|
1220 |
21,5 |
11,8 |
||||||
|
26,0 |
0,47 |
11,8 |
||||||
|
ЧССР |
720 |
9,0 |
7,4 (75,3) |
Бесшовные горячекатанные |
1,55 |
|||
|
ТУ 132/73 |
10,0 |
7,4 (75,3) |
||||||
|
15,0 |
8,3 (85,0) |
|||||||
|
ЧССР |
820 |
9,0 |
6,6 (67,0) |
Горячекатанные спиральношовные |
1,47 |
|||
|
ТУ 205Ц46/72 дополнение |
720 |
8,0 |
6,9 (70,0) |
|||||
|
ТУ |
720 |
6,9 (70,0) |
100 %-ный |
1,34 |
||||
|
720 |
8,3 (85,0) |
|||||||
|
720 |
10,8 |
|||||||
|
730 |
0,40 |
11,8 |
||||||
|
1020 |
0,42 |
10,8 (110,0) |
||||||
|
1020 |
14,7 |
|||||||
|
1220 |
11,8 |
|||||||
|
1220 |
0,43 |
11,8 |
||||||
|
ЧССР |
720 |
16,0 |
11,8 |
То же |
1,34 |
|||
|
ТУ 42/20/28 |
1020 |
16,0 |
11,4 |
|||||
|
1020 |
21,5 |
0,42 |
14,7 |
|||||
|
1220 |
20,0 |
11,8 |
||||||
|
1220 |
26,0 |
0,43 |
14,7 |
|||||
6.1.10 .
Трубы, имеющие недостаточную толщину стенки и отклонения размеров, превышающие
допускаемые ГОСТом или техническими условиями отбраковываются.
6.1.11 .
Разбраковка осуществляется строительно-монтажной организацией совместно с
заказчиком и оформляется техническим актом качественной приемки труб, в котором
указываются причины браковки.
6.1.12 .
Приемка импортных труб производится по особым техническим условиям, прилагаемым
к контракту.
6.2 . Сварочные материалы
6.2.1 . Для
сварки магистральных трубопроводов разрешено применять следующие материалы:
электроды
с целлюлозным (Ц) и основным (Б) покрытием для ручной дуговой сварки поворотных
и неповоротных стыков труб;
флюс
и сварочную проволоку для автоматической сварки под флюсом поворотных стыков
труб;
защитный
газ и сварочную проволоку для автоматической газоэлектрической сварки
неповоротных стыков труб;
самозащитную
порошковую проволоку для автоматической сварки неповоротных стыков труб с
принудительным формированием.
6.2.2 .
Сварочные материалы должны удовлетворять требованиям следующих нормативных
документов;
ГОСТ
9-67-75. Электроды металлические для ручной дуговой сварки сталей и наплавка.
Классификация, размеры и общие технические требования;
ГОСТ
9087-81. Флюсы сварочные плавленные;
ГОСТ
2246-70. Проволока стальная сварочная;
ТУ
302-76, Порошковая проволока ППАН-19;
ГОСТ
10157-73. Аргон газообразный;
ГОСТ 8050-76.
Двуокись углерода газообразная жидкая.
6.2.3 . При
автоматических способах сварки необходимо использовать проволоки с омедненным
или специальным антикоррозийным покрытием.
6.2.4 . Для
проведения сварочных работ допускается применение только тех марок электродов,
флюсов, проволок, защитных газов, которые регламентированы ВСН 2-124-80 и
разделом 2 настоящей карты.
6.2.5 .
Применение любой новой марки сварочных материалов разрешается только после
получения положительных результатов их испытания
в соответствии с
Инструкцией на порядок выдачи рекомендаций по новым маркам отечественных и
импортных сварочных материалов.
6.2.6 .
Характеристики и рекомендации по применению сварочных материалов приведены в
табл. 4 , 5 .
6.3 . Контроль сварочных материалов
6.3.1 .
Каждая партия электродов должна иметь сертификат завода-изготовителя, в котором
умаивается: тип и марка по ГОСТу, допустимые пространственные положения при
сварке, данные о механических свойствах металла шва и сварного стыка.
6.3.2 . Для
проверки качества покрытия электродов из каждой партии отбирается по 10 — 15
штук, упакованных в разные пачки, и путем внешнего осмотра устанавливается
отсутствие трещин, местных утолщений и т.п.
При обнаружении дефектов производят дополнительный
осмотр 30
— 35 электродов. Если при дополнительном осмотре обнаружены дефекты, вся партия
электродов бракуется.
6.3.3 . Для
проверки концентричности нанесения покрытия надрезают и измеряют его толщину в
разных сечениях электрода.
Покрытие электрода должно быть расположено
относительно стержня концентрично.
6.3.4 . При
проверке концентричности нанесения покрытия одновременно устанавливают наличие
на стержне электрода ржавчины; при ее обнаружении применять для сварки
электроды запрещается.
6.3.5 .
Покрытие электродов не должно разрушаться при их свободном падении на гладкую
стальную плиту (с высоты 1 м для электродов диаметром 3 мм и с высоты 0,5 м для
электродов диаметром 4 — 5 мм).
6.3.6 .
Технологические свойства электродов проверяют при постоянном наблюдении за
сваркой и качеством получаемого шва первых трех-пяти стыков труб. Проверка
должна производиться сварщиками непосредственно на их рабочих местах.
6.3.7 .
Электроды должны удовлетворять следующим требованиям:
обеспечивать
легкое возбуждение дуги и спокойное стабильное горение во всех пространственных
положениях без чрезмерного разбрызгивания металла и шлака;
покрытие
должно плавиться равномерно, без отваливания кусков покрытия и без образования
из него «чехла» или «козырька», препятствующих непрерывному плавлению электрода.
Таблица 4
Электроды для дуговой сварки труб из
нормализованных: и горячекатанных сталей
|
Электроды |
Трубы |
||||||||
|
Назначение |
Тип электродов |
Вид покрытий |
Марка |
Диаметр, мм |
Толщина стенки, мм |
Нормативное значение временного МПа (кГс/мм2) |
Условия прокладки |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
Для сварки |
Э-42 |
Ц |
ВСЦ-4 Фокс-Цель Кобе 6010 Флитвельд 5П |
3,0 — 3,25 4,0 |
5 — 8 7 — 26 |
до 540 (55) |
Подземная |
||
|
То же |
То же |
ВСЦ-4 Фокс Цель |
4,0 |
8 — 26 |
540-588 (55 |
То же |
|||
|
Э-50 |
-“- |
ВСЦ-4А |
3,0 — 3,25 |
5 — 8 |
540 — 588 |
-“- |
|||
|
4,0 |
7 — 26 |
включительно |
|||||||
|
Для сварки |
Э-42 |
-“- |
ВСЦ-4 Кобе 6010 |
4,0 |
5 — 26 |
до 540 (55) |
-“- |
||
|
Э-50 |
-“- |
ВСЦ-4А Фокс Цель МО |
4,0 |
5 — 26 |
до 540 (55) |
-“- |
|||
|
Для сварки |
Э-42 |
Ц |
ВСЦ-4 Фокс Цель Кобе 6010 Флитвельд 5П |
4,0 |
7 — 26 |
540 — 588 |
Подземная |
||
|
То же |
Э-50 |
То же |
ВСЦ-4А Фокс Цель МО |
4,0 |
5 — 26 |
540 — 588 |
То же |
||
|
Э-50А |
Б |
ВСФС-50 |
4,0 |
5 — 26 |
Любая |
||||
|
Для сварки |
Э-42А |
То же |
УОНИ-13/45 |
2,0 — 2,5 3,0 — 3,25 |
5 — 8 7 — 26 |
до 490 (50) включительно |
То же |
||
|
Э-50А |
-“- |
УОНИ-13/55 |
2,0 — 2,5 |
5 — 8 |
до 588 (60) |
-“- |
|||
|
ДБ-52У Гарант Фокс ЕВ 50 |
3,0 — 3,25 |
7 — 26 |
включительно |
||||||
|
Для подварки |
Э-42А |
-“- |
УОНИ-13/45 |
3,0 — 4,0 |
5 — 26 |
до 490 (50) включительно |
-“- |
||
|
Э-50А |
-“- |
УОНИ-13/55 Фокс ЕВ 50 |
3,0 — 4,0 |
5 — 26 |
до 588 (60) включительно |
-“- |
|||
|
Для сварки и |
Э-42А |
Б |
УОНИ-13/45 |
3,0 — 3,25 4,0 — 5,0 |
5 — 8 7 — 26 |
до 490 (50) до 540 (55) |
Любая |
||
|
Э-50А |
То же |
УСНИ 13/55 |
3,0 — 3,25 |
5 — 6 |
до 540 (55) |
То же |
|||
|
Гарант Фокс ЕВ 50 |
4,0 — 5,0 |
7 — 26 |
до 540 (55) |
-“- |
|||||
|
Э-60 |
-“- |
ВСФ-65У Шварц 3К |
3,0 — 3,25 |
5 — 8 |
|||||
|
Гарант КС ЛБ-62Д |
4,0 — 5,0 |
7 — 26 |
540 — 588 |
-“- |
|||||
Примечания. 1. При надземной и наземной прокладке
трубопроводов в районах многолетней мерзлоты следует применять специальные
сварочные материалы.
2 . Электроды диаметром 5 мм разрешается
применять только для сварки верхней полуокружности труб.
3 . При сварке труб с нормативным временным
сопротивлением разрыву до 490 МПа (50 кгс/мм2) применение электродов
УОНИ-13/45 предпочтительнее.
Таблица 5
Электроды для дуговой сварки термически
упрочненных труб
|
Электроды |
Трубы |
||||||
|
Назначение |
Тип |
Вид покрытий |
Марка |
Диаметр, мм |
Толщина стенки, мм |
Нормативное значение временного |
Условия прокладки |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Для сварки |
Э-50 |
Ц |
ВСЦ-4А |
3,0 — 4,0 |
7 — 15 |
588 (60) |
Подземная |
|
Для сварки |
Э-50 |
То же |
ВСЦ-4А Фокс |
3,0 — 4,0 |
7 — 15 |
588 (60) |
То же |
|
Для сварки и |
Э-50А |
Б |
УОНИ-13/55 Фокс ЕВ 50 ЛБ-52У |
2,0 — 2,5 3,6 — 3,25 |
7 — 8 7 — 15 |
588 (60) |
Любая |
|
Для подварки изнутри трубы |
Э-50 |
То же |
УОНИ-13/55 Фокс ЕВ 50 ЛБ-52У |
3,0 — 4,0 |
7 — 15 |
588 (60) |
То же |
|
Для сварки и |
Э-70 Э-60 |
Б |
ВСФ-75 |
4,0 |
7 — 15 |
588 (60) |
Любая |
Примечание. Применение электродов, указанных без скобок,
предпочтительнее.
Таблица 6
Сварочные материалы для автоматической
сварки под флюсом поворотных стыков труб
|
Способ сварки |
Сочетание сварочных материалов |
Нормативное значение временного МПа (кгс/мм2) |
Условия прокладки |
|
|
Марка флюса |
Марка проволоки |
|||
|
Односторонняя |
АН-348А |
СВ-08 СВ-08А СВ-08АА |
до 490 (50) включительно |
Подземная |
|
АН-348АМ |
(СВ-08ГА) |
до 490 (50) включительно |
||
|
АН-47 |
ВС-08 СВ-08А СВ-08АА (СВ-08ГА) |
Любая |
||
|
АН-348А АН-348АМ |
СВ-08ГА |
свыше 490 до 540 (55) |
Подземная |
|
|
АН-47 |
СВ-08ГА |
свыше 490 до 540 (55) |
Любая |
|
|
АН-47 |
СВ-08ХМ СВ-08МХ |
540 — 588 (55 — 60) включительно, в т.ч. термоупрочненных |
То же |
|
|
Двусторонняя |
АН-348А АН-346АМ АН-47 |
СВ-08ГА |
до 588 (60) включительно |
Подземная |
|
АН-47 |
СВ-08ХМ СВ-08МХ |
свыше 540 до 588 (60) |
Любая |
Примечания. 1.
При автоматической сварке стыков труб с временным сопротивлением разрыву 540
МПа (55 кгс/мм2) и выше по сваренному ручной дуговой сваркой
корневому слою взамен флюса АН-47 допускается применение флюса АН-22 по ГОСТу
9087-81.
2. При автоматической сварке труб с нормативным временным
сопротивлением разрыву до 490 МПа (50 кгс/мм2) предпочтительнее
применение проволок СВ-08А, СВ-08АА.
3 . При подварке
корневого слоя шва автоматической сваркой под флюсом следует использовать
материалы, которые рекомендованы для сварки заполняющих слоев.
6.3.8 .
Каждая бухта проволоки должна иметь бирку завода-изготовителя и сертификат, в
котором указывается номер плавки, марка и химический состав.
6.3.9 . Флюс
должен иметь сертификат завода-изготовителя, в котором указывается марка,
химический состав и грануляция.
6.3.10 .
Проверка технологических свойств проволоки и флюса производится в процессе
сварки 3 — 4 поворотных стыков при тщательном наблюдении за процессом сварки
каждого слоя шва.
Проволока
и флюс считаются годными к применению, если процесс сварки на установленном
режиме протекает спокойно, формирование шва происходит равномерно, шлак после
остывания легко удаляется со шва, а в наплавленном металле отсутствуют поры и
трещины.
6.4 . Приемка сварочных материалов и их хранение
6.4.1 .
Поступающие на участок централизованного хранения и подготовки сварочные материалы
должны пройти количественный и качественный контроль с соответствующим
оформлением первичной приходной документации.
6.4.2 .
Количественный и качественный контроль сварочных материалов осуществляет
комиссия, в состав которой входят представители монтажной организации,
сварочной службы или ПИЛ и отдела снабжения.
6.4.3 .
Кладовщик должен отметить поступление сварочных материалов в журнале
регистрации прибытия грузов.
5.4.4 .
Сварочные материалы, поступающие на участок для повторной подготовки, учитывают
на основании приемо-сдаточных накладных.
6.4.5 .
Сварочные проволоки, электроды, флюсы, порошковую проволоку следует хранить в
таких помещениях, где приняты меры, предупреждающие их увлажнение.
Сварочные
материалы должны храниться при температуре не ниже + 15°.
Электроды
и флюсы непосредственно перед сваркой должны быть прокалены (просушены).
Таблица 8
Условия
прокалки (просушки) сварочных материалов
|
Тип, марка сварочных материалов |
Температура прокалки, °С |
Время выдержки, ч |
|
Электроды |
||
|
Э-42, Э-50 (Б) |
60 — 100 |
1 |
|
Э-42А (Б) |
200 — 250 |
1 |
|
Э-50А (Б) |
250 — 300 |
1 |
|
Э-60, Э-70 |
300 — 350 |
1 |
|
Флюсы |
||
|
АИ-348А |
250 — 300 |
1 |
|
АЧ-47 |
300 — 350 |
1 |
|
АН-22 |
450 — 500 |
2 |
|
Порошковая ППАН-19 |
230 — 250 |
2 |
Примечание.
Электроды с целлюлозным покрытием, доставленные к месту работ с неповрежденной
герметической упаковкой (в жестяных банках или картонных коробках с
герметической пленкой), разрешается использовать по назначению без
предварительной сушки.
6.4.6 .
Сварочные материалы необходимо доставлять к месту производства работ в
количествах, обеспечивающих потребность в них только одной смены. Оставшиеся
неиспользованными флюс и электроды перед применением их на следующий день
следует вновь прокалить (просушить).
6.4.7 .
Прокалка флюсов выполняется без ограничений. Если электроды прошли повторную
сушку (прокалку), в журнал регистрации в графе «Специальные отметки» делается
запись: «Повторная прокалка (просушка)».
6.4.8 .
Оставшийся после сварки флюс должен быть возвращен на участок подготовки, где
его очищают от шлаковых включений, металлических примесей и других загрязнений.
Флюс хранится в герметической таре.
Таблица 9
Основные профессии рабочих и характер
выполняемых ими работ
|
Профессия, разряд |
Характер выполняемых работ |
|
Трубоукладчик |
Основные Общее |
|
Трубоукладчик |
Основные Общее |
|
Трубоукладчик |
Основные |
|
Трубоукладчик |
Подготовка |
|
Электросварщик |
Ручная |
|
Электросварщик |
Ручная |
|
Электросварщик |
Автоматическая |
|
Электросварщик |
Автоматическая |
|
Машинист |
Обслуживание |
|
Газорезчик 4 |
Обрезка |
6.4.9 .
Готовую к производству сварочную проволоку следует хранить на специальных
стеллажах или в таре и снабжать ярлыком с указанием маркировки.
6.4.10 . При
указанных выше условиях срок хранения должен быть:
электродов
с основным видом покрытия в герметической упаковке (металлические банки,
герметические пластмассовые пеналы) 1 год;
электродов
с основным видом покрытия в упаковке другого типа, а также электродов с
целлюлозным покрытием 6 мес.
7 . ПРОФЕССИОНАЛЬНЫЕ И КВАЛИФИКАЦИОННЫЕ
ТРЕБОВАНИЯ К ИСПОЛНИТЕЛЯМ РАБОТ
7.1 .
Сборочно-сварочные работы выполняются бригадами, состав которых определяется в
зависимости от характера, объема и способов производства работ.
7.2 . Для
выполнения комплекса сборочно-сварочных работ в составе производственных
подразделений, ведущих строительство линейной части трубопровода, комплектуются
специализированные бригады и звенья.
7.3 .
Численный состав рабочих определяется в зависимости от метода производства
работ и диаметра строящегося трубопровода. Тарифно-квалификационные
характеристики основных профессий рабочих приведены в прил. 10.
7.4 .
Положение о бригадире, а также мастере и производителе работ приведены в прил. 12, 14.
7.2 . Проверка квалификации сварщиков и контроль допускных стыков
7.2.1 .
Проверка квалификации сварщиков производится в соответствии с Положением об
аттестации электросварщиков и ВСН-124-80
7.2.2 . К
прихватке и сварке стыков магистральных трубопроводов допускаются сварщики,
имеющие соответствующие удостоверения и ранее выполнившие сварку допускных
стыков.
7.2.3 .
Сварка допускного стыка должна выполняться на трубах диаметрами до 400 мм тем
способом, который будет применяться на трассе.
7.2.4 .
Допускной стык сваривается полностью на трубах диаметром до 1000 мм. На трубах
диаметром 1000 мм и более допустима сварка половины стыка.
7.2.5 .
Сварщик выполняет допускной стык, если он:
приступает
впервые к сварке магистральных трубопроводов или имея перерыв в работе более
трех месяцев;
выполняет
сварку труб из новых марок сталей;
применяет
новые марки сварочных материалов;
выполняет
сварку труб с измененной формой разделки кромок;
использует
новые типы сварочного оборудования;
переведен
на сварку труб других диаметров.
В
случае, если сварщик повторно переведен на сварку труб, на которых он ранее
сварил допускной стык, то дополнительная проверка квалификации сварщика не
требуется.
7.2.6 .
Допускной стык, сваренный для квалификационных испытаний, должен быть
подвергнут визуальному контролю и замерам параметров сварного контролю шва,
радиографическим методам и механическим испытаниям образцов.
7.2.7 . Если
стык не удовлетворяет установленным требованиям, то выполняют повторную сварку
и контроль ещё двух стыков. Если при повторном контроле получены
неудовлетворительные результаты хотя бы по одному из стыков, то сварщик (или
бригада сварщиков) признается не выдержавшим испытание.
7.2.8 .
Образцы для механических испытаний должны быть подготовлены в соответствии с
ВСН 2-124-80.
Механические
испытания выполняются в соответствии с ГОСТом
6996-66 Сварные соединения. Методы определения механических свойств.
7.2.9 .
Результаты испытаний допускных стыков должны быть оформлены в соответствии с
действующими нормами исполнительной производственной документации.
7.2.10 .
Каждому сварщику приказом по организации присваивается определенный шифр для
маркировки сваренных стыков.
7.2.11 . В
организации, выполняющей на строительстве магистральных трубопроводов
сварочно-монтажные работы, на каждого сварщика должен быть заведен формуляр для
занесения результатов испытаний допускных стыков и приемки стыков, сваренных на
трассе.
8 . ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ПРОИЗВОДСТВУ
РАБОТ
8.1 . Сборка труб
8.1.1 .
Допускается сборка и сварка труб, деталей трубопровода
и запорной арматуры,
только если они соответствуют проекту и рабочим чертежам.
8.1.2 .
Перед сборкой необходим визуальный контроль поверхностей труб, деталей трубопровода,
запорной и распределительной арматуры;
8.1.3 .
Обнаруженные дефекты устраняются соответствующим ремонтом:
царапины,
риски и задиры на трубах и деталях трубопроводов глубиной выше 0,2 мм, но не
более 5 % от толщины стенки устраняют шлифованием; при этом толщина стенки не
должна быть выведена за пределы минусового допуска;
вмятины
на концах труб глубиной до 3,5 % от диаметра трубы исправляют с применением
безударных разжимных устройств.
Правку
вмятин на концах труб из сталей с нормативам значением временного сопротивления
разрыву 540 МПа (55 кгс/см2) а более, независимо от температуры
окружающего воздуха, и труб не менее прочных сталей при отрицательных
температурах, следует выполнять с предварительным местным подогревом до 100 —
150 °С;
забоины
и задиры фасок глубиной до 5 мм ремонтируют, применяя электроды с основным
покрытием, при этом параметры подогрева устанавливают по данным таблиц,
приведенным в ВСН 2-124-80;
дефектные
торцы патрубков запорной и распределительной арматуры; трубы с царапинами, рисками
и задирами фасок глубиной более 5 мм ремонту не подлежат. Ремонт патрубков
арматуры допускается, если это разрешено заводом-изготовителем. Дефектные
участки труб обрезают.
8.1.4 .
Применяемые типы разделки кромок труб приведены в схеме 2 .
8.1.5 .
Соединение разностенных труб, труб с деталями трубопровода или труб с запорной
и распределительной арматурой допускается при соответствии, указанном в табл. 10 .
Таблица 10
|
Разность толщины стыкуемых элементов, мм |
Наибольшая толщина стенки стыкуемого |
|
Не более 2,5 |
Не более 12,0 |
|
Не более 3,0 |
Более 12,0 |
8.1.6 .
Соединение труб с большей разностью толщины стенок осуществляют посредством
вварки между стыкуемыми элементами переходников заводского изготовления или
вставок из труб промежуточной толщины, длиной не менее 250 мм.
8.1.7 .
Непосредственная сборка и сварка труб с разной толщиной стенок допускается при
специальной подготовке трубы с большей толщиной стенки (рис. 1 ).
Коэффициент
разности толщины стенок не должен превышать 1,5.
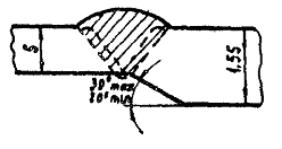
Рис. 1 .
Подготовка для сварки торцов труб с разной толщиной стенок.
8.1.8 . При
оборке труб с одинаковой или различной нормативной толщиной стенки величина
наружного смещения кромок не должна превышать 20 % от минимальной (фактической)
толщины стенки трубы, но не более:
3 мм — в случае
последующей ручной дуговой или автоматической сварки под флюсом;
2 мм — в случае
последующей автоматической газоэлектрической сварки.
8.1.9 .
Перед сборкой внутренняя полость труб должна быть освобождена от земли, снега и
других загрязнений; а кромки и прилегающие к ним внутренняя и наружная
поверхности труб зачищены на ширину не менее 10 мм.
При
сборке под двустороннюю автоматическую сварку внутренняя поверхность труб
необходимо зачистить на ширину не менее 15 мм.
8.1.10 .
Рекомендуемые величины зазоров в стыках при сборке приведены в табл. 11 .
Таблица 11
|
Способ |
Диаметр электрода или сварочной проволоки, мм |
Величина зазора при толщине стенки трубы, мм |
||
|
до 8 |
8 — 10 |
10 и более |
||
|
Ручная дуговая сварка электродами с |
2,0 — 3,25 3,0 — 3,25 |
2,0 — 3,0 — |
— 2,5 — 3,5 |
— 3,0 — 3,5 |
|
Ручная дуговая сварка электродами с |
3,0 — 3,26 4,0 |
1,5 — 2,0 |
— 1,5 — 2,5 |
— 1,5 — 2,5 |
|
Двухсторонняя автоматическая сварка под |
3,0 — 4,0 |
0 — 1,0 |
0 — 1,0 |
|
|
Автоматическая газоэлектрическая сварка |
0,9 — 1,0 |
Без зазора в верхней части периметра, с зазором |
8.1.11 .
Просушка торцов труб за счет их нагрева до температуры 20 — 50 º на
ширину не менее 150 мм обязательна:
при
наличии влаги на трубах независимо от способа сварки и прочности основного
металла;
при
температуре окружающего воздуха ниже плюс 5 °С в случае сварки труб с
нормативными значением временного сопротивления разрыву металла труб 540 МПа
(55 кгс/мм2) и выше.
8.1.12 .
Необходимость подогрева и его параметры перед прихваткой и сваркой корневого
слоя шва определяют по схеме 5 в зависимости от эквивалента углерода
стали.
8.1.13 .
Температуру подогрева измеряют на расстоянии 10 — 15 мм от торца труб, место
подогрева предварительно необходимо зачистить
металлической щеткой.
При
температуре стыка ниже установленной, необходим повторный подогрев.
8.1.14 .
Применяемые типы разделки кромок для труб разных диаметров представлены на рис.
2 .
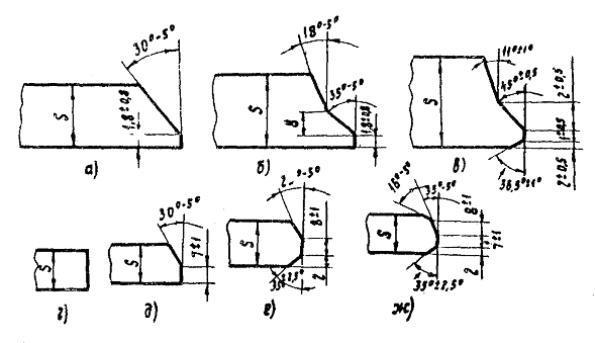
Рис. 2 . Применяемые типы
разделки кромок для труб разных диаметров.
а) труба
диаметром до 1220 мм с толщиной стенки до 16 мм;
б) труба
диаметром 1020 — 1420 мм с толщиной стенки более 15 мм;
в) труба
диаметром 1220 — 1420 мм с толщиной стенки более 10 мм;
г) труба
диаметром не более 1020 мм с тещиной стенки 7,5 — 11,0 мм;
д)
труба диаметром не более 820 мм с толщиной стенки 11,0 — 18,0 мм;
е)
труба диаметром 720 — 820 мм с толщиной стенки 18 мм и более, а также для труб
диаметром 1020 — 1420 мм с толщиной стенки более 21,0 мм;
ж)
труба диаметром 1020 — 1420 мм с толщиной стенки 11,0 — 21,0 мм.
Примечания. 1.
Разделка кромок применяется для типов сварки: ручной дуговой; односторонней
автоматической под флюсом; автоматической дуговой порошковой проволокой с
принудительным формированием (а и б); автоматической в среде защитных газов
(в); двусторонней автоматической под флюсом (г, д, е, ж).
2 . После газовой резки в монтажных условиях разделка кромок
должна соответствовать рис. а) независимо от толщины стенок труб.
В этом случае
величина притупления установлена в пределах 2 ± 1 мм, а угол скоса 35°-5.
3 . Приведенный на рис. 2 в пункте б размер В зависит от толщины стенки (табл. 12 ).
Таблица 12
Изменение размера В в зависимости от
толщины стенки трубы
|
Размер В, мм |
Толщина стенки трубы, мм |
|
7 |
Более 15 до 19 |
|
8 |
Более 19 до 21,5 |
|
10 |
Более 21,5 до 26 |
В случае изменения формы заводской
разделки кромок для последующей автоматической сварки в среде защитных газов
или двусторонней автоматической сварки под флюсом эта операция должна быть
выполнена механическим способом непосредственно перед сваркой.
8.1.14 .
Сборка и сварка спецсоединений захлестов, катушек, врезок и т.д. следует
производить в соответствии с Инструкцией по технологии сварки при выполнении
специальных монтажных работ.
8.2 . Ручная электродуговая сварка труб
8.2.1 .
Ручную электродуговую сварку труб следует выполнять с применением электродов,
указанных в разделе 6 настоящей карты.
8.2.2 .
Сварку первого корневого слоя шва электродами с целлюлозным покрытием ведут
постоянным током обратной или прямой полярности; сварку «горячего» прохода
электродами с целлюлозным покрытием; всех слоев шва электродами с основным
покрытием на постоянном токе обратной полярности.
8.2.3 .
Рекомендуемые значения сварочного тока при сварке электродами с основным
покрытием способом «на подъем» приведены в табл. 13
Таблица 13
|
Диаметр электродов, мм |
Величина сварочного тока в зависимости |
||
|
нижнее |
вертикальное |
потолочное |
|
|
2,0 — 2,5 |
50 — 70 |
30 — 50 |
40 — 50 |
|
3,0 — 3,25 |
100 — 130 |
100 — 130 |
90 — 110 |
|
4,0 |
170 — 200 |
160 — 180 |
150 — 180 |
|
5,0 |
210 — 250 |
180 — 200 |
8.2.4 .
Рекомендуемые значения сварочного тока при сварке электродами с целлюлозным и
основным видом покрытия способом «на спуск» приведены в табл. 14 .
Таблица 14
|
Диаметр электродов, мм |
Слой шва |
Величина сварочного тока в зависимости |
|||||
|
нижнее |
вертикальное |
потолочное |
|||||
|
Электроды с целлюлозным покрытием |
|||||||
|
3,0 — 3,25 |
1-ый |
90 — 110 |
90 — 110 |
80 — 100 |
|||
|
4,0 |
1-ый |
120 — 160 |
120 — 160 |
100 — 140 |
|||
|
4,0 |
2-ой |
150 — 180 |
150 — 170 |
140 — 170 |
|||
|
Электроды с основным видом покрытия марки |
|||||||
|
4,0 |
2-й |
170 — 210 |
160 — 180 |
150 — 180 |
|||
8.2.5 . При
вынужденных перерывах более трех минут время сварки первого (корневого) слоя
шва стык подогревается вновь.
При
несоблюдении этого правила стык вырезается и сваривается вновь.
8.2.6 .
«Горячий» проход является обязательной операцией при сварке корневого слоя шва
электродами с целлюлозным покрытием.
8.2.7 .
Время между сваркой корневого слоя шва и «горячего» прохода не должно превышать
пяти минут.
8.2.8 .
Скорость сварки «горячего» прохода целлюлозными электродами 18 — 20 м/ч, с
основным покрытиям не менее 22 м/ч.
8.2.9 .
Облицовочный слой сварного шва должен перекрывать основной металл в каждую
сторону на 2,5 — 3,5 мм и иметь усиление высотой 1 — 3 мм.
8.2.10 .
Стыки труб диаметром 1020 мм и более с нормативным пределом прочности 539 МПа
(55 кгс/мм2) и выше должны быть подварены изнутри электродами с
основным покрытием.
8.2.11 .
Подварку поворотных стыков, а также стыков разностенных труб выполняют по всему
периметру.
8.2.12 .
Подварку неповоротных стыков (в случае сварки корневого слоя электродами с
основным покрытием) осуществляют на нижней четверти периметра и на участках
стыка с непроваром, при сварке корневого слоя шва электродами с целлюлозным
покрытием производят только на участках с непроваром протяженностью более 15
мм.
8.2.13 .
Подварочный слой должен иметь усиление высотой 1 — 3 мм и шириной 8 — 10 мм.
8.2.14 .
Минимально допустимое количество слоев шва при ручной дуговой сварке стыков
труб приведены в табл. 15 .
Таблица 15
|
Толщина стенки трубы, мм |
Количество слоев шва при сварке |
|
|
с целлюлозным покрытием |
с |
|
|
до 10 |
3 |
2 |
|
10 — 15 |
4 |
3 |
|
15 — 20 |
5 |
4 |
|
20 — 25 |
6 |
5 |
8.2.15 .
Сварные соединения захлестов оставлять незаконченными не разрешается.
8.3 . Односторонняя автоматическая сварка и подварка под флюсом поворотных
стыков труб
8.3.1 .
Автоматическая сварка под флюсом заполняющих слоев шва применяется при
изготовлении секций труб диаметрами 720 — 1420 мм с толщиной стенки до 26 мм
включительно и автоматической подварке корня шва под флюсом труб диаметром 1020
— 1420 мм.
8.3.2 .
Подварку стыков следует выполнять в один слой по всему периметру проволокой
диаметром 3 или 4 мм.
Режимы
автоматической сварки под флюсом заполняющих слоев шва поворотных стыков труб
приведены в табл. 16.
Таблица 16
|
Диаметр трубы, мм |
Толщина стенки, мм |
Диаметр электродной проволоки, мм |
Слой шва |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
|
|
530 — 820 |
7 — 12,5 |
2 |
1-ый |
400 — 480 |
42 — 45 |
35 — 40 |
|
|
2-ой |
500 — 550 |
46 — 48 |
38 — 40 |
||||
|
3 |
1-ый |
550 — 650 |
44 — 46 |
35 — 50 |
|||
|
2-ой |
680 — 750 |
46 — 48 |
40 — 55 |
||||
|
последний |
|||||||
|
более |
3 |
1-ый |
550 — 650 |
44 — 46 |
35 — 50 |
||
|
2-ой |
660 — 750 |
46 — 48 |
40 — 55 |
||||
|
последний |
|||||||
|
1020- |
7 — 12,5 |
3 |
1-ый |
580 — 650 |
46 — 48 |
50 — 60 |
|
|
-1220 |
2-ой |
680 — 750 |
48 — 50 |
50 — 55 |
|||
|
4 |
1-ый |
900 — 1000 |
44 — 46 |
55 — 60 |
|||
|
2-ой |
1100 — 1150 |
46 — 48 |
55 — 65 |
||||
|
1020- |
более |
3 |
1-ый |
750 — 800 |
44 — 46 |
50 — 60 |
|
|
-1220 |
2-ой |
800 — 650 |
40 — 50 |
50 — 55 |
|||
|
последний |
|||||||
|
4 |
1-ый |
900 — 1000 |
44 — 46 |
55 — 60 |
|||
|
2-ой |
1100 — 1200 |
46 — 48 |
70 — 90 |
||||
|
последний |
|||||||
|
облицовочный |
1050 — 1150 |
46 — 48 |
55 — 60 |
||||
|
1420 |
9 — 16 |
3 |
1-ый |
750 — 800 |
44 — 46 |
50 — 60 |
|
|
2-ой |
800 — 850 |
46 — 48 |
50 — 60 |
||||
|
4 |
1-ый |
900 — 1000 |
44 — 46 |
55 — 60 |
|||
|
2-ой |
1050 — 1150 |
46 — 48 |
50 — 60 |
||||
|
1420 |
более |
3 |
1-ый |
750 — 600 |
44 — 46 |
50 — 55 |
|
|
2-ой |
800 — 850 |
45 — 47 |
50 — 55 |
||||
|
последний |
|||||||
|
облицовочный |
850 — 900 |
46 — 48 |
45 — 50 |
||||
|
4 |
1-ый |
900 — 1000 |
44 — 46 |
50 — 55 |
|||
|
2-ой |
1150 — 1200 |
46 — 48 |
70 — 90 |
||||
|
последний |
|||||||
|
облицовочный |
1050 — 1150 |
46 — 48 |
50 — 55 |
||||
Примечание. Ток
постоянный, полярность обратная.
Режимы
автоматической подварки под флюсом корневого слоя приведены в табл. 17.
Таблица 17
|
Схема выполнения подварки |
Диаметр электродной проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
|
Трубы из горячекатанных и нормализованных |
||||
|
После сварки |
3 |
450 — 500 |
45 — 47 |
25 — 28 |
|
4 |
550 — 600 |
44 — 46 |
30 — 40 |
|
|
После |
3 |
550 — 600 |
45 — 47 |
30 — 35 |
|
4 |
600 — 650 |
44 — 46 |
30 — 40 |
|
|
Трубы из термически упрочненных сталей |
||||
|
После сварки |
3 |
380 — 420 |
45 — 47 |
30 — 36 |
|
После завершения |
3 |
570 — 620 |
42 — 46 |
40 — 45 |
Примечание. Ток постоянный, полярность
обратная. Вылет электрода равен 0.
8.4 . Двусторонняя автоматическая сварка под флюсом поворотных стыков труб
8.4.1 .
Сварку поворотных стыков труб диаметрами 720 — 1420 мм выполняют на
трубосварочных базах типа БТС.
Режим
двусторонней автоматической сварки под флюсом поворотных стыков труб приведен в
табл. 18.
Таблица 18
|
Вид сварки |
Диаметр трубы, мм |
Толщина стенки, мм |
Слой шва |
Ток, А |
Напряжение, В |
Скорость сварки, м/ч |
|
Наружная |
20 — 820 |
7,5 — 11,0 |
1-ый |
550 — 700 |
42 — 46 |
33 — 45 |
|
720 — 820 |
11,0 — 18,0 |
1-ый |
550 — 650 |
42 — 46 |
30 — 40 |
|
|
последний |
600 — 700 |
44 — 48 |
35 — 40 |
|||
|
720 — 320 |
18 и более |
1-ый |
500 — 600 |
42 — 46 |
35 — 45 |
|
|
последний |
600 — 700 |
44 — 48 |
30 — 45 |
|||
|
1020 — 1220 |
9,0 — 11,0 |
1-ый |
600 — 700 |
45 — 48 |
35 — 45 |
|
|
1020 — 1220 1420 |
11,0 — 26,0 |
1-ый |
700 — 800 |
44 — 46 |
40 — 60 |
|
|
последний |
700 — 800 |
45 — 48 |
35 — 45 |
|||
|
1420 |
15,8-17,5 |
1-ый |
900 — 350 |
44 — 46 |
50 — 55 |
|
|
2-ой |
750 — 800 |
46 — 48 |
45 — 50 |
|||
|
1420 |
17,5 — 20,5 |
1-й |
950 — 1000 |
45 — 47 |
48 — 50 |
|
|
2-ой |
750 — 800 |
46 — 43 |
40 — 15 |
|||
|
Внутренняя |
720 — 1220 |
7,5 и более |
1-ый |
600 — 700 |
42 — 46 |
35 — 45 |
|
1220 — 1420 |
15,8 и |
1-ый |
750 — 800 |
42 — 46 |
40 — 50 |
Примечание. Диаметр электродной проволоки
3 мм при вылете электрода 40 — 50 мм.
8.4.2 .
Высота усиления внутреннего и наружного швов должна находиться в пределах 1 — 3
мм.
8.4.3 .
Геометрические размеры швов должны соответствовать схеме настоящей карты.
8.4.4 .
Запрещается скатывать сваренную плеть на мокрый грунт или снег до тех пор, пока
стык не остынет до температуры окружающей среды.
8.4.5 .
Режимы двусторонней автоматической сварки под флюсом поворотных стыков труб из
термически упрочненных сталей приведены в табл. 19 .
Таблица 19
|
Вид сварки |
Диаметр трубы, мм |
Толщина стенки, мм |
Слой шва |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
|
Наружная |
820 — 1226 |
7,0 — 15,0 |
1 |
570 — 620 |
42 — 46 |
40 — 45 |
|
2 |
620 — 670 |
44 — 48 |
45 — 50 |
|||
|
Внутренняя сварка |
1 |
600 — 720 |
46 — 46 |
38 — 42 |
Примечание.
Ток постоянный, полярность обратная. Электродная проволока диаметром 3 мм при
вылете электрода 40 — 50 мм.
8.5 . Автоматическая электродуговая сварка в среде
защитных газов
8.5.1 .
Сварка неповоротных стыков труб диаметрами 1220 — 1420 мм выполняется на
установках типа «Дуга».
8.5.2 .
Технологию сварок в среде защитных газов выполняется
в соответствии с
ВСН-2-124-80 в следующей последовательности:
сварку
наружного корневого слоя первым наружным автоматом начинают после того, как
внутренними головками будет сварено по 200 мм корневого слоя шва на первом
полупериметре;
сварку
вторым наружным автоматом начинают после того, как на втором полупериметре
стыка будет сварено 200 мм шва внутреннего корневого слоя.
8.5.3 .
Сварку всех наружных слоев шва выполняют одновременно двумя автоматами в
направлении сверху-вниз. При вынужденном перерыве сварки наружного корневого слоя
шва необходим подогрев стыка до 150 — 200 °С.
8.5.4 .
Рекомендуемое количество заполняющих слоев шва при сварке труб с различной
толщиной стенки приведены в табл. 21 .
Таблица 21
|
Толщина |
Количество заполняющих слоев |
|
до 13 включительно |
2 |
|
свыше 13 до 16,5 включительно |
3 |
|
свыше 16,5 до 19,5 включительно |
4 |
|
свыше 19,5 до 26 включительно |
5-6 |
8.5.4 . Перекрытия
участков внутреннего корневого шва, сваренных внутренними сварочными головками,
должно составлять на вертикальных и нижних участках 20 — 40 мм. Перекрытие
участков внутреннего корневого шва в потолочной части стыка не должно превышать
1 мм.
8.5.5 .
Режимы сварки внутреннего корневого слоя шва обеспечивают получение внутреннего
валика шириной 5 — 10 мм с усилением высотой
0 — 3 мм.
8.5.6 .
Высота усиления облицовочного слоя шва должна быть в пределах 1 — 3 мм.
8.5.7 . Допускается ослабление облицовочного
шва на вертикальных участках в виде «седловины». Ослабление шва в центре
«седловины» не должно быть ниже поверхности трубы.
8.5.8 .
Ширина облицовочного шва в зависимости от толщины стенки труб приведена в табл.
20
Таблица 20
|
Толщина |
Ширина облицовочного шва, мм |
|
10,5 — 13,5 |
11,5 + 3 — 1 |
|
15,2 — 16,5 |
13 + — |
|
19,5 |
14 +3 — |
Таблица 2 2
Режимы автоматической сварка в среде защитных
газов неповоротных стыков труб диаметром 1420 при толщине стенки 16,5 мм
|
Параметры |
Слой шва |
||||||
|
внутренний корневой |
наружный корневой |
заполняющий |
Облицовочный |
||||
|
первый |
второй |
третий |
|||||
|
Скорость |
60 — 75 |
48 — 30 |
25 — 35 |
25 — 35 |
25 — 35 |
25 — 35 |
|
|
Сварочный ток, А |
190 — 210 |
220 — 240 |
220 — 240 |
190 — 210 |
180 — 200 |
170 — 190 |
|
|
Напряжение, В |
20 — 22 |
22 — 24 |
22 — 24 |
20 — 22 |
20 — 22 |
19 — 21 |
|
|
Частота колебаний электрода, мин |
— |
— |
130 — 150 |
110 — 130 |
110 — 130 |
110 — 130 |
|
|
Амплитуда колебаний, мм |
— |
— |
4,0 |
5,6 |
6,3 |
8,1 |
|
|
Вылет электродной проволоки, мм |
9 |
9 |
12 |
10 |
10 |
10 |
|
|
Состав защитной газовой среды, % |
|||||||
|
аргон |
25 |
0 |
0 |
0 |
0 |
0 |
|
|
углекислый газ |
75 |
100 |
100 |
100 |
100 |
100 |
|
|
Расход газовой среды, л/мин |
40 |
30 |
30 |
30 |
30 |
30 |
|
Ток
постоянный, полярность обратная.
8.6 . Маркировка стыков и плетей
8.6.1 . Каждый
должен иметь клеймо сварщика, выполняющего сварку. Если сварку одного стыка
выполняют несколько сварщиков, то на каждом стыке должно быть проставлено
столько клейм, сколько их в данной бригаде (или одно клеймо, присвоенное всей
бригаде).
На
каждой секции, с одного торца наносят порядковый номер.
8.6.2 . На
стыки труб с нормативным значением временного сопротивления разрыву до 539 МПа
(55 кгс/мм2) шифр наносят механическим способом или наплавкой с нормативным
значением временного сопротивления равным 55 МПа (55 кгс/мм2) и
более маркируют несмываемой краской.
8.6.3 . При
сварке бригадой допускного стыка и получении положительных результатов
контроля, каждый сварщик получает право выполнять сварку только того слоя шва,
который им сварен на допускном стыке (в том числе и подварочного шва).
8.6.4 . В
журнале сварки труб отмечается:
номер
клейма бригады;
состав
бригады с указанием фамилии каждого сварщика;
номер
слоя, выполняемый каждым сварщиком;
условное
положение слоя по циферблату часов относительно хода продукта.
9 . ДЕФЕКТЫ СВАРНЫХ ШВОВ И ПРИЧИНЫ ИХ ОБРАЗОВАНИЯ
9.1 .
Дефектами сварных швов называются отклонения от требований технических условий,
снижающие качество сварного соединения (механические свойства, сплошность и
др.).
9.2 . По
природе образования дефекты сварных швов делятся на следующие группы:
механические
повреждения основного металла (вмятины, трещины, забоины, задиры, фасон
расслоения металла вблизи сварного шва и пр.);
дефекты,
связанные с плохой свариваемостью металла труб (склонность к образованию трещин
в околошовной зоне);
дефекты,
вызванные отклонением от состава и технологических свойств сварочных
материалов, а также нарушением технологии сварки (трещины, пористость швов,
шлаковые включения, плохое формирование швов и др.);
дефекты,
связанные с неправильным ведением процесса сварки (непровар, подрезы,
ослабление шва и др.);
дефекты,
появляющиеся в процессе эксплуатации.
9.3 . В
зависимости от расположения в шве дефекты делятся на:
внешние
(на поверхности шва);
внутренние
(наиболее часто находящиеся в корне шва);
параллельные
или направленные под углом к действующему в конструкции усилию;
перпендикулярные
или направленные под утлом около 90° к наибольшему растягивающему усилию.
9.4 .
Степень влияния дефектов на прочность сооружения в основном зависит от их
формы, глубины и расположения по отношению к направлению действующих усилий
(главных напряжений).
9.5 .
Наиболее опасны дефекты, имеющие вытянутую форму и острые очертания (трещины,
расположенные по оси шва, узкие глубокие непровары). Наличие любых трещин в
сварных швах совершенно недопустимо.
9.6 .
Наличие непроваров отрицательно сказывается на пластичности сварного шва,
особенно при его работе в условиях отрицательных температур.
9.7 .
Подрезы в околошовной зоне действуют в швах как концентраторы.
9.8 .
Цепочки и скопления пор приводят к резкому снижению пластичности, вязкости и
прочности наплавленного металла.
Таблица 2 3
Возможные дефекты при выполнении
электродуговой сварки
|
Характер |
Причины возникновения |
|
Непровар в корне шва выше допустимого |
1. мала сила тока, мала скорость подачи проволоки; велика скорость сварки 2. 3. 4. Велико 5. |
|
Сквозной прожог |
1. 2. 3. |
|
Трещины в шве |
Отклонение от норм химического состава |
|
Подрез кромок |
1. 2. 3. Велико |
|
Чрезмерное |
1. 2. Недостаточная величина разделки 3. |
|
Газовые поры и свищи выше допускаемых техническими |
1. 2. 3. Некондиционный флюс |
|
Непровар одной кромки |
Смещение электрода относительно оси |
|
Шлаковые включения, свыше допускаемых |
Недостаточно защищен шов от шлака |
Перед выполнением подварки необходимо
зачистить поверхности дефекта механическим способом до металлического блеска:
участки
со шлаковыми включениями отшлифовать и сварить вновь;
при
ремонте стыка с трещиной длиной до 50 мм засверливаются два отверстия на
расстоянии не менее 30 мм от краев трещины, дефектный участок отшлифовывается и
сваривается вновь в несколько слоев.
9.9 .
Ремонт стыков, которые выполнены любыми методами сварки, регламентированными
настоящей картой и ВСН-2-124-80, осуществляются ручной дуговой сваркой с
использованием технологии и сварочных материалов для сварки стыков труб из
примененной стали.
9.10 . Все
отремонтированные участки должны быть проконтролированы визуально, просвечены
рентгеновскими или гамма-лучами.
9.11 .
Повторный ремонт сварных стыков не допускается.
Схема 1
Проверка наружной
поверхности и внутренней полости труб
|
Состав контроля (что проверяется) |
Кто контролирует |
Периодичность (режим) контроля |
Техническое оснащение контроля |
Контролируемые показатели Допуски |
|
Наличие |
Бригадир |
Непрерывно по каждой трубе (сплошной |
Визуально Штангенциркуль Линейка |
Не 1. Дефекты а) царапины, б) вкатаны на концах глубиной до 3,5 % от диаметра трубы — с То же при σв — 55 кгс/мм2 в) забоины и задиры фасок глубиной до 5 мм — с применением 2. Кривизна труб не должна превышать 1,5 мм на 1 м длины 3. Овальность концов труб не должна превышать Не |
|
Журнал операционного контроля |
Прораб |
Выборочно в |
Визуально Штангенциркуль Линейка |
|
|
Степень очистки внутренней полости труб; овальности, кривизна |
Исполнитель |
Непрерывно в |
Визуально Проходной |
|
|
Журнал |
Мастер |
Непрерывно в |
Визуально Проходной |
Схем а 2
Подготовка кромок
под сварку
|
Состав контроля (что проверяется) Исполнительная документация |
Кто |
Периодичность (режим) контроля |
Техническое оснащение контроля |
Контролируемые показатели допуски |
|
Форма и размеры разделки кромок |
Исполнитель работ |
Непрерывно (по каждой трубе сплошной контроль) |
Штангенциркуль Шаблон |
Типы разделок кромок 1. 2. Наружную |
|
Журнал |
Мастер |
Непрерывно (по каждой трубе сплошной контроль) |
Штангенциркуль Шаблон |
|
|
Прораб |
Выборочно в местах, вызывающих сомнение |
Схема 3
Подготовка
сварочных материалов
|
Состав Исполнительная документация |
Кто контролирует |
Периодичность (режим) контроля |
Техническое оснащение контроля |
Контролируемые показатели Допуск |
||||
|
Наличие сертификатов, правила приемки, |
Мастер |
Каждую вновь поступающую партию |
Визуально |
Условия |
||||
|
Сварочные |
Температура |
Время |
||||||
|
Тип, |
вид |
|||||||
|
Прораб |
Выборочно |
Визуально |
||||||
|
Результаты испытаний |
Гл. сварщик управления |
При получении новой марки сварочных |
Лабораторный контроль |
Электроды Э-42; Э50 Э-42А 350А Э-60; Э70 |
Ц Б То -”- |
60 200 250 300 |
1,0 1,0 1,0 1,0 |
|
|
Режимы прокаливания электродов и флюсов, |
Мастер |
Постоянно |
Термометр Визуально |
Флюсы АН-348А АН-47 АН-22 Порошковая проволока ППАН-19 |
250 300 450 230 |
1,5 1,5 2,0 2,0 |
||
|
Журнал регистрации контроля сварочных материалов |
Прораб |
Выборочно |
Термометр Визуально |
Примечания. 1. Применение сварочных материалов без
сертификатов и ТУ на их поставку запрещается.
2 . Технические требования к сварочным
материалам приведены в разделе 6 настоящей карты и ВСН 2-124-80.
3 . Сварочные материалы рекомендуется хранить при температуре не
ниже + 15 º С.
Схема 4
Центровка и сборка стыка
|
Состав Исполнительная документация |
Кто контролирует |
Периодичность (режим) контроля |
Техническое оснащение контроля |
Контролируемые показатели Допуски |
||||||
|
Качество |
Исполнитель |
Непрерывно в |
Шаблон Линейка Щуп |
1. Соединение разностенных: труб при: |
||||||
|
разности |
наибольшей |
|||||||||
|
Не более 2,5 Не более 3,0 |
Не более 12,0 Более 12,0 |
|||||||||
|
2. 3. При 3 мм — в 2 мм — в |
||||||||||
|
Мастер |
Выборочно, но |
Шаблон Линейка Щуп |
||||||||
|
Прораб |
Выборочно, но |
Шаблон Линейка Щуп |
||||||||
|
Журнал операционного контроля |
||||||||||
|
4. Рекомендуемые величины зазоров |
||||||||||
|
Способ сварки |
Диаметр электрода, мм |
Величина зазора при толщине стенки, мм |
||||||||
|
до 8 |
8 — 10 |
10 и более |
||||||||
|
Ручная дуговая сварка электродами с основным |
2,0 — 3,25 |
2,0-3,0 |
— |
— |
||||||
|
3,0 — 3,25 |
— |
2,5-3,5 |
3,0-3,5 |
|||||||
|
Ручная дуговая сварка электродами с |
3,0 — 3,25 |
1,5-2,0 |
— |
— |
||||||
|
4,0 |
— |
1,5 — 2,5 |
1,5 — 2,5 |
|||||||
|
Двусторонняя автоматическая сварка под флюсом |
3,0-4,0 |
— |
0 — 1,0 |
0 — 1,0 |
||||||
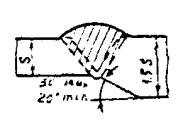
Схема 5
Подогрев стыкуемых кромок труб
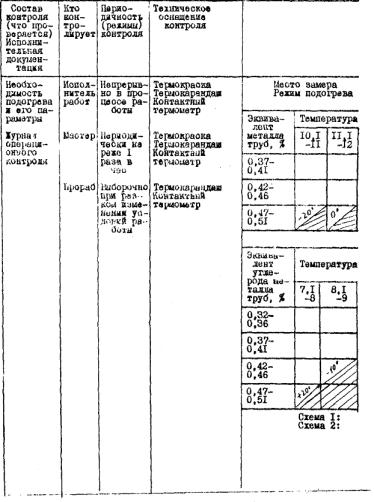
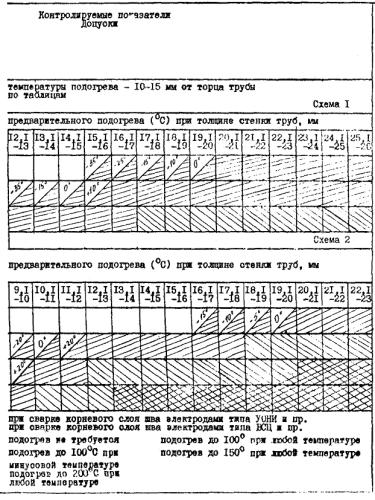
Схема 6
Сварка корневого слоя два поворотных стыков труб на базе
|
Состав контроля (что проверяется) |
Кто контролирует |
Периодичность (режим) контроля |
Техническое оснащение контроля |
Контролируемые показатели Допуски |
||||
|
Режим сварки |
Исполнитель |
Периодически |
Визуально Амперметр Вольтметр |
|||||
|
Диаметры электродов, мм |
Сварочный ток, А в зависимости от |
|||||||
|
нижнее |
вертикальное |
потолочное |
||||||
|
2,0 — 2,5 3,0 — 3,25 |
50 — 70 100 — 130 |
30 — 50 100 — 130 |
40 — 50 90 — 110 |
|||||
|
4,0 |
170 — 200 |
160 — 180 |
150 — 180 |
|||||
|
Исправность |
Мастер |
Периодически |
То же |
5,0 |
210 — 250 |
180 — 200 |
— |
|
|
Примечания. 1. Сварку следует выполнять 2. Рекомендуемые 3. Ток |
||||||||
|
Сварочный журнал |
Прораб |
То же |
-”- |
Схема 7
Ручная электродуговая подварка корня шва
|
Состав контроля (что проверяется) |
Кто контролирует |
Периодичность (режим) контроля |
Техническое оснащение контроля |
Контролируемые показатели д опуски |
|||||
|
Режим сварки |
Исполнитель |
Периодически |
Визуально Амперметр Вольтметр |
Режим подварки корня шва |
|||||
|
Марка электрода |
Диаметр электрода, мм |
Способ сварки |
Сварочный ток А в зависимости от сварочного |
||||||
|
Исправность |
Прораб |
Периодически |
То же |
нижнее |
вертикальное |
потолочное |
|||
|
Прораб |
работе Выборочно |
-”- |
УОНИ 13/55 ГАРАНТ Фокс ЕВ50 |
4 |
«на подъем» |
170 — 200 |
160 — 180 |
150 — 180 |
|
|
Параметры и Сварочный Журнал |
Исполнитель |
Непрерывно, |
-”- |
Примечания. 1. Стыки труб диаметром 1020 мм и 2. Подварка |
Схема 8
Автоматическая подварка корня шва поворотных стыков на базе
|
Состав контроля (что проверяется) |
Кто контролирует |
Периодичность (режим) контроля |
Техническое оснащение контроля |
Контролируемые показатели Допуски |
||||||||
|
Режим сварки (вылет, |
Исполнитель |
Непрерывно в |
Визуально |
Автоматическая |
||||||||
|
Мастер |
работы Периодически в процессе работы |
То же |
Схема выполнения подварки |
Диаметр |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Вылет |
Смещение с надира в наставлении вращения |
|||
|
Прораб |
Выборочно |
-“- |
||||||||||
|
трубы из |
||||||||||||
|
Параметры |
Исполнитель работ |
Периодически |
Визуально Шаблон |
После |
3 |
450 — 500 |
45 — 47 |
25 — 38 |
до 30 |
30 — 35 |
||
|
сварки корня |
4 |
550 — 600 |
44 — 46 |
30 — 40 |
40 — 50 |
30 — 50 |
||||||
|
Сварочный журнал Журнал операционного контроля |
Мастер |
Выборочно |
-”- |
После завершения всех наружных слоев шва |
3 4 |
550 — 600 600 — 650 |
45 — 47 44 — 46 |
30 — 36 30 — 40 |
до 30 40 — 50 |
30 — 50 30 — 50 |
||
|
После сварки |
3 |
380 — 420 |
45 — 47 |
30 — 36 |
до 30 |
30 — 50 |
||||||
|
После |
3 |
570 — 620 |
42 — 46 |
40 — 45 |
до 30 |
30 — 50 |
||||||
Примечание. Ток
постоянный, полярность обратная. Усиление шва не менее 1 мм и не более 2 мм.
Ширина шва в зависимости от толщины стенки трубы 18 — 24 мм. Глубина
проплавления не должна превышать 50 % толщины стенки трубы, но не более 7 мм.
Сведение осей наружных и внутренних слоев шва от условной оси стыка не должно
превышать 1 мм.
Схема 9
Сварка корневого слоя шва и «горячего» прохода неповоротных стыков
|
Состав контроля (что проверяется) |
Кто контролирует |
Периодичность (режим контроля) |
Техническое оснащение контроля |
Контролируемые показатели Допуски |
|||||||
|
Технология и |
Исполнитель |
Периодически |
Визуально Амперметр Вольтметр |
Выбор электродов в соответствии с ВСН 2-124-80 и разделом 6 настоящей Рекомендуемые значения сварочного тока |
|||||||
|
Диаметр электродов, мм |
Способ сварки |
Слой |
Сварочный ток А при положении шва |
Марка электродов |
|||||||
|
Мастер |
Периодически |
То же |
нижнее |
вертикальное |
потолочное |
||||||
|
Прораб |
Выборочно (при |
Визуально |
3,25 |
« на спуск » |
I |
90 — 110 |
90 — 110 |
80 — 110 |
ВСЦ-4 с |
||
|
Параметры и |
Исполнитель |
Периодически (после |
Визуально |
4,0 |
То же |
I |
120 — 160 |
120 — 160 |
100 — 140 |
ФЛИТВЕЛЬД 5П |
|
|
4,0 |
-”- ( « горячий проход » ) |
II |
150 — 180 |
150 — 170 |
140 — 170 |
||||||
|
Мастер |
Выборочно, не |
Визуально Шаблон |
2,0 — 2,5 |
« на подъем» |
I |
50 — 70 |
30 — 50 |
40 — 50 |
УОНИ-13/45, |
||
|
3,0 — 3,25 |
«на подъем» |
I |
100 — 130 |
100 — 130 |
90 — 110 |
Гарант с основным |
|||||
|
Сварочный |
Прораб |
Выборочно |
Визуально Шаблон |
4,0 |
То же |
I |
170 — 200 |
160 — 180 |
150 — 180 |
||
|
Журнал |
4,0 |
« на спуск » («горячий |
II |
170 — 120 |
160 — 180 |
150 — 180 |
ВСФС 50 с |
Примечание. Ток
постоянный, полярность обратная. Вынужденный перерыв при сварке корня шва не
более 3 мин. Время между окончанием сварки корневого шва и началом выполнения
«горячего» прохода не более 5 мин.
2 . Выбор
электродов в соответствии с ВСН 2-124-80 и разделом 6 настоящей
карты.
Схема 10
Односторонняя автоматическая сварка под флюсом заполняющих слоев шва
поворотных стыков труб (установки типа ПАУ)
|
Состав контроля (что проверяется) |
Кто контролирует |
Периодичность (режим контроля) |
Техническое оснащение контроля |
Контролируемые показатели Допуски |
|||||||||||
|
Диаметр трубы, мм |
Толщина стенки, мм |
Диаметр электрода, мм |
Слой шва |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Вылет |
Смещение электрода с зенита, мм |
|||||||
|
Режимы сварки |
Прораб |
Выборочно |
530 — 820 |
7 — 12,5 |
2 |
1-ый |
400 — 480 |
42 — 45 |
35 — 40 |
30 — 35 |
60 — 80 |
||||
|
2-ой и |
500 — 550 |
46 — 48 |
38 — 40 |
40 — 50 |
|||||||||||
|
3 |
1-ый 2-ой и |
550 — 650 680 — 750 |
44 — 46 46 — 48 |
35 — 50 40 — 55 |
40 — 45 |
40 — 60 30 — 40 |
|||||||||
|
более 12,5 |
3 |
1-ый |
550 — 650 |
44 — 46 |
35 — 50 |
40 — 60 |
|||||||||
|
2-ой и |
680 — 750 |
46 — 48 |
40 — 55 |
40 — 45 |
30 — 40 |
||||||||||
|
3 |
1-ый 2-ой и |
580 — 650 680 — 750 |
46 — 48 48 — 50 |
50 — 60 50 — 55 |
40 — 45 |
60 — 80 40 — 60 |
|||||||||
|
1020 — 1220 |
7 — 12,5 |
1-ый |
900 — 1000 |
44 — 46 |
55 — 60 |
40 — 50 |
60 — 80 |
||||||||
|
4 |
2-ой |
1000 — 1150 |
46 — 48 |
55 — 65 |
40 — 50 |
40 — 60 |
|||||||||
|
3 |
1-ый |
750 — 800 |
44 — 46 |
50 — 60 |
10 — 45 |
60 — 80 |
|||||||||
|
2-ой и |
800 — 850 |
48 — 50 |
50 — 55 |
40 — 60 |
|||||||||||
|
1-ый |
900 — 1000 |
44 — 46 |
55 — 60 |
40 — 50 |
60 — 80: |
||||||||||
|
1020 — 1220 |
Более 12,5 |
4 |
2-ой и |
1100 — 1200 |
46 — 48 |
70 — 90 |
10 — 30 |
140 — 60 |
|||||||
|
облицовочный |
1050 — 1150 |
46 — 48 |
55 — 60 |
40 — 50 |
40 — 60 |
||||||||||
|
3 |
3 |
1-ый |
750 — 800 |
44 — 46 |
50 — 60 |
40 — 45 |
80 — 100 |
||||||||
|
2-ой |
800 — 850 |
46 — 46 |
50 — 60 |
40 — 80 |
|||||||||||
|
1420 |
9 — 16 |
4 |
1-ый |
900 — 1000 |
44 — 46 |
50 — 60 |
40 — 50 |
80 — 100 |
|||||||
|
2-ой |
1050 — 1150 |
46 — 48 |
50 — 60 |
40 — 50 |
40 — 80 |
||||||||||
Примечание.
Технология сварки и контролируемые показатели должны соответствовать
требованиям ВСН 2-124-80 и раздела У настоящей карты.
Продолжение
схемы 10
|
Состав |
Кто контролирует |
Периодичность (режим) контроля |
Техническое оснащение контроля |
Контролируемые показатели Допуски |
|||||||||||||||
|
Диаметр трубы, мм |
Толщина стенки, мм |
Диаметр электрода, мм |
Слои шва |
Сварочный ток, |
Напряжение, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
Смещение электрода с зенита, мм |
|||||||||||
|
1420 |
более |
3 |
1-ый 2-ой и |
750 — 800 800 — 850 |
44 — 46 45 — 47 |
50 — 55 50 — 55 |
40 — 45 |
60 — 100 60 — 80 |
|||||||||||
|
850 — 900 |
46 — 48 |
45 — 50 |
40 — 45 |
40 — 80 |
|||||||||||||||
|
4 |
1-ый 2-ой и последний облицов. |
900 — 1000 |
44 — 46 |
50 — 55 |
40 — 50 |
80 — 100 |
|||||||||||||
|
1150 — 1200 |
46 — 48 |
70 — 90 |
40 — 50 |
60 — 80 |
|||||||||||||||
|
1050 — 1150 |
46 — 48 |
50 — 55 |
40 — 50 |
40 — 80 |
|||||||||||||||
|
При силе тока |
|||||||||||||||||||
|
Толщина стенки трубы, мм |
Вид |
Ширина сварного шва, не более, мм |
|||||||||||||||||
|
7 — 8 |
а |
14 ± 4 |
|||||||||||||||||
|
8 — 12 |
а |
20 ± 4 |
|||||||||||||||||
|
12 — 16 |
а |
24 ± 4 |
|||||||||||||||||
|
15 — 20,5 |
б |
26 ± 4 |
|||||||||||||||||
|
20,5 — 28 |
б |
32 ± 4 |
|||||||||||||||||
|
26 — 32 |
б |
34 ± 4 |
|||||||||||||||||
|
Параметра и внешний вид шва |
Исполнитель |
Периодически (после сварки) |
Шаблон Линейка |
||||||||||||||||
|
Диаметр трубы, мм |
Толщина стенки трубы, мм |
Минимальное число наружных слоев |
Ширина на последнем слое, им |
||||||||||||||||
|
Мастер |
100 % стыков |
Шаблон Линейка |
наружного шва |
внутреннего шва |
|||||||||||||||
|
720 |
7,5 — 11,5 |
1 |
18 ± 3 |
18 ± 3 |
|||||||||||||||
|
Сварочный журнал |
Прораб |
Выборочно 1 |
Шаблон Линейка |
11,5 — 15,0 |
2 |
20 ± 3 |
18 ± 3 |
||||||||||||
|
15,0 — 17,5 |
3 |
20 ± 3 |
18 ± 3 |
||||||||||||||||
|
17,5 — 22,0 |
3 |
22 ± 4 |
22 ± 4 |
||||||||||||||||
|
820 |
8,0 — 11,5 |
1 |
18 ± 3 |
18 ± 3 |
|||||||||||||||
|
11,5 — 15,0 |
2 |
20 ± 3 |
18 ± 3 |
||||||||||||||||
|
Журнал операционного контроля |
1020 — 1220 |
10,5 — 11,5 |
1 |
18 ± 3 |
18 ± 3 |
||||||||||||||
|
11,5 — 17,5 |
2 |
18 ± 3 |
18 ± 3 |
||||||||||||||||
|
17,5 — 21,5 |
2 |
22 ± 4 |
|||||||||||||||||
|
21,5 — 22,0 |
3 |
22 ± 4 |
22 ± 4 |
||||||||||||||||
|
22,0 — 26,0 |
4 |
24 ± 4 |
24 ± 4 |
||||||||||||||||
|
1420 |
15,8 — 20,5 |
2 |
22 ± 4 |
22 ± 4 |
|||||||||||||||
|
20,5 — 24,0 |
3 |
24 ± 4 |
24 ± 4 |
||||||||||||||||
Примечания. 1.
Рекомендуемое количество наружных слоев и ширина шва на последнем слое в
зависимости от диаметра и толщины стыка труб.
2.
Величина усиления внутреннего и наружного шва должна находиться в пределах 1 —
3 мм.
Схема 11
Двусторонняя автоматическая сварка под флюсом поворотных стыков труб
(базы типа БТС)
|
Состав |
Кто контролирует |
Периодичность (режим) контроля |
Техническое оснащение контроля |
Контролируемые показатели Допуски |
||||||||||
|
Диаметр |
Толщина |
Вид разделки |
Номер слоя шва |
Ток, А |
Напряжение, В |
Скорость сварки м/ч |
Угол наклона |
Смещение электрода с зенита, мм |
||||||
|
Наружная сварка |
против вращения |
|||||||||||||
|
Прораб |
Выборочно |
Визуально |
7,5 — 11,0 |
г |
1 |
550 — 700 |
42 — 46 |
35 — 45 |
до 30 |
30 — 50 |
||||
|
720 — 820 |
11,0 — |
а |
1 |
550 — 650 |
42 — 46 |
30 — 40 |
до 30 |
30 — 35 |
||||||
|
поел. |
600 — 700 |
44 — 48 |
35 — 40 |
до 30 |
20 — 40 |
|||||||||
|
18,0 и |
д |
1 |
500 — 600 |
42 — 46 |
35 — 45 |
до 30 |
30 — 50 |
|||||||
|
поел. |
600 — 700 |
44 — 48 |
30 — 45 |
до 30 |
26 — 40 |
|||||||||
|
1020 — 1220 |
9,0 — 11,0 |
г |
1 |
600 — 700 |
45 — 48 |
35 — 45 |
до 15 |
50 — 70 |
||||||
|
1020 — 1420 |
11,0 — 26,0 |
ж |
1 |
700 — 800 |
44 — 46 |
40 — 50 |
до 15 |
50 — 70 |
||||||
|
е |
посл. |
700 — 800 |
45 — 48 |
35 — 45 |
до 15 |
40 — 50 |
||||||||
|
1420 |
15,8 — 17,5 |
ж |
1 |
900 — 950 |
44 — 46 |
50 — 55 |
до 15 |
60 — 80 |
||||||
|
2 |
750 — 800 |
46 — 48 |
45 — 50 |
до 15 |
60 — 60 |
|||||||||
|
17,5 — 20,5 |
ж |
1 |
950 — 1000 |
45 — 47 |
48 — 50 |
до 30 |
40 — 60 |
|||||||
|
2 |
750 — 800 |
46 — 48 |
40 — 45 |
до 30 |
70 — 90 |
|||||||||
|
720 — 1220 |
7,5 и более |
1 |
600 — 700 |
42 — 46 |
35 — 45 |
до 10 |
15 — 20 |
|||||||
|
1220 — 1420 |
15,8 и |
2 |
750 — 800 |
42 — 46 |
40 — 50 |
до 20 |
15 — 25 |
|||||||
Примечания. 1. Технология
сварки и контролируемые показатели должны соответствовать требованиям ВСН
2-124-80 и раздела 8 настоящей карты.
2 . Вид
разделки на схеме настоящей карта. Ток постоянный, полярность обратная. Диаметр
электродной проволоки 8 мм.
Схема 12
Автоматическая сварка в среде защитных газов неповоротных стыков труб диаметром 1420 при толщине стыка 16,5 мм
(установка типа «Дуга» — « GRC »)
|
Состав |
Кто контролирует |
Периодичность (режим) контроля |
Техническое оснащение контроля |
Контролируемые показатели Допуски |
||||||
|
Технология сварки |
Исполнитель работ |
Непрерывно в процессе работы |
Визуально Амперметр Вольтметр |
|||||||
|
Параметры режима |
Слои |
облицовочный |
||||||||
|
Внутренний корневой |
наружный корневой |
заполняющий |
||||||||
|
первый |
второй |
третий |
||||||||
|
Режим |
Мастер |
Периодически |
То |
Скорость |
60 — 75 |
48 — 50 |
25 — 35 |
25 — 35 |
25 — 35 |
25 — 35 |
|
Прораб |
Выборочно |
Визуально |
Сварочный ток, А |
190 — 210 |
220 — 240 |
220 — 24 |
190 — 210 |
180 — 200 |
170 — 190 |
|
|
Напряжение, В |
20 — 22 |
22 — 24 |
22 — 24 |
20 — 22 |
20 — 22 |
19 — 21 |
||||
|
Частота колебаний электрода, мин |
— |
— |
130 — 150 |
110 — 130 |
110 — 130 |
110 — 130 |
||||
|
Амплитуда колебаний, мм |
— |
— |
4,0 |
5,6 |
6,3 |
8,1 |
||||
|
Вылет электродной проволоки, мм |
9 |
9 |
12 |
10 |
10 |
10 |
Примечания. 1.
Контролируемые показатели и технология должны соответствовать требованиям ВСН
2-124-80 и разделу 8 настоящей карты.
2 . Ток постоянный, полярность обратная.
Продолжение
схемы 12
|
Состав контроля |
Кто контролирует |
Периодичность (режим) контроля |
Техническое оснащение контроля |
Контролируемые показатели Допуски |
|
|
Параметры и внешний вид шва |
Исполнитель работ |
Периодически (после сварки шва) |
Шаблон Линейка |
Ширина |
|
|
Мастер |
100 % |
То же |
Толщина стенки труб, мм |
Ширина облицовочного шва, мм |
|
|
10,5 — 13,5 |
11,5 + 3 — 1 |
||||
|
Сварочный журнал |
Прораб |
Выборочно 1 — 2 |
-”- |
15,2 — 16,5 |
13 + 3 — 1 |
|
раза в смену |
19,5 |
14 + 3 — 1 |
|||
|
Журнал операционного контроля |
Усиление Внутренний усиление — |
Приложения
Документы,
приведенные в приложениях, взяты из Законодательства о капитальном
строительстве, т. 8 (М., Юридическая литература. 1980)
1. ПРИМЕРНОЕ
ПОЛОЖЕНИЕ О БРИГАДИРЕ И БРИГАДЕ В СТРОИТЕЛЬСТВЕ1)
1) Госстрой СССР
направил министерствам и ведомствам Примерное положение, разработанное с
участием строительных министерств и ведомств на основе Типового положения о
производственной бригаде и бригадире, утвержденного Постановлением Госкомтруда
и Секретариата ВЦСПС от 15 декабря 1975 г. № 297/29.
Приложение к письму Госстроя СССР от 22
апреля 1977 года № ВИ-1976-3
1. Общие положения
1.1 .
Бригада является одной из прогрессивных коллективных форм организации труда,
наиболее полно отвечающей современным требованиям научно-технического прогресса
и задачам повышения эффективности производства. Бригадная форма работы создает
более широкие возможности для применения научной организации труда, повышения
его содержательности, ускорения роста производительности трудя и улучшения качества
продукции (работ, услуг). Бригадная форма развивает у членов бригады чувство
коллективизма, товарищескую взаимопомощь, творческую активность, способствует
воспитанию коммунистического отношения к труду.
В
бригаду объединяются рабочие для совместного и согласованного выполнения общего
производственного задания. Совместная работа членов бригады должна создавать
законченную продукцию или ее часть.
Положение
о бригадире в строительстве, утвержденное Госстроем СССР 29 июня 1957 г. (см.
Законодательство о капитальном строительстве, Вып. 2, 1969, с. 161 — 162)
утратило силу согласно Постановлению Госстроя СССР от 20.05.1980 г. № 70.
1.2 .
Бригада образуется в соответствии с приказом (распоряжением) руководителя строительно-монтажной
организации либо по его поручению распоряжением начальника участка.
1.3 . Для
более широкого привлечения рабочих к управлению производством в крупных
бригадах может создаваться совет бригады, избираемой ее членами открытым
голосованием.
Совет
(собрание, производственное совещание) бригады рассматривает вопросы
совершенствования внутрибригадной организации труда, хозяйственного расчета,
развития социалистического соревнования, выполнения производственных заданий,
соблюдения технологической и трудовой дисциплины, обеспечения безопасности
труда, повышения качества продукции и другие.
Предложения,
выработанные в бригаде, вносятся на рассмотрение мастера (производителя работ).
1.4 .
Бригаду возглавляет бригадир, назначаемый из числа передовых, наиболее
квалифицированных рабочих, обладающих организаторскими способностями.
Назначение бригадира производится приказом (распоряжением) руководителя
строительно-монтажной организации, строительного участка по представлению
мастера (производителя работ).
Бригадир
подчиняется мастеру (производителю работ), а при его отсутствии — другому
руководителю.
1.5 .
Бригадир работает в бригаде в качестве рабочего по своей специальности, уделяя
необходимое время руководству бригадой.
1.6 .
Бригадир наряду со знаниями, предусмотренными по его профессии в
тарифно-квалификационном справочнике работ и профессий рабочих, занятых в
строительстве и на ремонтно-строительных работах, должен знать: технологию
производства, организацию, оплату и нормы труда, применяемые в бригаде; правила
производства и приемки работ, формы и условия применения бригадного
хозяйственного расчета; требования, предъявляемые к качеству
строительно-монтажных работ, а также к строительным материалам, изделиям и
конструкциям, используемым на рабочих местах бригады; номенклатуру
приспособлений и оснастки, необходимые для производства работ; правила
эксплуатации ручного и механизированного инструмента, приспособлений и
инвентаря; инструкции по охране труда, технике безопасности, промышленной
санитарии и противопожарной безопасности при выполнении работ, порученных
бригаде; должны уметь читать рабочие чертежи и монтажные схемы, пользоваться
нормами и расценками на строительные и монтажные работы, применять документации
по организации труда (технологические карты, карты трудовых процессов
строительного производства) и калькуляции трудовых затрат, производить замеры
выполненных бригадой работ.
1.7 . Для
более широкого обмена передовым опытом производственной и воспитательной
работы, организация социалистического соревнования в строительных организациях
может создаваться совет бригадиров, который избирается общим собранием
бригадиров.
2 . Организация и оплата
труда в бригадах
2.1 .
Организационные формы бригад, их численный и квалификационный состав
устанавливаются исходя из содержания и характера производственного процесса,
принятой технологии производства строительно-монтажных работ, объема, сложности
и сроков их выполнения, требований научной организации труда и производства,
применяемых технических и организационных средств, достигнутого уровня
выполнения норм выработки, заданий по росту производительности труда,
материально-технического обеспечения рабочих мест и других факторов.
Бригады
могут быть специализированными и комплексными.
Специализированная
бригада объединяет, как правило, рабочих одной профессии, занятых на однородных
технологических процессах (видах работ).
Комплексная
бригада организуется из рабочих различных профессий для выполнения комплекса
технологически разнородных, но взаимосвязанных работ, охватывающих полный цикл
производства или его законченную часть.
Для
обеспечения взаимозаменяемости и расширения совмещения профессий рабочие
комплексных бригад, как правило, должны уметь выполнять работы по одной или
нескольким смежным профессиям.
2.2 . В
зависимости от условий производства и организации труда крупные бригады могут
делиться на звенья (в т.ч. специализированные) для выполнения отдельных видов
работ и для работы в нескольких сменах.
2.3 .
Каждой бригаде устанавливаются производственные (нормированные) задания по
выполнению строительно-монтажных работ в соответствия с рабочими чертежами и
действующими строительными нормами и правилам и создаются необходимые
организационно-технические условия для их выполнения.
В
целях повышения экономической эффективности строительного производства,
развития инициативы и расширения участия рабочих в управлении производством
бригады должны, как правило, переводиться на хозяйственный расчет в
соответствии с действующим Положением о новой форме бригадного хозяйственного расчета
в строительстве бригадном
подряде.
При этом бригадам могут устанавливаться плановые показатели по росту
производительности труда, экономии материалов, топлива, электроэнергии,
улучшению использования строительных машин и механизмов и других.
2.4 . Оплата
труда рабочих строительных бригад осуществляется в соответствии с действующими
тарифными ставками, сдельными расценками, месячными окладами и положениями о
материальном стимулировании.
Сдельная
оплата труда применяется в основном в сочетании с премированием за выполнение и
перевыполнение установленных бригаде количественных и качественных
производственных показателей (сдельно-премиальная система оплаты труда), по
аккордным нарядам, составленным за весь комплекс основных и вспомогательных
работ, с премированием за его выполнение в установленный срок и досрочно. При
повременной оплате труда должны применяться нормированные задания (нормы
обслуживания, нормативы численности) с премированием за их качественное и
своевременное выполнение.
В
целях усиления материальной заинтересованности рабочих и улучшения работы
бригады, упрощения учета выработки продукции начисление им заработной платы
должно осуществляться, как правило, по конечным результатам работы.
Распределение коллективного заработка между
членами бригады, а также доплата бригадирам производится в соответствии с
действующим законодательством.
3 . Права и обязанности бригадира1)
1) При работе
бригады в несколько смен в помощь бригадиру, обязанности и права которого
определены настоящим Положением, можно назначать сменных бригадиров.
Бригадирами назначается наиболее квалифицированные рабочие.
3.1 .
Основные обязанности бригадира:
организовать
в бригаде труд с учетом требований его научной организации, добиваться расширения
совмещения профессий, внедрения поточно-расчлененных и других прогрессивных
форм организации и методов труда с тем, чтобы обеспечить постоянный рост
производительности труда, выполнение в установленный срок и досрочно
производственных заданий при высоком качестве работ, рациональное использование
строи тельных нажин и механизмов, экономию и сохранность строительных
материалов, конструкций и изделий;
своевременно
доводить производственные задания до рабочих бригады, производить их
расстановку в соответствии с технологическим (производственном) процессом и
квалификацией;
осуществлять
контроль за соблюдением членами бригады правил производства строительных и
монтажных работ, правил техники безопасности, выполнением производственных
заданий, за качеством выполняемых бригадой работ и принимать меры к исправлению
обнаруженных дефектов и недостатков в работе, производить приемку работ,
выполненных членами бригады;
проверять
подготовленность фронта работ и обеспеченность рабочих мест материалами,
инструментом, приспособлениями, принимать необходимые меры по предупреждению и
ликвидации простоев, аварий, поломок инструмента, инвентаря и приспособлений и
других неполадок;
содействовать
внедрению и развитию бригадного хозяйственного расчета, добиваться наибольшего
экономического аффекта на основе совершенствования организация труда,
рационального использования машин, механизмов, инструмента и материалов;
развивать
и поддерживать инициативу рабочих бригад по снижению трудоемкости работ,
всемерно добиваться внедрения технически обоснованных норм трудовых затрат,
вносить предложения по пересмотру устаревших и ошибочно установленных норм
выработки, помогать членам бригады осваивать новые нормы разъяснять им условия
работы и оплаты труда;
систематически
повышать свой идейно-политический и культурно-технический уровень. Личным
примером воспитывать у рабочих бригады коммунистическое отношение к труду,
бережливое отношение к социалистической собственности;
совместно
с профгрупоргом организовывать социалистические соревнование в бригаде,
укреплять трудовую и производственную дисциплину, всемерно способствовать
повышению квалификации и экономических знаний членов бригады, развитию
изобретательности и рационализации.
3.2 .
Неисполнение или ненадлежащее исполнение по вине бригадира возложенных на него
обязанностей влечет за собой применение мер общественного воздействия или
наложение дисциплинарного взыскания в соответствии с действующим
законодательством.
3.3 .
Бригадир имеет право:
принимать
участие в разработке текущих, перспективных и встречных планов бригады;
давать
рабочим бригады необходимые указания по производству работ, имеющие для них
обязательный характер;
вносить
совместно с мастером (производителем работ), а при его отсутствии другим
руководителем предложения о зачислении рабочих в бригаду и исключения из нее с
учетом мнения бригады;
приостанавливать
работу в тех случаях, когда нарушение правил по технике безопасности может
повлечь за собой угрозу здоровью или жизни рабочих, с немедленным сообщением об
этом мастеру (производителю работ), а при его отсутствии другому руководителю;
представлять
совместно с профгруппоргом мастеру (производителю работ), а при его отсутствии
другому руководителю предложения:
а)
о присвоении или повышении рабочих в установленном порядке квалификационных
разрядов;
б)
о моральном и материальном поощрении членов бригады, в том числе о премировании
из фонда мастера;
в)
о лишении или снижении размера премий, вознаграждения по итогам работы
строительно-монтажных организаций отдельным членам бригады и соответствии с
действующими положениями;
г)
о применении мер общественного воздействия или наложении дисциплинарных
взысканий на отдельных членов бригады за неисполнение ими обязанностей,
возложенных на них правилами внутреннего трудового распорядка.
3.4 .
Права и обязанности звеньевых определяются ведомственными положениями о
производственной бригаде и бригадире соответствующими инструкциями,
утвержденными руководителем предприятия.
2 . ПРИМЕРНОЕ ПОЛОЖЕНИЕ О
МАСТЕРЕ ПРОИЗВОДСТВЕННОГО УЧАСТКА СТРОИТЕЛЬНО-МОНТАЖНОЙ ОРГАНИЗАЦИИ1)
1) Примерное положение направлено Госстроем СССР министерствам и
ведомствам СССР для обеспечения единого подхода при подготовке и утверждении
ими соответствующих положений для линейных работников в строительстве.
Положение
о мастере в строительстве, утвержденное Госстроем СССР 29 июня 1957 г. (см.
Законодательство о капитальном строительстве. Вып. 2, 1969. с. 156 — 161)
утратило силу согласно постановлению Госстроя СССР от 20 мая 1980 г. № 70.
Одобрено
и рекомендовано Госстроем СССР
30 ноября 1977 г. за №
ВИ-5599-3 (Сборник примерных положений о должностях линейных
инженерно-технических работников строительного производства, Стройиздат, 1979
г.)
Общие
положения
3.1 .
Мастер является непосредственным руководителем и организатором труда и
производства на участке строительных или монтажных работ. Участок мастера
создается для выполнения на объекте комплекса технологически взаимосвязанных
работ, например: земляных, бетонных, нулевого цикла, кирпичной кладки с сопутствующими
монтажными работами, штукатурных, малярных, санитарно-технических др. Объем,
характер работ и численность рабочих на участке мастера определяет руководитель
соответствующей строительно-монтажной организации.
3.2 .
Мастер возглавляет первичный трудовой коллектив, состоящий из комплексной или
специализированных бригад, закрепленных за ним, и перемещается с объекта на
объект вместе с ними. Руководство коллективом мастер осуществляет на принципах
единоначалия.
3.3 .
Мастер назначается, перемещается и освобождается от занимаемой должности
приказом руководителя строительно-монтажной организации.
3.4 .
Руководитель организации по согласованию с соответствующим комитетом профсоюза
может присвоить мастерам звание «мастер I класса» и «мастер II класса» с установлением
надбавки к заработной плате (% и должностному окладу): от 20 до 30 — мастеру I класса и от 10 до 15 —
мастеру II
класса. Порядок присвоения указанных званий определен Типовым положением,
утвержденным постановлением Госкомтруда СССР и ВЦСПС от 15 июня 1977 г.
3.5 .
Мастер подчиняется непосредственно производителю (старшему производителю)
работ. Все распоряжения, относящиеся к производственной деятельности участка,
передаются для исполнения рабочим через мастера.
3.6 .
Мастер должен знать: Строительные нормы и правила (СНиП); правила по охране
труда, технике безопасности, противопожарной защите; основы экономики,
организации труда и производства, трудового законодательства; технологию
производства строительных и монтажных работ; технические характеристики
применяемых строительных машин, механизированного инструмента и приспособлений;
правила работы с геодезическим инструментом; методы хозяйственного расчета;
нормы и расценки на выполняемые работы; положения об оплате труда; принципы
планирования работы участка.
3.7 .
Мастер в своей деятельности руководствуется решениями партии и правительства,
законодательством о труде, приказами, распоряжениями, плановыми заданиями и
нормативными документами, правилами внутреннего трудового распорядка и данным
Положением.
3.8 .
Основными задачами мастера являются: выполнение плановых заданий и
социалистических обязательств при наименьших затратах материальных, трудовых и
финансовых ресурсов; повышение производительности труда и качества
строительно-монтажных работ на основе выявления в использования резервов
производства на каждом рабочем месте; воспитание у рабочих чувства
коллективизма, высокой ответственности за порученное дело.
Основные обязанности
Мастер
обязан:
3.9 . Участвовать в разработке и обсуждении
текущих, перспективных, встречных планов и социалистических обязательств, а
также плана социального развития коллектива строительной организации, исходя из
полного использования возможностей и резервов производства, всемерной его
интенсификации, ускорения технического прогресса.
3.10 .
Обеспечивать выполнение в срок установленных участку плановых заданий по
завершении комплексов работ на пусковых объектах и объему строительно-монтажных
работ с высоким качеством и при соблюдении требований проектов, СНиП и
технических условий, а также по выработке в стоимостном и натуральном
измерениях с соблюдением установленных участку лимитов по расходованию
заработной платы.
3.11 .
Детально изучать (не позднее чем за месяц до перехода на очередной объект)
проектно-сметную документацию и проект производства работ.
3.12 .
Комплектовать совместно с бригадиром звенья по численному и
профессионально-квалификационному составу в зависимости от объемов, сроков и
характера выданных заданий, а также производить расстановку рабочих в
соответствии с их специальностью.
3.13 .
Разъяснять исполнителям правила и технологию производства работ, условия оплаты
труда. Эффективно применять системы материального поощрения. Доводить до бригад
(звеньев) производственные задания (пятилетние, годовые, месячные, недельно-суточные
и сменные). Выдавать до начала работ наряды на производство работ.
3.14 .
Создавать условия рабочим для выполнения норм выработки путем своевременной
подготовки фронта работ для каждой смены, а также обеспечения
материально-техническими ресурсами.
3.15 .
Обеспечивать сохранность технологического оборудования, инвентаря, оснастки и
приспособлений, закрепляемых за участком мастера.
3.16 .
Осуществлять оперативное руководство работой машинистов строительных машин и
механизмов, обслуживающих участок.
3.17 .
Участвовать в разработках документации по бригадному подряду, планов НОТ
бригады и обеспечивать их внедрение, используя карты трудовых процессов,
применять передовые методы и приемы труда.
3.18 .
Организовывать деятельность коллектива участка на основе хозяйственного
расчета, бригадного подряда.
3.19 .
Принимать от бригады, звеньев или отдельных исполнителей выполненные объемы
работ с определением их качества. Оформлять наряды на выполнение работы для их
оплаты.
3.20 . Участвовать
в приемке фронта работ от смежных бригад, а также сдавать производителю работ
выполненные участком мастера задания с оформлением необходимой документации.
3.21 .
Вести исполнительную документацию, учет выполненных объемов
строительно-монтажных работ, отработанного времени рабочими и машинами,
заработной платы.
3.22 .
Осуществлять контроль за приемкой, хранением и рациональным использованием
материалов, конструкций, инструмента и приспособлений. Вести учет поступления и
расхода материальных ценностей. Не допускать применения материалов, не
отвечающих требованиям действующих стандартов или технических условий.
3.23 .
Осуществлять безопасное ведение строительно-монтажных работ. Контролировать
состояние лесов и подмостей, защитных приспособлений и креплений, применение и
правильное использование рабочими спецодежды и индивидуальных защитных средств,
соблюдение норм переноски тяжестей, обеспечение рабочих мест предупредительными
надписями и плакатами. Проводить инструктаж рабочих по технике безопасности
на рабочих местах в
процессе производства работ.
3.24 . Проверить чистоту и порядок на рабочих
местах, в проходах и на подъездных путях; обеспечивать нормальную освещенность
рабочих мест, а также правильное содержание и эксплуатацию подкрановых и
подъездных путей.
3.25 .
Обеспечивать на своем участке трудовую и производственную дисциплину, соблюдать
правила внутреннего трудового распорядка; предупреждать брак, простои, потери
рабочего времени, материалов и энергии.
3.26 . Быть активным проводником технического
прогресса на участке, постоянно повышать свою квалификацию, личным примером
показывать образец сознательности, трудолюбия, творческой активности и
инициативы. Оказывать помощь рабочим в оформлении и внедрении изобретений и
рационализаторских предложений. Участвовать в организации социалистического
соревнования за эффективный и высококачественный труд. Развивать наставничество
и коммунистическое отношение к труду.
3.27 .
Проводить воспитательную работу в коллективе; создавать условия для взаимной
помощи и взыскательности; проявлять чуткое отношение к нуждам и запросам
рабочих, а также заботу о повышении их профессионального мастерства. Совместно
с общественными организациями и коллективом рабочих систематически подводить
итоги работы участка.
Права
Мастер
имеет право:
3.28 .
Производить расстановку рабочих в соответствии с их квалификацией и
специальностью, вносить предложения о перемещении излишних рабочих на другие
производственные участки.
3.29 .
Участвовать: в работе квалификационной комиссии при присвоении подчиненным
рабочим тарифных разрядов, при рассмотрении администрацией и профсоюзной
организацией претензий в случаях нарушений обязательств при применении
бригадного подряда.
3.30 .
Премировать по согласованию с профгрупоргом рабочих за достижение высоких количественных
и качественных производственных показателей, образцовую работу и успешное
выполнение заданий за счет средств премиального фонда, выделяемого ежемесячно в
распоряжение мастера, в размере до полумесячной тарифной ставки.
3.31 . Представлять отличившихся исполнителей
к моральному поощрению и материальному вознаграждению. Вносить предложения о
наложении взысканий за нарушение трудовой и производственной дисциплины.
3.32 .
Вносить предложения о назначении и замене бригадиров (в том числе сменных).
3.33 .
Участвовать в рассмотрении администрацией вопросов труда, быта и отдыха
подчиненных ему рабочих.
3.34 .
Приостанавливать производство работ при возникновении опасности для жизни и
здоровья людей с незамедлительным сообщением об этом прорабу (старшему прорабу).
3.35 . Не
допускать или отстранять в процессе работы лиц в нетрезвом состоянии в порядке,
установленном законом.
Ответственность
3.36 .
Мастер несет ответственность за деятельность возглавляемого им
производственного участка, успешное выполнение стоящих перед ним задач по
повышению эффективности и качества работы, а также обязанностей,
предусмотренных настоящим Положением.
3 . ПРИМЕРНОЕ ПОЛОЖЕНИЕ О
ПРОИЗВОДИТЕЛЕ РАБОТ СТРОИТЕЛЬНО-МОНТАЖНОЙ ОРГАНИЗАЦИИ1)
1)
Примерное положение направлено Госстроем СССР министерствам и ведомствам СССР
для обеспечения единого подхода при подготовке и утверждении ими
соответствующих положений для линейных работников в строительстве.
Положение о производителе
работ в строительстве, утвержденное Госстроем СССР 29 июня 1957 г. (см.
Законодательство о капитальном строительстве, Вып. 2, М, Юрид. лит., 1969, с.
153 — 157) утратило силу согласно постановлению Госстроя СССР от 20 мая 1960
г., № 70.
Одобрено и рекомендовано Госстроем СССР 30
ноября 1977 года № ВИ-5599-3
(Сборник примерных
положений о должностях линейных инженерно-технических работников строительного
производства, Стройиздат, 1979 г.)
Общие положения
2.1 .
Производитель работ является руководителем коллектива и организатором
производства на порученном ему объекте строительства (группе объектов или части
объекта).
2.2 .
Производитель работ руководит на принципах единоначалия деятельностью мастеров,
а также рабочими, непосредственно подчиненными ему.
2.3 .
Производитель работ назначается, перемещается и освобождается от занимаемой
должности приказом управляющего трестом или приравненной к нему организации по
представлении начальника СУ (ПМК).
2.4 . На
должность производителя работ назначаются лица, имеющие высшее образование и
стаж работы в строительстве не менее одного года или среднее специальное
образование и стаж работы в строительстве на инженерно-технических должностях
не менее трех лет. Для особо ответственных и сложных в инженерном отношении
работ требуется окончание специальных курсов.
2.5 .
Подчиненность производителя работ устанавливается руководителем
строительно-монтажной организации в зависимости от принятой структуры
управления.
2.6 .
Производитель работ должен знать: проектно-сметную документацию на строящиеся
объекты; технические условия и инструкции на производство и приемку выполняемых
строительно-монтажных: работ; методы хозяйственного расчета участка; нормы и расценки на
выполняемые работы; положение об оплате труда и материальном стимулировании;
основы экономики, организации производства и труда; передовой отечественной и
зарубежной опыт производства строительно-монтажных работ; Строительные нормы и
правила; порядок организация и производства геодезических работ на участке;
документы, регулирующие взаимоотношения подрядной организации с заказчиком;
систему производственно-технологической комплектации и диспетчеризации; правила
по охране труда, технике безопасности и противопожарной технике; основы
трудового законодательства.
2.7 .
Производитель работ в своей деятельности руководствуется решениями партии и
правительства, законодательством о труде, плановыми заданиями, проектно-сметной
документацией, приказами, распоряжениями, правилами внутреннего трудового
распорядка, инструкциями и данным Положением.
2.8 .
Основной задачей производителя работ является обеспечение своевременного ввода
в действие производственных мощностей и объектов строительства (части объекта,
законченного комплекса специальных строительных и монтажных работ) с
соблюдением требований по качеству, а также выполнение плановых заданий и социалистических
обязательств путем эффективного использования трудовых и
материально-технических ресурсов.
Основные обязанности
Производитель
работ обязан:
2.9 .
Участвовать в разработке и обсуждении текущих, перспективных, встречных планов
и социалистических обязательств, а также плана социального развития коллектива,
строительной организации, исходя из полного использования возможностей и
резервов производства, всемерной его интенсификации, ускорения техническом
прогресса.
2.10 .
Обеспечивать выполнение установленных участку плановых заданий и в первую
очередь по вводу в действие производственных мощностей и объектов строительства
в установленные сроки; объему товарной строительной продукции и прибыли от ее
реализации; производительности труда (выработке) работающих с соблюдением
установленных по объекту лимитов фонда заработной платы.
2.11 .
Получать в аппарате строительной организации (за месяц до начала возведения
объекта) проектно-сметную документацию — рабочие чертежи, сметы, проекты
производства работ, калькуляции затрат труда и заработной платы, карты трудовых
процессов и изучать ее. Об имеющихся замечаниях по полученной документации
сообщать соответствующим работникам аппарата управления.
2.12 .
Производить организационную и техническую подготовку строительных площадок к
началу возведения объектов и осуществлять их строительство в соответствии с
технической и технологической документацией и требованиями СНиП.
2.13 .
Предоставлять, в соответствии с календарными графиками фронта работ
субподрядными организациями, координировать и контролировать их деятельность на
объекте.
2.14 .
Принимать от подчиненных мастеров и субподрядных организаций законченные работы
с определением их качества.
2.15 .
Возглавлять на объекте работу по внедрению достижений науки и техники,
совершенствованию организации производства и труда на научной основе, внедрению
системы управления качеством строительства, организации социалистического
соревнования и воспитанию подчиненных работников в духе коммунистического
отношения к труду, внедрению хозяйственного расчета — бригадного подряда,
рационализации и изобретательству, активному использованию строительных
материалов и фонда заработной платы, повышению культуры производства.
2.16 .
Вести на объекте учет выполненных объемов работ, поступления и расхода
материальных ресурсов.
2.17 .
Вести журналы производства работ, составлять совместно с подчиненными мастерами
акт приемки выполненных объемов и акты на скрытые работы.
2.18 .
Принимать участие в соответствии недельно-суточных планов; вносить необходимые
уточнения в сетевые графики и комплектовочные ведомости на конструкции и
материалы с учетом фактических сроков выполнения работ; снимать информацию о
состоянии производства работ и передавать ее в оперативные службы строительной
организации; составлять заявки на транспорт и средства механизации.
2.19 .
Осуществлять контроль за деятельностью подчиненных мастеров, обращая особое
внимание на экономное использование фонда заработной платы и правильное
применение систем материального поощрения, соблюдение работниками трудовой и
производственной дисциплины, качественное выполнение строительно-монтажных
работ, соблюдение технологии производства работ, обеспечение рабочих
спецодеждой и защитными приспособлениями, правильное оформление первичной
документации по учету объемов и качества работ, труда, заработной платы, работы
механизмов, движения строительных материалов.
2.20 .
Осуществлять мероприятия по технике безопасности и производственной санитарии;
обеспечивать исправное состояние и правильную эксплуатацию лесов, подмостей,
креплений, ограждений; вести надзор за правильным и безопасным использованием
строительных машин, механизмов, энергоустановок и транспортных средств;
оформлять допуски на право производства работ в охранной зоне линии
электропередач и в действующих цехах; инструктировать мастеров и рабочих,
обучать их безопасным методам труда; использовать наглядные методы пропаганды
техники безопасности.
2.21 . Своевременно
расследовать несчастные случаи, связанные с производством, и составлять
соответствующие акты. Участвовать в разработке и во внедрении мероприятий по
предотвращению производственного травматизма.
2.22 .
Обеспечивать правильное складирование материалов, конструкций, их сохранность,
чистоту строительной площадки, рабочих мест, проходов, проездов и времянок.
2.23 .
Создавать условия для успешного прохождения молодыми специалистами с высшим
образованием стажировки, обеспечивать их правильное использование по
специальности, способствовать приобретению ими производственных навыков.
2.24 .
Организовывать совместно с комитетом профсоюза социалистическое соревнование в
возглавляемом ими коллективе. Создавать условия для выполнения принятых
обязательств; участвовать в подведении итогов работы; оказывать всемерную
помощь передовикам и новаторам производства в доработке, оформлении и внедрении
рационализаторских предложений.
Права
Производитель
работ имеет право:
2.25 .
Участвовать в обсуждении перспективных, текущих планов, проекта производства
работ, организационно-технических мероприятий, планов социального развития и
вносить предложения по их улучшению.
2.26 .
Вносить в установленном порядке предложения по совершенствованию проектных
решений, изменению сметной и технологической документации.
2.27 .
Вносить предложения о моральном и материальном поощрении отличившихся
работников, а также о наложении взысканий на лиц, допустивших нарушения
трудовой и производственной дисциплины.
2.28 .
Вносить предложения руководству строительно-монтажной организации о замене
подчиненных ему линейных работников, а также о зачислении лучших мастеров в
резерв на повышение в должности.
2.29 .
Утверждать наряды и контролировать соблюдение подчиненными мастерами плановых
заданий по производительности труда и фонду заработной платы.
2.30 .
Прекращать на объекте работы в случае возникновения опасности для жизни и
здоровья людей, незамедлительно сообщая об этом главному инженеру строительной
организации.
2.31 . Не
допускать или отстранять в процессе работы лиц в нетрезвом состоянии в порядке,
установленном законом.
Ответственность
2.32 .
Производитель работ несет ответственность за производственную деятельность
коллектива на порученном ему объекте строительства (группе объектов или части
объекта), выполнение стоящих перед ним задач по повышению эффективности и
качества работы, а также обязанностей, предусмотренных настоящим Положением.
4 . Журнал операционного
контроля
|
Дата контроля (число, месяц, год) |
Наименование конструкций и вид контролируемых |
Обнаруженные дефекты, в т.ч. |
Должность, Ф. И. О. проверяющего |
Подпись проверяющего |
Отметка об исправлении брака и сумма |
Подпись начальника СУ, гл. инженера СУ |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
ЛИТЕРАТУРА
1 . Магистральные
трубопроводы. Нормы проектирования. СНиП II-45-75. М.: Стройиздат, 1979.
2 . Магистральные трубопроводы.
Правила производства и приемки работ. СНиП III-42-80 . М.: Стройиздат, 1981.
3 . Руководство по
операционному контролю качества строительно-монтажных работ при сооружении
линейной части магистральных трубопроводов. Р-375-79. М.: ВНИИСТ, 1980.
4 . Инструкция по
технологии сварки магистральных трубопроводов. ВСН 2-124-80. М.: ВНИИСТ, 1981.
5 . Законодательство о
капитальном строительстве. М.: Юридическая литература, 1980.
6 . Тарифно-квалификационный
справочник работ и профессий рабочих, занятых в строительстве и на
ремонтно-строительных работах. М.: Стройиздат, 1969.
7 . Правила техники
безопасности при строительстве магистральных стальных трубопроводов. М.: Недра,
1972.
8 . Ведомственные нормы и
расценки на строительные, монтажные и ремонтно-строительные работы. В 31 М.:
Нефтегазстройтруд, 1979.
СОДЕРЖАНИЕ
1. Общие положения . 1
2. Виды операционного контроля . 2
3. Организация операционного контроля . 3
4. Лабораторный контроль . 3
5. Исполнительная документация . 4
6. Технические требования к материалам и контролю их качества . 6
6.1. Трубы .. 6
6.2. Сварочные материалы .. 10
6.3. Контроль сварочных материалов . 11
6.4. Приемка сварочных материалов и их хранение . 15
7. Профессиональные и квалификационные требования к исполнителям работ . 16
7.2. Проверка квалификации сварщиков и контроль
допускных стыков . 16
8. Технологические требования к производству работ . 17
8.1. Сборка труб . 17
8.2. Ручная электродуговая сварка труб . 20
8.3. Односторонняя автоматическая сварка и подварка под
флюсом поворотных стыков труб . 21
8.4. Двусторонняя автоматическая сварка под флюсом
поворотных стыков труб . 22
8.5. Автоматическая электродуговая сварка в среде
защитных газов . 23
8.6. Маркировка стыков и плетей . 24
9. Дефекты сварных швов и причины их образования . 24
Схема 1 Проверка наружной поверхности и внутренней полости труб . 26
Схема 2 Подготовка кромок под сварку . 26
Схема 3 Подготовка сварочных материалов . 27
Схема 4 Центровка и сборка стыка . 28
Схема 5 Подогрев стыкуемых кромок труб . 29
Схема 6 Сварка корневого слоя два поворотных стыков труб на базе . 30
Схема 7 Ручная электродуговая подварка корня шва . 30
Схема 8 Автоматическая подварка корня шва поворотных стыков на
базе . 31
Схема 9 Сварка корневого слоя шва и «горячего» прохода
неповоротных стыков . 32
Схема 10 Односторонняя автоматическая сварка под флюсом
заполняющих слоев шва поворотных стыков труб (установки типа ПАУ) 33
Схема 11 Двусторонняя автоматическая сварка под флюсом поворотных
стыков труб (базы типа БТС) 35
Схема 12 Автоматическая сварка в среде защитных газов
неповоротных стыков труб диаметром 1420 при толщине стыка 16,5 мм (установка
типа «Дуга» — « GRC») 36
Приложения . 38
Литература . 47
IX. Операционный контроль 
Общие требования
201. Операционный контроль включает:
а) контроль подготовки и сборки деталей под сварку и наплавку;
б) контроль процессов сварки и наплавки;
в) контроль термической обработки сварных соединений и наплавленных изделий.
Операционный контроль осуществляется в соответствии с технологической документацией. Объем и периодичность контроля устанавливаются организацией, выполняющей сварку (наплавку).
202. Результаты каждого вида операционного контроля фиксируются в соответствующих журналах контроля.
203. Состав и содержание отчетной документации по операционному контролю сварки (наплавки) при ремонте оборудования и трубопроводов определяются эксплуатирующей организацией.
Контроль подготовки и сборки деталей под сварку и наплавку
204. При подготовке деталей под сварку и наплавку контролируют:
а) наличие маркировки и (или) документации, подтверждающей выполнение предшествующих операций;
б) чистоту подлежащих сварке (наплавке) кромок и прилегающих к ним поверхностей, а также подлежащих неразрушающему контролю участков основного металла;
в) размеры деталей и форму разделки кромок, шероховатость поверхности кромок;
г) форму и размеры расточки или раздачи труб;
д) материал, форму и размеры подкладных колец.
205. При сборке деталей под сварку должен проводиться контроль:
а) марки и сортамента сварочных материалов, предназначенных для выполнения прихваток;
б) крепления деталей в сборочных приспособлениях;
в) чистоты и отсутствия повреждений кромок и прилегающих к ним поверхностей;
г) температуры подогрева при выполнении прихваток;
д) размеров и расположения прихваток и швов приварки временных креплений;
е) величины зазора в соединениях после выполнения прихваток;
ж) величины смещения кромок, перелома осей или плоскостей соединяемых деталей;
з) размеров собранного под сварку узла;
и) обеспечения поддува (если таковой предусмотрен технологической документацией).
206. После удаления временных технологических креплений на деталях из легированных, аустенитных и высокохромистых сталей и на антикоррозионной наплавке должен быть выполнен капиллярный или магнитопорошковый контроль мест приварки или их травление с последующим осмотром через лупу 4 — 7-кратного увеличения.
Контроль процессов сварки и наплавки
207. Перед началом сварки (наплавки) должен проводиться контроль:
а) наличия маркировки;
б) наличия документов, подтверждающих результаты контроля сварочных материалов;
в) соответствия влажности флюсов и покрытия электродов установленным требованиям документов по стандартизации, включенных в Сводный перечень;
г) соответствия поверхности присадочных материалов требованиям документов по стандартизации, включенных в Сводный перечень;
д) обеспечения поддува защитного газа (если таковой предусмотрен технологической документацией);
е) температуры предварительного подогрева (если таковой предусмотрен технологической документацией).
208. В процессе сварки (наплавки) должен проводиться контроль:
а) режимов сварки (наплавки);
б) очередности выполнения сварных швов и участков наплавки;
в) температуры окружающей среды на расстоянии не более 2,0 м от свариваемых или наплавляемых деталей;
г) температуры подогрева;
д) соблюдения очередности наложения валиков и слоев;
е) температуры металла при сварке деталей из сталей аустенитного класса;
ж) толщины первого слоя, величины перекрытия валиков и суммарной толщины антикоррозионной наплавки;
з) качества газовой защиты лицевой и обратной стороны шва (визуально по цветам побежалости) — для конструкций из титановых сплавов.
209. Должен быть выполнен радиографический контроль корневой части шва сварных соединений I и Iн категорий деталей из железоникелевых сплавов при номинальной толщине стенки в месте сварки более 6,0 мм и из стали при номинальной толщине стенки в местах сварки более 20,0 мм. Нормы оценки качества принимаются как для полностью выполненного сварного соединения.
При сварке встык с односторонней разделкой кромок радиографический контроль должен проводиться после заварки корневой части шва.
В сварных соединениях, подвергающихся последующей механической обработке с полным удалением корня шва, а также в случаях, когда не допускается перерыв и (или) охлаждение в процессе сварки, проведение контроля не требуется.
210. Требования к контролю температуры предварительного и сопутствующего подогрева и температуры металла в зоне сварки деталей из сталей аустенитного класса должны устанавливаться в технологической документации.
211. После окончания сварки (наплавки) должен проводиться контроль:
а) наличия и правильности маркировки выполненных сварных швов и наплавок;
б) температурных режимов выполненных сварных соединений и наплавленных поверхностей с момента окончания сварки (наплавки) до начала термической обработки (включая условия термического отдыха, если таковой предусмотрен).
Контроль термической обработки
212. При термической обработке сварных соединений и наплавленных деталей должны выполняться требования технологической и конструкторской документации в части:
а) методов и видов термической обработки;
б) применяемого термического оборудования;
в) последовательности и порядка выполнения термической обработки и отдельных ее этапов (в том числе предварительных, промежуточных и окончательных отпусков);
г) режимов термической обработки (температуры печи при загрузке, скорости нагрева, температуры и продолжительности выдержек, скорости охлаждения);
д) методов и порядка контроля температуры зоны нагрева сварного соединения и прилегающих к нему участков;
е) условий, обеспечивающих свободное расширение сваренных (наплавленных) деталей.
213. Для контроля режимов термической обработки должны использоваться термоэлектрические преобразователи (термопары) с устройствами для автоматической записи параметров режима.
214. При внепечной термической обработке допускается использование других средств контроля режимов термической обработки, обеспечивающих требуемую точность измерения температуры.
215. Термопары должны быть установлены в печи и непосредственно на подвергаемых термической обработке сваренных (наплавленных) деталях. Количество и расположение термопар должны обеспечивать возможность контроля за распределением температуры по всему объему печи при общей термической обработке и контроля зон нагрева при местной термической обработке.
216. При термической обработке деталей со сварными соединениями III категории контроль режимов термической обработки должен проводиться по термопаре, установленной в печи.
217. После выполнения термической обработки должны быть зафиксированы номер садки и номер печи (для печной термической обработки), дата проведения термической обработки и производственный шифр (номер) сваренной (наплавленной) детали или сварного соединения.