При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Суть технологии пайки заключается в нагреве зоны контакта с последующей ее заливкой жидким металлическим легкоплавким припоем. После остывания расплав обеспечивает электрический контакт. Перед тем как припаять провода, обычно необходима дополнительная обработка соединяемых поверхностей (чаще всего т.н. лужение проводов), что гарантирует долговременную стабильность.
При отсутствии вибраций и ударных нагрузок для мелких деталей достигается неплохая прочность соединения. Во всех прочих случаях паяют с дополнительной фиксацией.
Что может понадобиться для пайки?
Для пайки требуется источник тепла. Можно паять с использованием открытого пламени, электрической спирали, а также луча лазера. Последний позволяет паять даже чистым металлом. Дома пользуются преимущественно электрическим паяльником. Он предназначен для:
- монтажа и ремонта различных электронных схем;
- конструирования и ремонта электротехнического оборудования;
- лужения слоем припоя различных металлических изделий.
Паяльник
Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
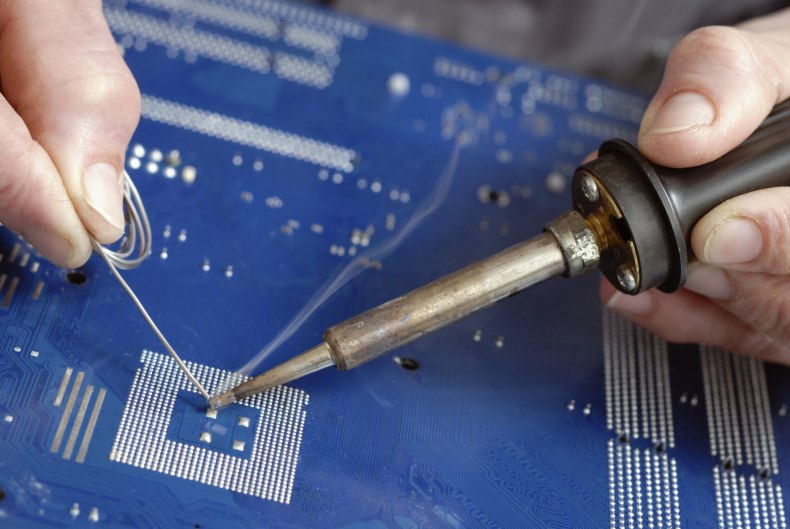
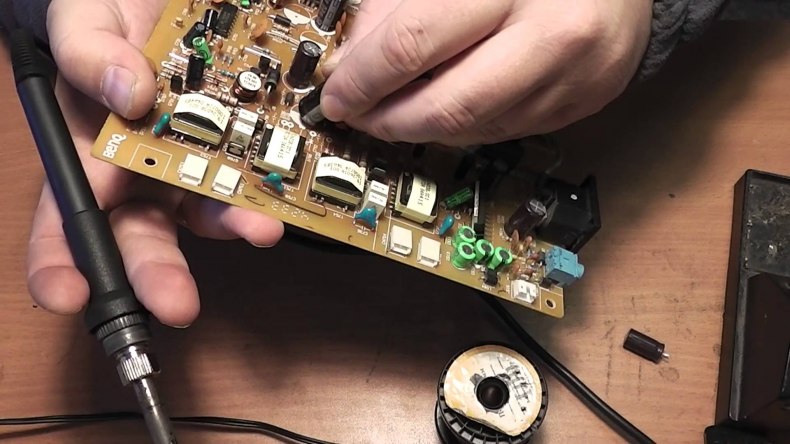
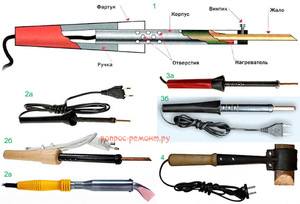
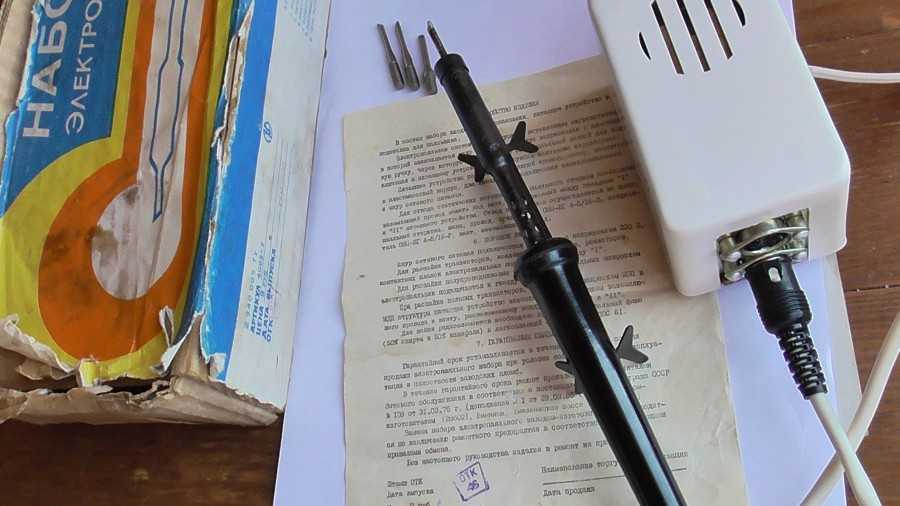
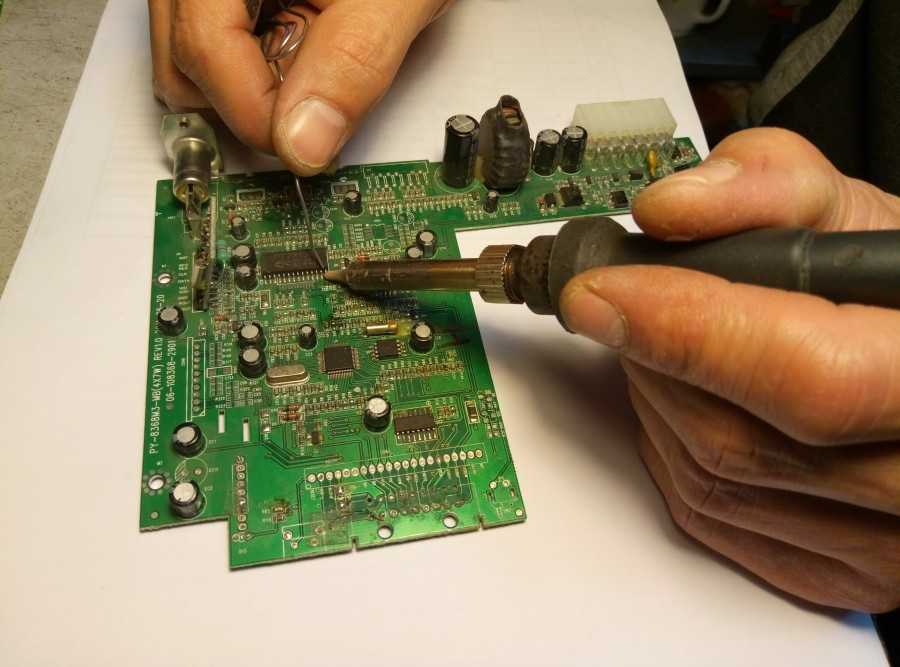
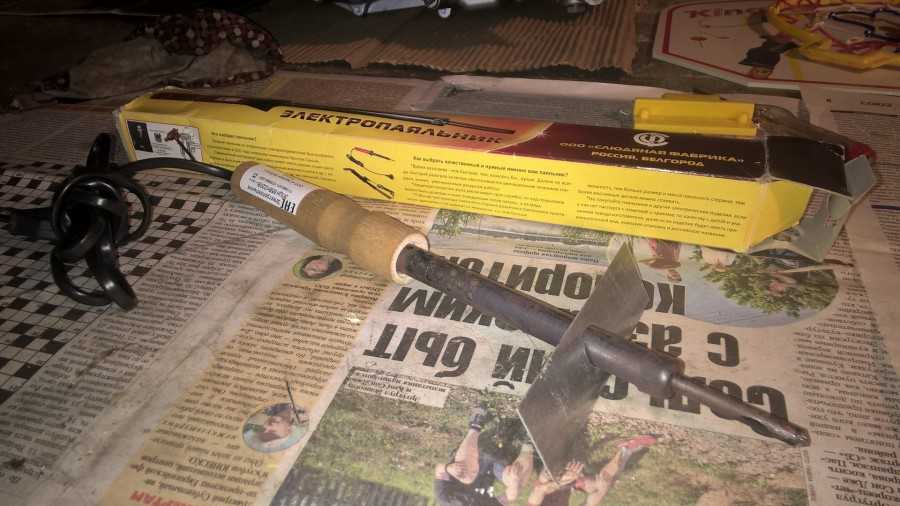
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.

Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
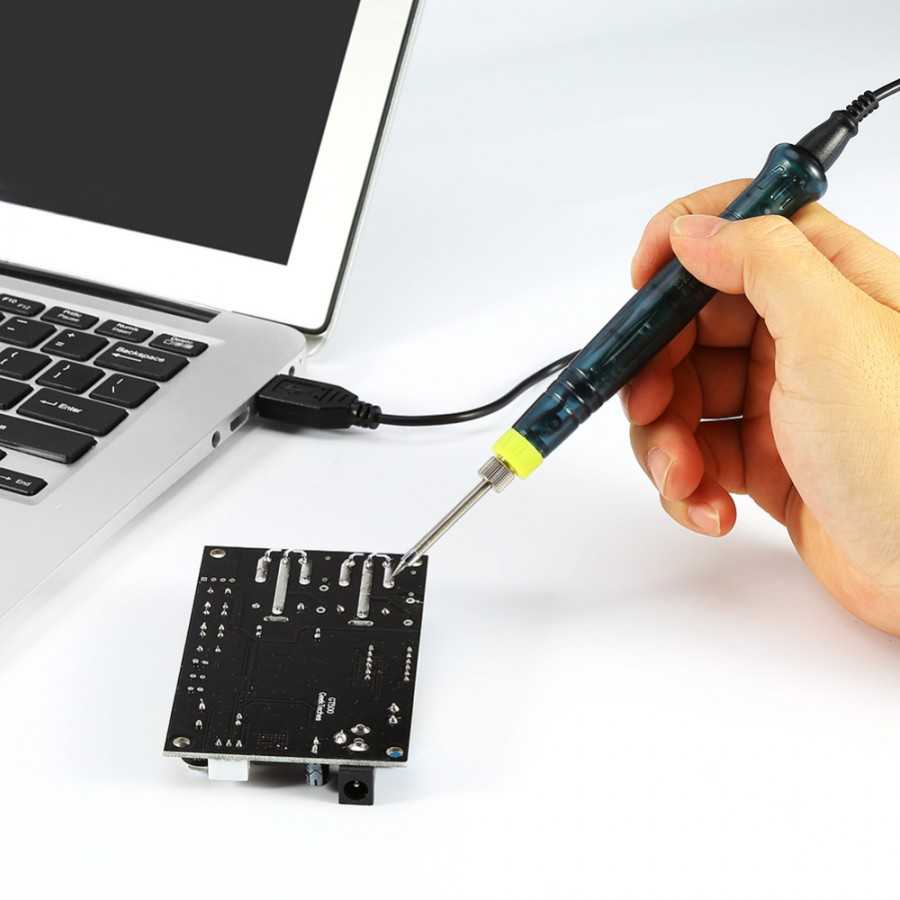
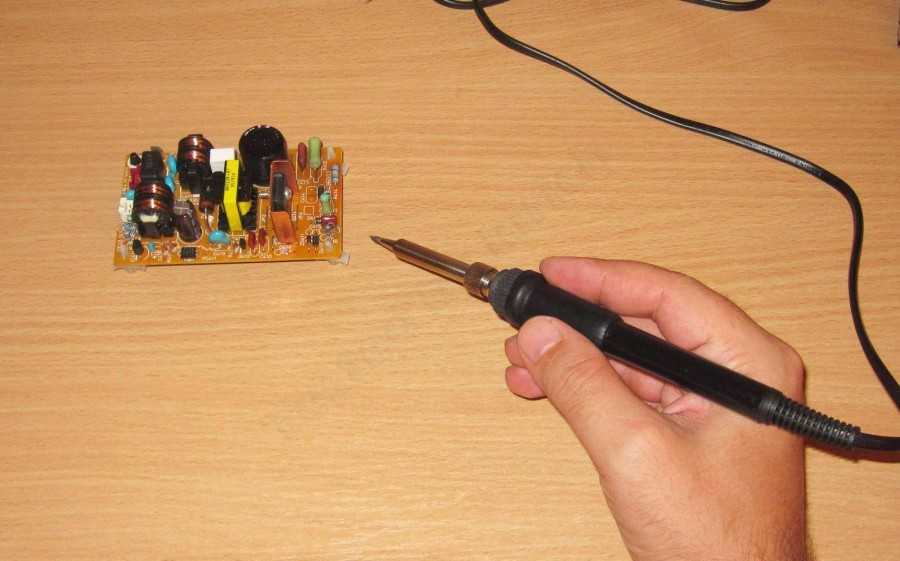
Деревянная или пластиковая рукоятка имеет форму простой ручки. Электронные схемы паяют изделиями небольшой мощности, оборудованных пистолетными рукоятками с кнопкой-курком для быстрого разогрева жала. Один из вариантов такого инструмента показан на рисунке 2.

Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В.
220 — вольтовые паяльники из соображений обеспечения электробезопасности должны комплектоваться 3-контактной вилкой, обеспечивающей надежное заземление. Для 12-вольтовой техники достаточно простой 2-контактной плоской вилки.
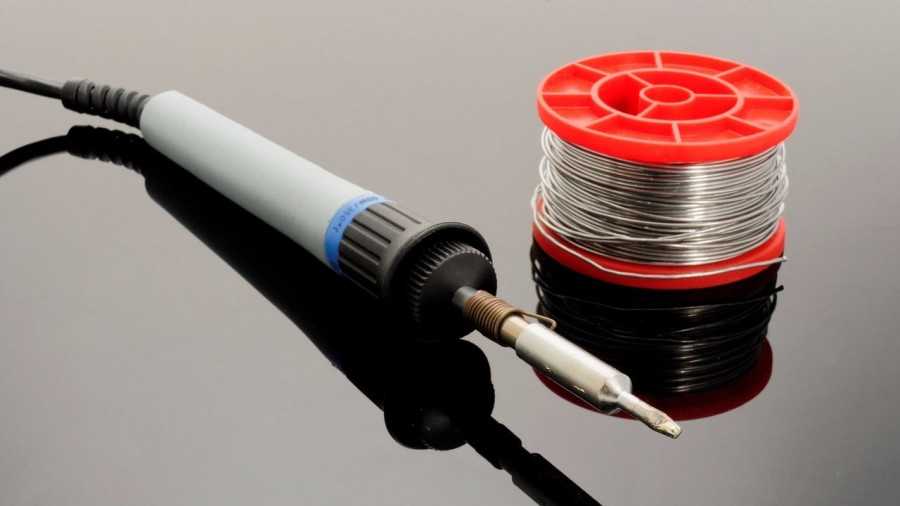
Припой
Паяют припоем – сплавом олова со свинцом, возможны добавки иных металлов. Припой имеет форму трубки или проволоки различного диаметра. Трубчатый припой заполнен внутри канифолью, паять с его помощью более удобно.
Свинец вводят в сплав для уменьшения стоимости. Его удельное содержание различно, что прямо отражается в марке. Например, ПОС-61 (очень популярный третник) означает:
- П — припой;
- ОС – оловянно-свинцовый;
- 61 – с 61-процентным содержанием олова.
В быту паяют сплавами с уменьшенным содержанием олова, лужение посуды целесообразно выполнять составом ПОС-90.
Кроме того, паяют мягкими и твердыми припоями. Мягкие составы имеют температуру плавления менее 450, остальные относят к твердым. Температура плавления припоя ПОС-61 составляет 190 – 192 °С. Из-за сложностей разогрева высокотемпературную пайку с привлечением твердых припоев электрическим инструментом не выполняют.
Составами с добавлением легкоплавких металлов: алюминия и кадмия – паяют алюминий. Из-за повышенной токсичности паять с их помощью можно только при отсутствии альтернативы.
Флюс
Паяют обязательно под флюсом — вспомогательным компонентом, обеспечивающим:
- растворение окисных пленок на поверхности соединяемых деталей;
- хорошее сцепления с ними паяльного сплава;
- улучшение условий растекания сплава по поверхности тончайшим слоем.
Обычно в этом качестве используют канифоль, а также составы на основе ее смеси со спиртом, глицерином и цинком. Канифоль имеет температуру размягчения чуть выше 50°С, при 200°С кипит. Химически канифоль довольно агрессивна по отношению к металлам и гигроскопична, при насыщении влагой быстро увеличивает проводимость. В зависимости от добавок и их концентрации демонстрирует свойства нейтральных или активных флюсов.

Канифольный флюс продается в виде порошка, кусками или раствора канифоли.
Серебро, нержавеющую сталь и некоторые другие металлы можно паять только с помощью специальных флюсов (известны как кислотные флюсы или паяльные кислоты).
Некоторые монтажники, которые паяют провода, для улучшения качества облуживания выполняют предварительный нагрев на таблетке аспирина, пары которого выполняют функции флюса.
Паяльные пасты
Паяльная паста это композиция из припоя и флюса. Ею паяют в труднодоступных местах, а также при установке безвыводных электронных элементов. Состав наносят на компонент, который затем просто прогревают жалом.
Пасту можно изготовить самостоятельно. Для этого оловянные опилки смешивают с жидким флюсом до гелеобразной консистенции. Хранят пасту в герметичной упаковке, срок годности из-за окисления олова не превышает шести месяцев.
Подставка для паяльника
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок 3 показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.

Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом.
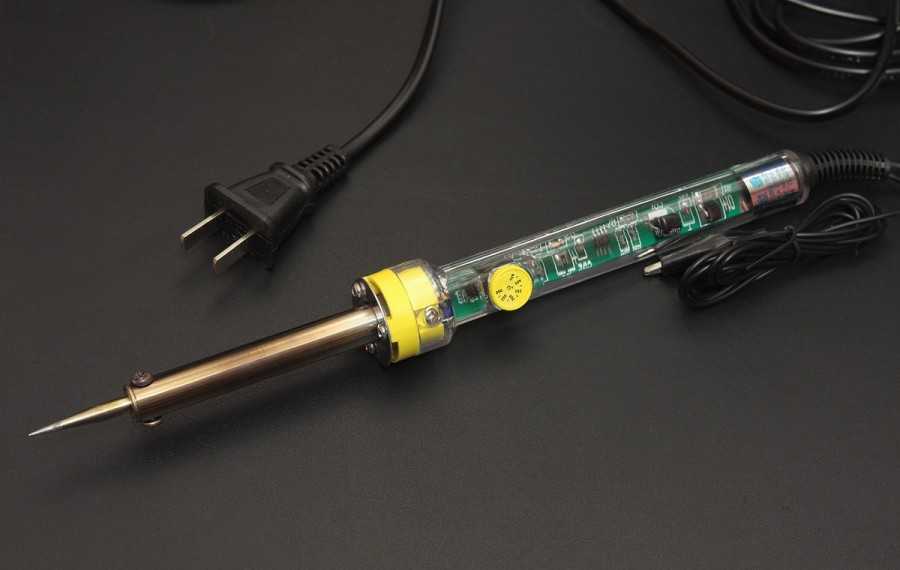
Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.

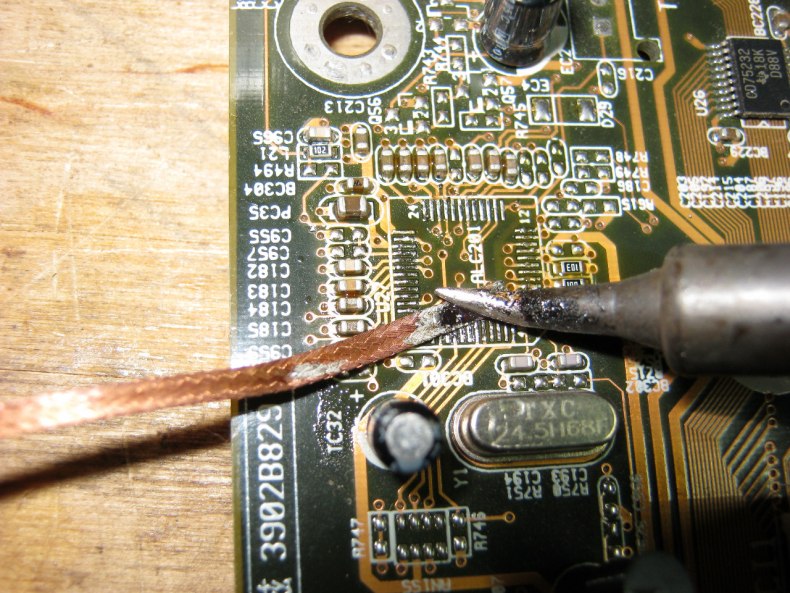
Оплетка для удаления припоя
С оплеткой паяют в тех случаях, когда необходимо удаление припоя с печатной платы при демонтаже деталей. Представляет собой плотную сетку из покрытых флюсом тонких медных проволок.
Принцип действия основан на поверхностном эффекте: сетка «впитывает» припой, расплавленный на печатной плате, за счет капиллярных сил.
Обычно ширина оплетки составляет около 5 мм, поставка рулонная в корпусе диаметром примерно 5 см.
Функции удаления припоя может выполнять внешняя оплетка старого гибкого коаксиального кабеля.
Меры безопасности
Соблюдение техники безопасности:
- способствует защите от термических ожогов;
- предотвращает возникновение пожара;
- защищает от поражения электрическим током.
Прежде чем начинать паять, следует убедиться в исправности кабеля питания. Жало не должно касаться поводов, а также прочих предметов. Паяльник необходимо всегда класть на подставку. Запрещается касаться его корпуса, брать инструмент можно только за ручку.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
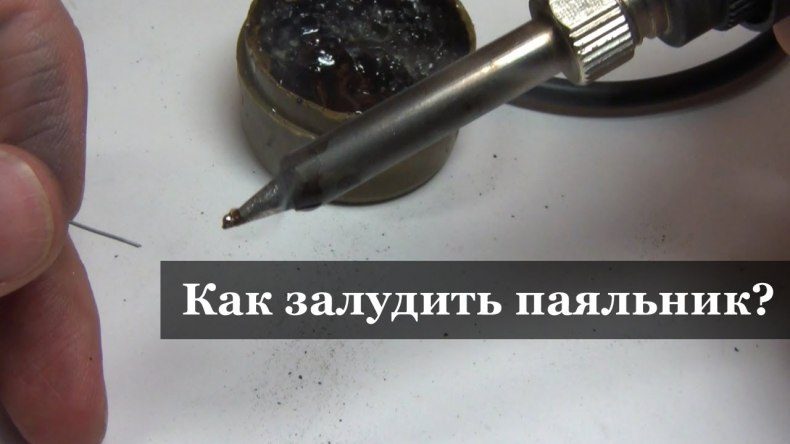
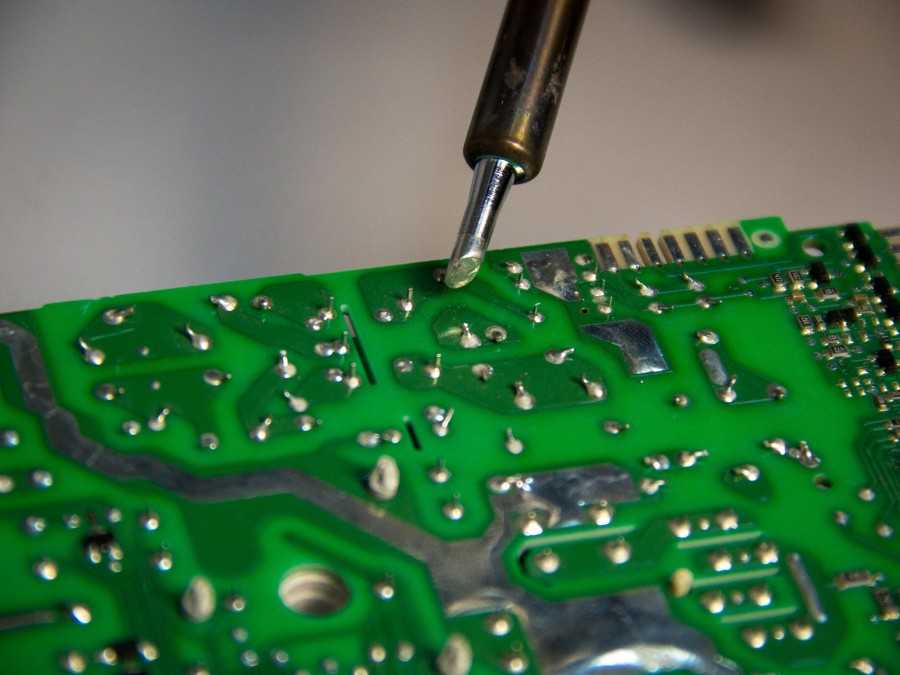
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.

Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
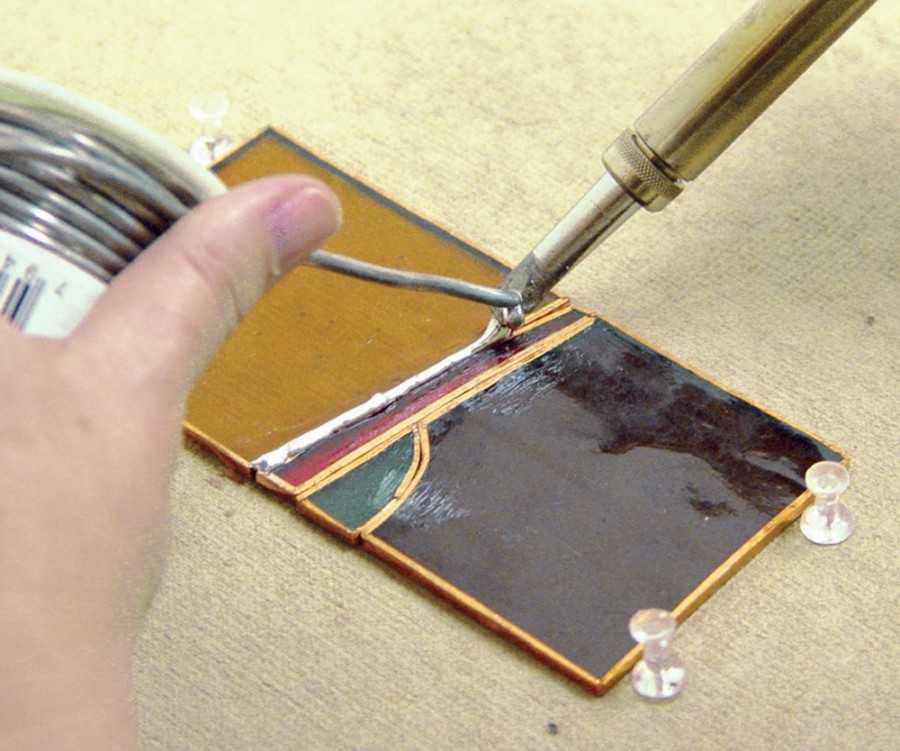
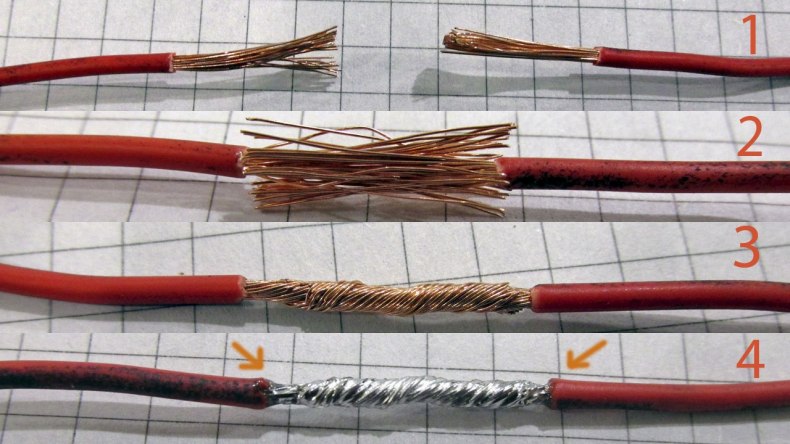
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
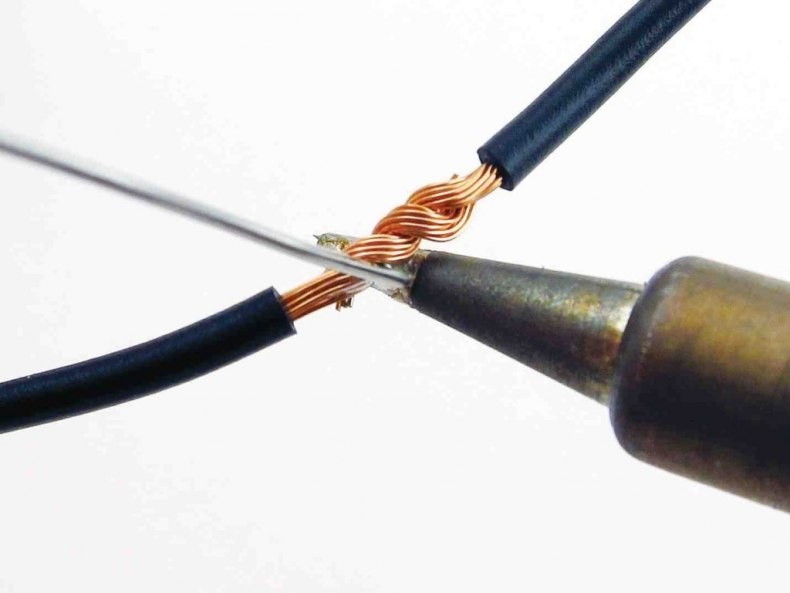
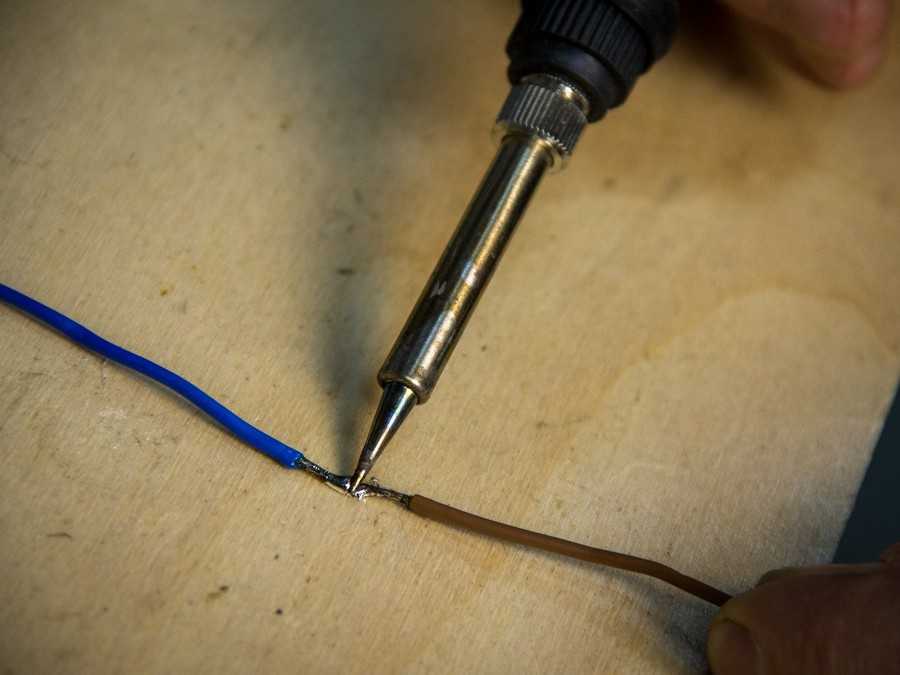
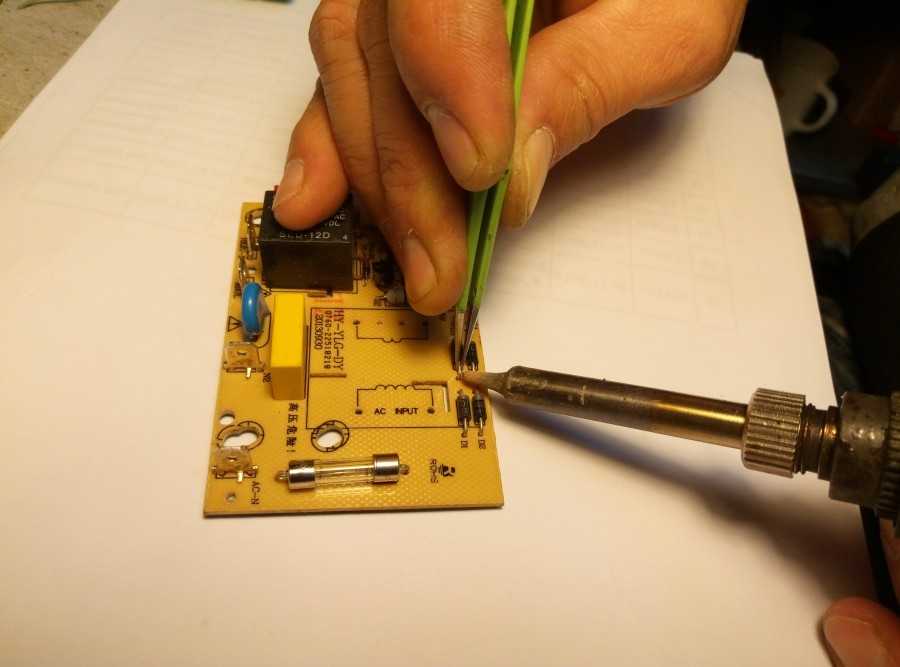
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.

Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
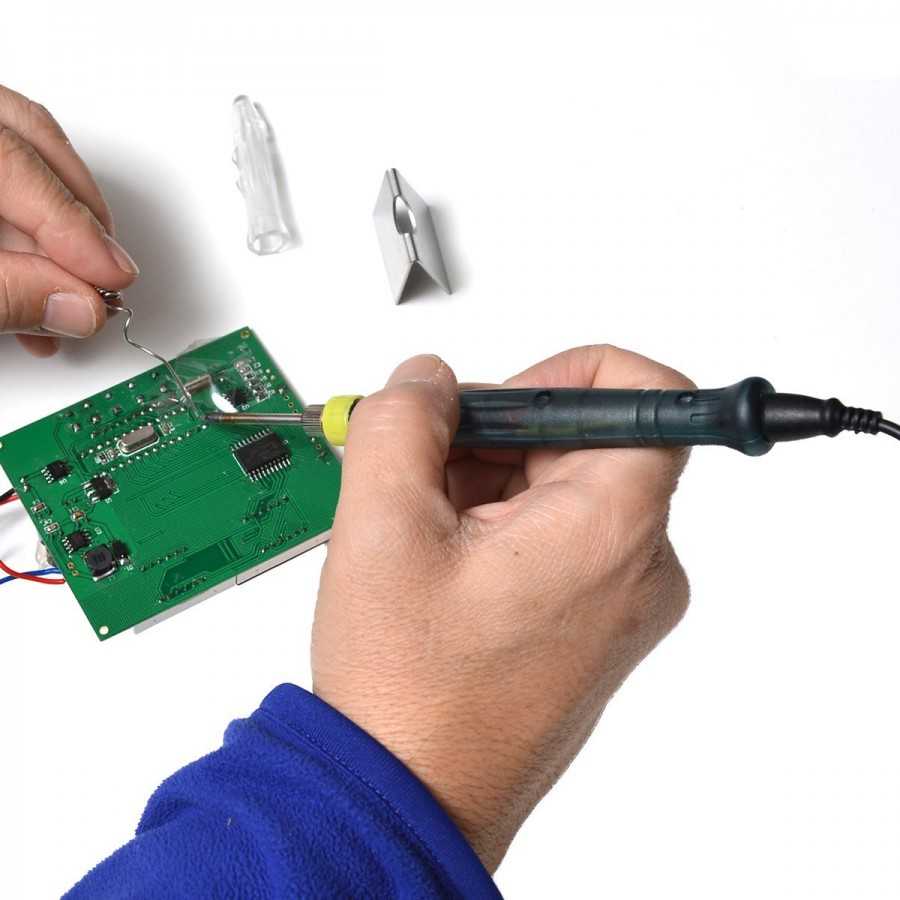
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
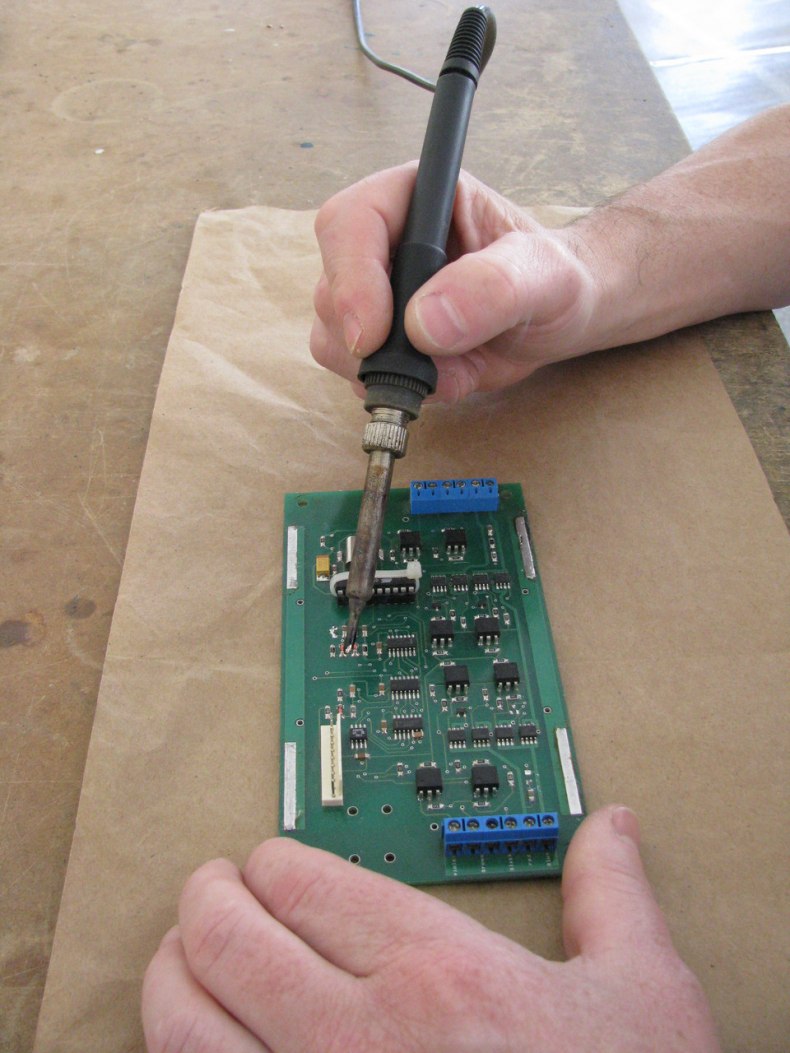
Процедура пайки включает такие шаги как:
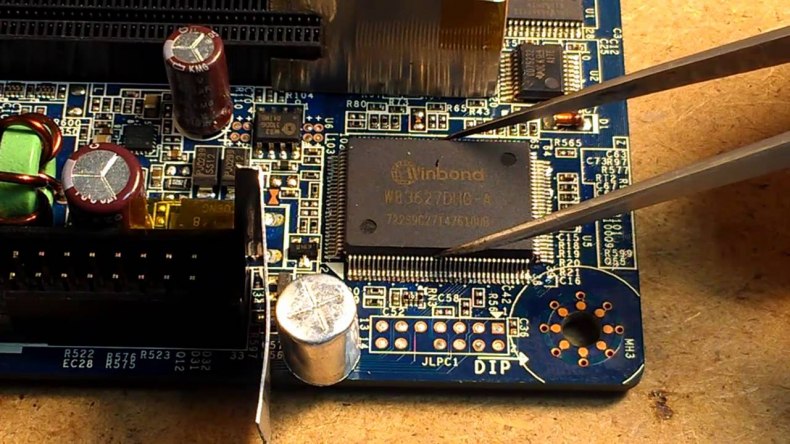
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
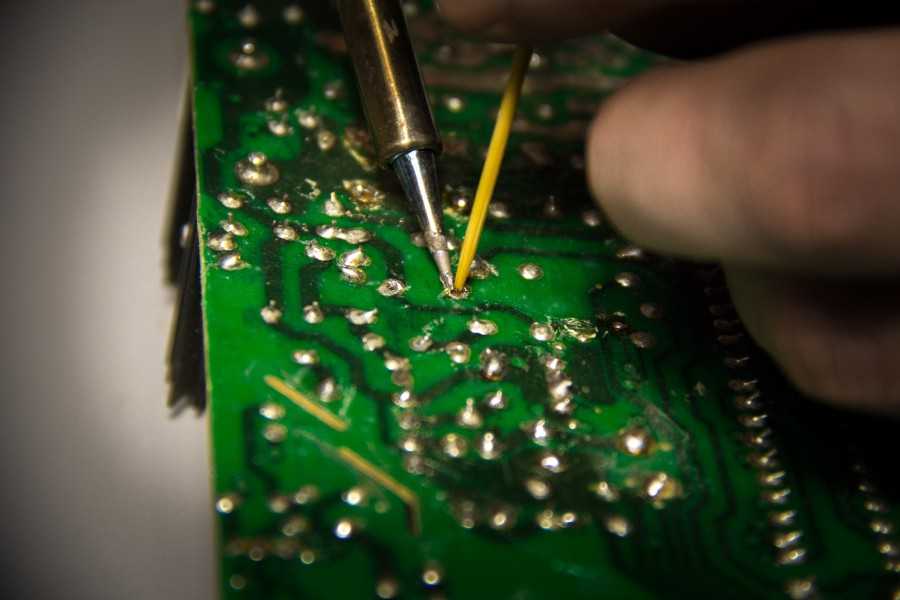
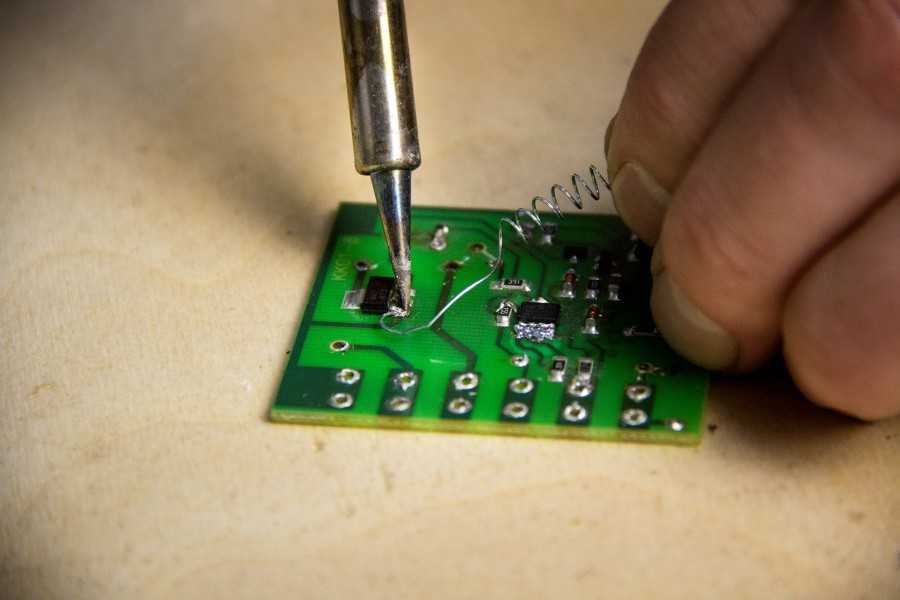
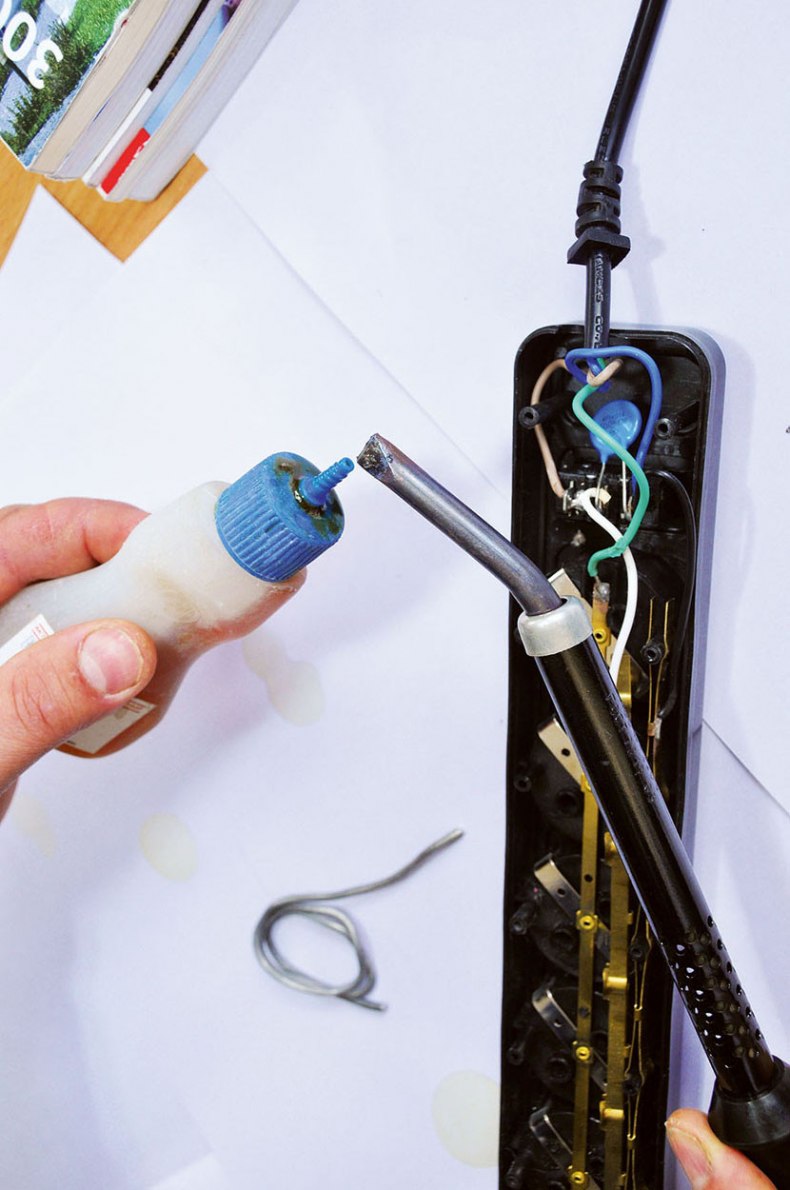
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.

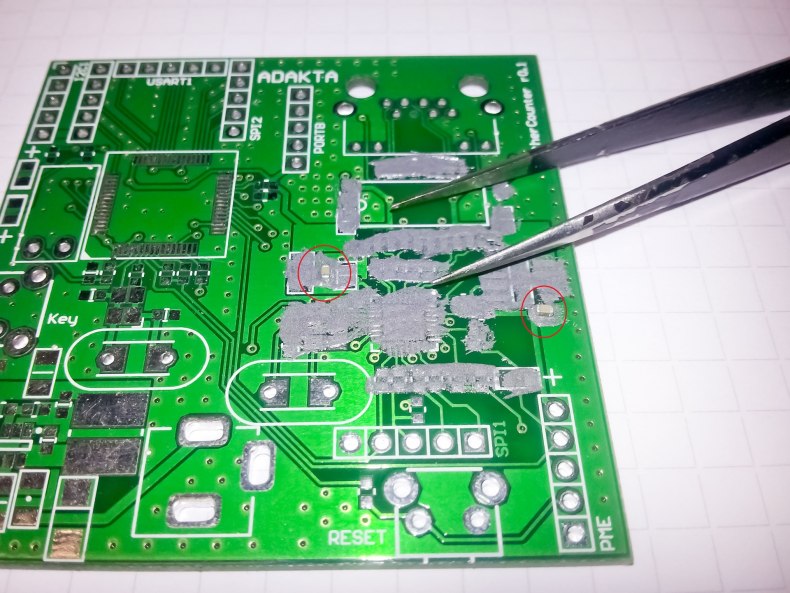
Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.

На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Заключение
Соединение пайкой обеспечивает высокое качество в сочетании с технологичностью. Процедура проста в реализации (научиться паять можно за пару часов), но необходимо аккуратно выполнять нескольких последовательных операций, тщательно соблюдая технологию работы.
Правильно паять можно только при наличии исправного инструмента.
Возможные проблемы при пайке Паяют всегда со строгим соблюдением правил техники безопасности.
Видео уроки, как паять
С самого первого примера приступим к практике. Нужно соединить светодиод с ограничивающим сопротивлением и припаять к ним питающий кабель. Тут не применяются монтажные штифты, платы либо другие вспомогательные элементы. Нужно выполнить следующие операции.
1. Снять изоляцию с концов провода. Тонкие медные проводники полностью чисты, так как они были защищены изоляцией от кислорода и влажности.
2. Скрутить отдельные проводки жилы. Таким макаром можно предупредить их последующее разлохмачивание.
3. Залудить концы проводов. Во время лужения нагретое нажимало паяльничка нужно подвести к проводу сразу с припоем. Провод нужно отлично разогреть, дабы припой умеренно распределился по поверхности жгута. Легкое потирание жалом помогает рассредотачиванию припоя по всей длине лужения.
4. Укоротить выводы светодиода и резистора и также залудить их. Хотя выводы и лудились при изготовлении радиоэлементов, но в процессе хранения на них мог образоваться узкий слой окислов. После лужения поверхность вновь будет незапятанной. Если применяются очень старенькые радиодетали, выпаянные из каких-то плат, на них, обычно, сильно окислены. Выводы таких деталей перед лужением нужно очистить от окислов, к примеру, поскрести их ножиком.
5. Удерживая соединяемые выводы параллельно друг дружке, нанесите на них маленькое количество расплавленного припоя. Место пайки должно прогреваться стремительно, расход припоя при всем этом — 2-3 мм (при поперечнике 1,5 мм). Как припой умеренно заполнит промежутки между соединяемыми выводами, нужно стремительно отвести паяльничек. Место пайки должно оставаться в покое, пока припой не затвердеет стопроцентно. Если детали сдвинутся ранее, то в пайке образуются микротрещины, снижающие механические и электрические характеристики соединения.
Мало теории
- Поверхности подлежащих пайке деталей должны быть зачищены, другими словами с них нужно удалить образовавшиеся со временем пленки окислов.
- Деталь в месте пайки нужно подогреть до температуры, превосходящей температуру плавления припоя. Определенные трудности при всем этом появляются в случае болших поверхностей с неплохой теплопроводимостью, так как мощности паяльничка может не хватить для ее нагрева.
- Во время процесса пайки место пайки нужно защитить от воздействия кислорода воздуха. Эту задачку делает флюс (колофоний), образующий защитную пленку над метом пайки. Флюс содержится в припое в виде узкого сердечника. При расплавлении припоя он распределяется по поверхности водянистого металла.
Обычные ошибки начинающих и способы их исправления
- Начинающие монтажники касаются места пайки только кончиком нажимала паяльничка. При всем этом к месту пайки подводится недостаточно тепла. Опытнейший монтажник обладает чувством хорошей теплопередачи. Он прикладывает нажимало паяльничка таким макаром, дабы между ним и местом пайки образовалась как можно большая площадь контакта. Не считая того, он очень стремительно вводит между жалом и деталью незначительно припоя в качестве теплопроводника.
- Начинающие монтажники расплавляет незначительно припоя и с некоторой задержкой подводит его к месту пайки. При всем этом часть флюса испаряется, припой не имеет слоя защиты и на нем появляется оксидная пленка. Специалист, напротив, всегда касается места пайки сразу паяльничком и припоем. При всем этом место пайки обволакивается каплей незапятнанного расплава еще до того, как флюс успеет улетучиться.
- Начинающие монтажники нередко не убеждены, не перегрето ли место припоя. Они очень рано отводят нажимало паяльничка от места пайки, потом обязаны снова подводить его для обогрева, вновь отводят, и т.д. Результатом является сероватое место пайки с неровными границами, так как соединяемые детали были нагреты недостаточно сильно, а сам процесс продолжался очень длительно и колофоний успел улетучиться. Мастер, напротив, нагревает место пайки стремительно и активно и завершает процесс резко и совсем. Он награждает себя гладкой, отливающей серебром поверхностью припоя, в какой отражается его зияющая физиономия.
Пайка печатных плат
Пайка радиодеталей в платину просит наименьших усилий, чем соединение свободных проводов, так как отверстия в плате служат неплохим фиксатором припаиваемой детали. Но, и тут итог находится в зависимости от опыта и фортуны. 1-ая схема либо 1-ый проект, собираемый на макетной плате, вероятнее всего, закончится крахом еще на первых пропаянных точках, которые будут смотреться так, будто бы это сплошной проводник. Но, после нескольких упражнений каждое соединение будет смотреться все лучше и лучше.
Как верно паять паяльничком, виды паяльных работ
Пайка является одним из самых действующих и обычных методов соединения железных материалов, проводов и деталей. Хоть и паяльные работы числятся легкими, пригодятся определенные познания и способности. Самым распространенным видом пайки является работа, произведенная паяльничком. Дабы знать, как верно паять паяльничком с канифолью либо другими видами флюсов, необходимо незначительно углубиться в тему.
Виды паяльничков
Есть разные виды паяльничков, которые отличаются по мощности.
- Электрические паяльнички — самые распространенные, работают от электричества.
- Газовые — работают при помощи газовой горелки.
- Термовоздушные — прибегают к помощи воздушного потока.
- Индукционные паяльнички — их работа базирована на нагреве наконечника магнитным полем.

Одним из разновидностей этого инструмента также является паяльничек для страз. Он считается одним из часто встречающихся частей при работе с термостразами. Разработка применения этого средства очень ординарна — кладем страз на ткань и прикладываем паяльничек сверху, клей просачивается в ткань и накрепко скрепляет их.
В ежедневной жизни в большинстве случаев используются электрические паяльнички, имеющие разную мощность для разных типов работ. Для пайки электронных частей используются паяльнички мощность до 40 Вт, если у деталей толщина стены не превосходит 1 мм, то у устройства мощность от 80 до 100 Вт. Для более толстостенных деталей применяют паяльнички мощностью выше 100 Вт.
Припои и Флюсы

До того как приступить к паяльным работам, необходимо избрать припои и флюсы. Для паяния электрическим элементом есть разные виды припоя, которые бывают мягенькими либо жесткими. К мягеньким относятся оловянно-свинцовые сплавы, которые имеют низкую температуру плавления и не отличаются особенной прочностью. Не рекомендуется их применять, если температура при пайке будет превосходить 100 градусов по Цельсию. К тугоплавким относят серебряные и медные сплавы. Они прекрасно подойдут для тех соединений, где будет только статическая нагрузка на материал, так как такие сплавы очень хрупки.
Флюсы отвечают за то, как будет паяться металл, и так крепким будет соединение. Его задачка заключается в том, дабы снять окисную пленку металла. В качестве флюсов применяются: разные консистенции канифоли, кислота. Консистенции из канифоли обычно применяются при пайке электроники, в то время как кислота применяется для соединения маленьких проводов и маленьких контактов.
Меры безопасности
Организуйте рабочее место, оно должно быть светлое и непременно проветриваемое, так как в процессе пайки выделяются вредные для здоровья газы. Еще рекомендуется надевать очки, дабы защитить глаза от брызг расплавляемого металла либо флюса.
Залуживание нажимала
Нажимало — это цилиндрический стержень, изготовленный из меди. Его форму можно изменять зависимо от типа работ. К примеру, его можно сплющить в виде наконечника отвертки. Таковой вид заточки применяется при пайке мощных деталей. Еще можно сточить нажимало в виде пирамиды, его следует использовать при пайке маленьких деталей.
Залуживание применяется на предварительном шаге и предполагает покрытие нажимала узким слоем припоя для наилучшего контакта с соединяемой поверхностью. Эта операция защитит нажимало от резвого износа и коррозии.
Пайка проводников

Дабы знать как припаять провод к контакту, необходимо только мало попрактиковаться. Перед тем как конкретно перейти к пайке, следует кропотливо разогреть паяльный инструмент, при первом применении паяльничек начинает дымить — это выжигается смазка, используемая при его производстве. Ему необходимо дать остыть, потом опять включить.
Дальше, сперва нужно зачистить изоляцию, она просто снимается кусачками в одно движение. Изоляцию в виде эмали, краски либо тканевой обертки необходимо поначалу спалить. Потом пройтись по проводам наждачкой либо прибегнуть к хим методу — положить провод на пилюлю аспирина и прогреть паяльничком.
Следующим шагом необходимо нанести малость флюса на провод, который вы собираетесь припаять, потом при помощи паяльничка начать лужение. Сходу после чего нужно соединить два конца провода, аккуратненько подогреть место контакта до расплавления припоя и резко убрать паяльничек, дабы не перегреть детали.
В современных радиоэлектронных устройствах не предвидено проводов. Соединение осуществляется за счет припаивания поверхности контактов. Для таких видов работ применяют маломощный паяльничек, мощностью 10−12 Вт. Перед применением для него можно сделать несколько медных нажимал с разветвлениями. Они позволят применять инструмент при работе со светодиодами и разными радиоэлементами.
Работа с платой
Перед тем как припаять провод к плате, необходимо совершить определенные деяния:
- Воткнуть деталь в заблаговременно приготовленное место.
- Нагретый паяльничек поднести совместно с припоем к месту пайки.
- Узким слоем нанести припой на контакты платы и выводы детали.
- Стремительно убрать паяльный инструмент.
Нагретое нажимало паяльничка должно соприкасаться с платой и контактами сразу. Отводим его только тогда, когда место пайки покроется узким слоем припоя. Излишний припой можно удалить медным проводом, необходимо только поднести его к месту пайки.
Индукционная пайка
Таковой вид пайки обширно применяется в индустрии и позволяет соединять разные токопроводящие металлы, такие как медь, сталь, алюминий, твердые сплавы и др. Во время операции происходит бесконтактный нагрев, за счет образования вихревых токов. Для защиты деталей от окисления индукционную пайку проводят с применением флюсов либо в вакууме.
Нередкие ошибки
Обычные ошибки, совершаемые новенькими:
- Непропай
- Перегрев
- Хим разрушение
- Скатывание припоя

Непропай происходит из-за того, что паяльничек был недостаточно прогрет, либо спаиваемые материалы были очень тугоплавкими, а паяльничек имел очень небольшую мощность.
Перегрев — ровная противоположность непропая. Главные предпосылки перегрева: внедрение очень массивного паяльного инструмента, очень длительное его воздействие на место пайки.
Скатывание припоя происходит по той причине, что была плохо очищена поверхность соединяемых материалов. Окислительный слой на их поверхности не дает припою отлично разлиться, что приводит к нехорошему контакту спаиваемых компонент.
Хим разрушение возникает на месте пайки из-за некорректно подобранного флюса, и если не проведена промывка после пайки. Это приводит к коррозии и постепенному разрушению места пайки.
Верный уход
Высококачественный паяльничек — инструмент недешевый, и он, как и хоть какой другой инструмент, просит кропотливого ухода. Главные правила ухода за ним:

- Не рекомендуется включать паяльничек со снятым жалом, так как это приводит к перегреву элемента и существенно уменьшает срок службы инструмента
- Перед первым внедрением необходимо покрыть нажимало высококачественным флюсом и облудить его.
- После окончания работ нужно кропотливо чистить наконечник и облудить его, это поможет стремительно разогреть инструмент при следующем использовании.
- На нажимало паяльного средства во время пайки необходимо временами наносить припой, так его наконечник прослужит для вас подольше.
Как верно паять – обзор обычных мыслях и решений. Практические советы пайки своими руками + аннотация с фото и видео

Соединить провода узкого сечения не всегда выходит скруткой. Каждое соединение – более уязвимое место в схеме, испытывающее завышенную нагрузку. Дабы вышел неплохой контакт, не искрило, не горела изоляция, провода должны кропотливо прилегать друг к другу, Без пайки – не обойтись.
Уметь верно воспользоваться паяльничком – очень принципиально. От этого впрямую будет зависеть обычная работа собранного электрического устройства!
Дабы осознать, как верно паять провода, сначало получим теоретические познания о процессе: ознакомимся с материалами, которые необходимо соединить, особенностью проведения работ.Позже, согласно аннотации, потренируемся.
Короткое содержимое статьи:
Припой и флюс. Для каких целей они нужны?
Пайка представляет собой процесс сваривания 2-ух деталей. Только заместо электрода применяется припой – сплав свинца и олова. Для смачивания спаиваемой поверхности, защиты от окисления применяется флюс. Как правило это – канифоль, сделанная из смолы сосны. По виду и цвету припоминает кусочек янтаря.

Припой выпускается в виде проволоки либо трубки с флюсом снутри. 1-ый вариант – более популярен. Флюс в любом случае применяется.

Зависимо от методов соединения, пайки проводов, подбирается соответственный вид припоя. Чем он темнее, тем больше в нем содержится свинца, на огромную температуру плавления он рассчитан.

Припой для тех либо других целей подбирают согласно его маркировки. Расшифровка кода обозначения очень ординарна: буковкы обозначают, что припой состоит из олова и свинца, числа – процентное содержание частей
Для домашних целей нормально подходит припой марки ПОС 60, температура плавления которого – около двухсотен. Невзирая на низкое содержание свинца и высокого – олова, соединение будет довольно крепким.

Подготовка
- Канифоль, кислота, флюс;
- Набор отверток;
- Припой оловянно свинцовый – ПОС 60;
- Плоскогубцы;
- Пинцет;
- Кусачки, бокорезы;
- Молоток;
- Ратфиль, наждачная бумага;
- Паяльничек средней мощности (40 – 60 Ватт)

За ранее зачищаем спаиваемую поверхность. Используем наждачку, ратфиль. Затачиваем нажимало паяльничка – две кромки, когда он новый. Освобождаем от старенького припоя, если он ранее употреблялся. Для этого чистим его ратфилем, протираем губкой.
Включаем паяльничек в сеть
Нагревающим элементом является провод из нихрома, намотанный на трубку, спрятанный под кожухом. На конце трубки находится нажимало. Нихром, раскаляясь под воздействием идущего по нему тока, нагревает заостренные рабочие кромки.

Дабы проверить готовность паяльничка, касаемся им куска канифоли. Если пойдет маленькая струйка дыма, можно приступать к работе. Повалит густой дым – паяльничек перенагрелся. Придется его мало охладить. Выключить из сети.
Идеальнее всего – применять терморегулятор, дабы не дергать повсевременно вилку из розетки туда-сюда.
Процесс пайки проводов
Рассматривая бессчетные фото, показывающие как верно паять, можно помыслить, что это – страшно непростой процесс. Определенная толика правды в этом есть. Необходимы способности, без которых не обойтись. А именно – умение воспользоваться плоскогубцами, пинцетом, флюсом, припоем, смотреть за состоянием паяльничка.

Придется много чему обучаться, дабы делать всё отменно. Пайка печатных плат – вправду ювелирно узкая работа, без бессчетных подготовительных занятий не обойтись.

Начать можно с обычного соединения проводов. Позже перебегать к более сложным, ответственным конструкциям.

Дабы научиться паять канифолью и оловом и, самое главное, осознать, как это делается, незначительно потренируемся:
- Возьмем многожильный медный провод;
- Разрежем его на 12 кусков длиною 40 мм;
- Зачистим концы на 5 мм со всех боков;
- Берем один провод плоскогубцами и начинаем залуживать его торцы. Поначалу подносим к нему нажимало паяльничка, разогреваем. Позже покрываем узким слоем канифоли. Сверху умеренно наносим припой.
- Когда залудим паяльничком 12 проводов, начинаем их спаивать. От того, как отменно это будет изготовлено, будет зависеть крепкость нашей конструкции.
- Накладываем торцы проводов друг на друга, прогреваем, наносим флюс и припой.
- Ждем остывания соединений. Не дуем, не охлаждаем слюнявыми пальцами.
- В итоге у нас должен получиться равносторонний кубик.
- Кладем его на ладонь и – сжимаем. Если пайка была высококачественной, то провода не отойдут друг от друга. Если нет – то хорошо было бы еще потренироваться!
На данный момент можно повстречать разные мастер-классы с фото и видео иллюстрациями как пошагово верно паять, делать это отменно.

Сложного в данном деле фактически ничего нет. Принципиально смотреть за состоянием паяльничка, дабы он сильно не перегревался, не охлаждался.

Отлично прогретая поверхность отлично впитывает припой. Потому принципиально приловчиться работать с припоем и флюсом при хорошей температуре раскаленности нажимала.
Чутье, когда пришло время паять идёт с течением времени после бессчетных занятий. Естественно, поначалу будет всё смотреться и получаться коряво. После бессчетных проб и ошибок выработается свой стиль работы, а сама пайка будет смотреться всё лучше и лучше.

Фото аннотация как верно паять

































Читайте тут! Привод для откатных ворот — выбор автоматики, наилучшие материалы для производства и свойства привода
Видео: Учимся паять. Как паять паяльником
Припаивание провода и шлейфа к плате
Пайка считается очень удобным и хорошо проверенным способом соединения проводников и радиодеталей. С её помощью также можно припаять провод к плате с расположенными на ней электрическими контактами.
Качеством пайки, в конечном счёте, определяется надёжность образовавшегося соединения, так что перед началом работ рекомендуется ознакомиться с особенностями этой не совсем простой процедуры.
Содержание
- 1 Общие правила
- 2 Подготовка проводов
- 3 Установка теплоотвода
- 4 Пайка шлейфа
- 5 Можно ли обойтись без паяльника
Общие правила
 Для того чтобы присоединить проводник к плате в первую очередь потребуется паяльник с мощностью, зависящей от толщины самого провода.
Для того чтобы присоединить проводник к плате в первую очередь потребуется паяльник с мощностью, зависящей от толщины самого провода.
Обычно для этих целей используются паяльные устройства с рабочей мощностью в пределах от 25-ти до 40 Ватт.
Помимо этого, необходимо будет запастись комплектом расходного материала, заметно облегчающего условия пайки (припой, канифоль и флюс). Желательно также подготовить инструмент для отвода тепла, посредством которого можно защитить саму плату от сильного перегрева.
Подготовка проводов

Для получения качественного соединения крайне важно правильно подготовить провод к пайке, для чего необходимо проделать следующие обязательные операции:
- Сначала рабочий конец провода очищается от поливинилхлоридной изоляции на длину чуть большую размера будущего контакта.
- Затем из обнажившегося многожильного конца вручную или с помощью пассатижей формируется тугая скрутка, которая затем лудится в канифоли с припоем.
- По завершении этой операции переходят к плате, контактный пятак которой также следует тщательно залудить.
На этом подготовка провода может считаться законченной. Но перед тем как паять его к плате необходимо будет учесть ещё один важный момент.
Установка теплоотвода
Для того чтобы не перегреть и не повредить расположенный на плате контакт рекомендуется к месту пайки прикладывать какой-нибудь металлический предмет, который в данном случае выполняет функцию теплоотвода.
 В качестве такого вспомогательного приспособления традиционно используется пинцет, но, в крайнем случае, его может заменить мощная металлическая клипса или отвёртка.
В качестве такого вспомогательного приспособления традиционно используется пинцет, но, в крайнем случае, его может заменить мощная металлическая клипса или отвёртка.
Для обеспечения надёжного застывания расплавленного припоя необходимо на некоторое время зафиксировать проводник в зоне пайки (обездвижить его). В противном случае паяльную процедуру придётся повторить.
По завершении соединения отдельных проводников временное приспособление для отвода тепла удаляется из рабочей зоны.
Таким образом, зная процедуру пайки, можно отремонтировать многие электроприборы, в частности елочную гирлянду, плеер, светодиодную лампу.
Пайка шлейфа
 Гибкие шлейфы из тонких проводников уже давно применяются в современной бытовой аппаратуре. Их можно встретить в обычном мобильном телефоне, а также в любом образце компьютерной техники, в которой имеются многожильные соединения.
Гибкие шлейфы из тонких проводников уже давно применяются в современной бытовой аппаратуре. Их можно встретить в обычном мобильном телефоне, а также в любом образце компьютерной техники, в которой имеются многожильные соединения.
Как правило, в шлейфе дорожки проводников очень тонкие и располагаются вплотную одна от другой, что накладывает на паяльные работы следующие ограничения:
- для припаивания шлейфа к плате потребуется паяльник, мощность которого не должна превышать 24-х Ватт;
- при пайке желательно использовать специальную увеличительную линзу, закреплённую на рабочей подставке-кронштейне;
- для обеспечения хорошего отвода тепла от рабочей зоны потребуется массивный пинцет.
Нередко приходится соединять два тонких провода между собой (для устранения их обрыва в шлейфе, образованном из нескольких проводников). В этом случае сначала необходимо зачистить оборванные концы, а затем туго скрутить их между собой.
С целью изоляции места соединения на один из них перед этим натягивается подходящая по диаметру пластиковая трубочка (кембрик).
По завершении пайки места скрутки изолирующая трубка с небольшим натягом перемещается в зону соединения.
Можно ли обойтись без паяльника
 Припаять без паяльника провода к плате – вполне выполнимая задача. Для этого следует взять небольшую по размерам металлическую ёмкость (типа плошки) и заполнить её мелко нарубленным мягким припоем, смешанным с тщательно растолчённой канифолью. Для этих целей удобнее всего использовать металлическую крышку от стандартной банки кофе.
Припаять без паяльника провода к плате – вполне выполнимая задача. Для этого следует взять небольшую по размерам металлическую ёмкость (типа плошки) и заполнить её мелко нарубленным мягким припоем, смешанным с тщательно растолчённой канифолью. Для этих целей удобнее всего использовать металлическую крышку от стандартной банки кофе.
Затем ёмкость с твёрдой паяльной смесью разогревается любым доступным способом до момента перехода последней в жидкую фазу. Все последующие операции должны выполняться очень быстро, чтобы не допустить остывания готового состава.
Нужно окунуть в расплавленный припой конец подпаиваемого проводника, а затем осторожно капнуть жидким составом на контакт платы. Быстро прижать конец провода к ещё не застывшей капле расплавленного припоя, и дождаться остывания зоны соединения.
В заключение обзора отметим, что в современных электронных устройствах обрыв проводника в контактной точке платы – это самая распространённая неисправность.
Так что после освоения технического приёма их соединения без паяльника можно будет легко восстановить любое повреждённое электронное изделие (такое, например, как клавиатура персонального компьютера).
При ремонте проводки, удлинителей, различных плат и микросхем применяется метод пайки. Он обеспечивает качественное электропроводное соединение, получая при этом низкое переходное сопротивление. 50% качественной пайки зависит от правильного выбора паяльника, флюса и припоя. Остальные50 % от правильности выполнения всех манипуляций. Мы объясним, что необходимо взять для пайки и на примере покажем, как паять провода.
Суть пайки
Собственно, что такое пайка? Это соединение проводников (например, проводов или провода и дорожки на плате) с помощью легкоплавкого припоя. Звучит просто, на самом деле принципиально важно обеспечить два момента:
- надежное соединение, чтобы хороший контакт был постоянно,
- достаточную площадь соединения, чтобы место пайки не перегревалось (актуально для силовых цепей).

Однако стоит отметить, что сам припой имеет высокое удельное сопротивление. Поэтому необходимо, чтобы толщина покрываемого слоя была небольшой, а площадь покрытия наоборот больше. Также отметим, что чем толще проводник (например, провод), тем большую площадь нужно покрывать.
Какой инструмент нужен для пайки?
Паяльник

Существуют маломощные небольшие модели с тонким жалом, позволяющие паять мелкие детали, такие как SMD-компоненты. Для проводов они не подойдут, а вот для электроники самое оно. Например, Rexant 12-0180 на 8 Вт вообще может подключаться к Power Bank и свободно работать с деталями и платами.


Флюс

Также есть сухие флюсы, например, канифоль, которую мы будем использовать. Канифоль менее эффективна при пайке стальных изделий, но отлично подходит для меди и основанных на ней сплавов. Для того, чтобы покрыть канифолью деталь, необходимо предварительно растопить ее паяльником. Если вы новичок в пайке, то рекомендуем сразу учиться на канифоли.
Припой

Рекомендуем брать мягкий припой в виде проволоки толщиной 1 мм — он быстрее плавится и легко наносится на поверхность деталей. Обычно он продается в виде небольших бухт, однако в характеристиках указывается не длина всей проволоки, а ее вес. В среднем 1 гр припоя стоит 5 рублей. Но чем больше бухта, тем дешевле можно купить расходник. Если только начинаете паять, то возьмите катушку на 25 гр — ее хватит надолго.
Существуют также безсвинцовые припои. Однако в них свинец заменен на цинк или индий. Их преимущество в том, что они не токсичны и дают лучшую устойчивость к коррозии. Но у них более высокая температура плавления, поэтому для мелких радиотехнических деталей не подойдут.
Как правильно спаять два провода?
Чаще всего в быту паять приходится провода — это самый надежный способ соединения. Но казалось бы простую операцию не все способны провести грамотно. Например, некоторые умудряются спаять провода крест-накрест. Рассказываем, как это делать правильно.
Для пайки медных проводов мы используем свинцово-оловянный припой, обычную канифоль и паяльник с широким жалом. Пайка выполняется следующим образом:
- Сначала нам нужно облудить провода. Для этого кладем конец зачищенного провода в канифоль (1) и нагреваем паяльником — тем самым «купаем» провод в канифоли. Затем набираем паяльником немного припоя и водим вдоль провода (2).
- Затем придавливаем один провод (например, плоскогубцами), чтобы он был неподвижным, а второй прикладываем максимально близко к нему.
- Расплавляем припой паяльником (он хорошо ложится на жало), а затем наносим на провода. Стараемся растягивать олово, чтобы оно не ложилось сгустками. Переворачиваем провод и пропаиваем с другой стороны (тонкие провода можно пропаять с первого раза с одной стороны).
Паяное соединение получается прочным и хорошо проводящим ток. Если вы уже умеете паять, то поделитесь в комментариях своим первым опытом пайки металлических изделий!
Как еще можно соединять провода:
- Соединяем медный и алюминиевый провода: как правильно?
Пайка применяется для соединения проводов и радиотехнических деталей. Обеспечивает надёжное соединение компонентов и проводимость электрического тока между ними. С помощью пайки можно соединять радиодетали из меди, алюминия и других токопроводящих металлов.
Для классической пайки применяется паяльник. С его помощью можно выполнять большинство работ практически с большинством элементов. Технология предполагает нагрев точек контакта и заполнение пространства между ними припоем.
Для пайки требуется высокотемпературный источник тепла. Самый распространённый тип такого оборудования – паяльник.
В зависимости от модели и функциональности паяльник может иметь различные дополнительные компоненты, такие как регулятор мощности и температуры, кнопка включения, гнездо для смены жал и другие. Бытовые паяльники работают от стандартной сети 220 В.
Припой – это оловянно-свинцовый сплав, продающийся, как правило, в виде проволоки разного диаметра.
Существует также трубчатый припой, представляющий собой проволоку, внутренняя полость которой заполнена флюсом.
Аккумуляторная дрель-шуруповерт Hammer ACD12/2С 216-022

Исходя из состава, припой может иметь разную маркировку, например, ПОС-60, где:
- П – припой;
- ОС – оловянно-свинцовый;
- 60 – 60% олова в составе.

Чем больше свинца и, соответственно, меньше олова содержится в припое, тем легче он плавится. Существуют также бессвинцовые припои, для расплавления которых требуется специальное высокотемпературное оборудование или паяльник повышенной мощности. Могут использоваться различные добавки, чаще всего кадмий и алюминий.
Флюс
При пайке обязательно используется флюс, выполняющий такие функции:
- Растворение окислов на поверхности монтажных элементов;
- Улучшение соединения между припоем и монтажными компонентами;
- Способствование растеканию припоя небольшим слоем по поверхности контактных деталей.

Самый популярный флюс – канифоль. Подходит для проводов и крупных радиодеталей. Спиртовой раствор канифоли можно применять для пайки практически любых плат. Для микросхем и мелких деталей обычно используют специализированные пастообразные флюсы.
Флюс для пайки (кислота паяльная) Solins ЛТИ-120, для низкотемпературной пайки печатных плат, флакон ПЭТ, 22 мл, с кистью

Флюсы бывают активными и неактивными. Активные после работы нужно обязательно смывать, поскольку они способны разъедать токопроводящие элементы, особенно сделанные из меди.

Оплётка для удаления припоя
Чтобы убирать лишний припой с области пайки, используется медная оплётка. Представляет собой плоскую косичку из тонкой медной проволоки. Прикладывается к месту пайки и при нагревании паяльником впитывает в себя лишний припой.
Индикаторная отвертка SMARTBUY135 мм, до 500 В, шлицевая, серт, испытания (1/720)

Может отличаться шириной, стандартный размер составляет 5 мм. Вместо покупной оплётки можно использовать экранирующую сетку от старого коаксиального (антенного) кабеля.

Выбор мощности паяльника
Мощность паяльника необходимо подбирать исходя из специфики работ:
- От 20 до 50 Вт – для плат, мелкой электроники и тонких проводов;
Паяльник PROconnect 12-0122-4, 30 Вт красный
- 100 Вт – для медных слоёв толщиной до 1 мм;
Паяльник электрический/Паяльник электрический/Пяльник для микросхем/Паяльник с регулировкой температуры
- От 200 Вт – для крупных деталей и проводов.
Паяльник ЗУБР 55301-200, 200 Вт синий
Мощность всегда указывается на упаковке устройства. В большинстве моделей она также указана на рукоятке.

Подготовка паяльника и деталей
Если паяльник новый, его нужно включить на несколько минут и дать поработать «вхолостую». Это необходимо для выгорания заводской смазки. При такой подготовке паяльник может дымить, поэтому не стоит пугаться.

Обычно паяльники продаются уже с залуженным (покрытым слоем олова) жалом. Если жало непокрыто, его нужно слегка зачистить наждачной бумагой, нагреть, затем окунуть в флюс и покрыть припоем.

Иногда даже лужёное жало необходимо перед пайкой слегка зачистить. В процессе работы жало покрывается оксидной плёнкой, из-за которой ухудшается прилипание припоя. Для этого его слегка счищают наждачной бумагой или тряпочкой, в зависимости от степени загрязнения.

Для подготовки деталей необходимо:
- Снять изоляцию (если паяются провода).
- Обезжирить.
- Покрыть деталь флюсом.
- Залудить с помощью паяльника.

Далее можно непосредственно приступать к пайке. Лудить обычно необходимо обе детали. Для удаления окислов можно использовать жало паяльника, наждачную бумагу или острый нож.
Техника пайки проводов
Порядок действий, как правильно паять провода:
- Удалить изоляцию на нужную длину, обычно 3-5 см.
- Если нужно, зачистить и обезжирить жилы (в зависимости от типа провода).
- Плотно скрутить провода между собой.
- Покрыть место пайки флюсом.
- Набрать припой на жало и пропаять скрутку. Важно равномерно прогреть провода, чтобы припой покрыл все поверхности и заполнил полости.
- Изолировать полученное соединение с помощью термоусадочной трубки (надевать нужно перед пайкой) или обычной изоленты.

Существуют разные способы соединения и пайки проводов. Их не всегда обязательно скручивать. Если жилы мягкие, к примеру из меди, их лучше скрутить для надёжности контакта.

Если провода твёрдые и хрупкие, их можно приложить друг к другу, а затем спаять без скрутки. Это исключит риск перелома в процессе скручивания.
При пайке без скрутки крайне рекомендуется предварительно залудить оба провода. Инструкция, как залудить провода паяльником:
- Очистить каждый провод от изоляции.
- При необходимости снять лаковое покрытие с проводов. Это лучше всего делать острым ножом или наждачной бумагой.
- Обработать жилу флюсом.
- Равномерно нанести расплавленный припой на поверхность с помощью паяльника.

Правильно залуженный провод должен быть полностью покрыт слоем припоя. Далее эти провода скручивают или плотно прикладывают друг к другу, и пропаивают. При этом не нужно использовать много припоя, поскольку каждый из проводов уже им покрыт.

Пайка плат
Как правило, на платах радиодетали припаиваются к токоведущим дорожками или специальным «пятакам». Если дорожки уже покрыты оловом (имеют серый цвет), их не нужно предварительно лудить.

Если они имеют желтоватую окраску, сначала их необходимо покрыть флюсом, а затем залудить паяльником по аналогии с проводами. После этого можно припаивать детали.
Инструкция, как правильно паять детали к плате:
- Пинцетом отогнуть выводы на детали так, чтобы они ровно прилегали к дорожкам (пятакам) или попадали в посадочные пазы.
- Ровно зафиксировать деталь с помощью пинцета.
- Обработать место пайки флюсом.
- Набрать на жало небольшое количество припоя и приложить его к точке пайки.
- Дождаться равномерного распределения припоя. Не стоит держать паяльник слишком долго, из-за перегрева деталь может выйти из строя. Чтобы деталь не сдвинулась с посадочного места, её следует придерживать пинцетом.
- После остывания промыть место пайки от остатков флюса. Для этого оптимально использовать спирт (этиловый или изопропиловый) либо бензин «Галоша».
При необходимости контакты можно покрыть защитным лаком для плат. Это необходимо для защиты от влажной среды и предотвращения риска замыкания при соприкосновении с другими поверхностями.
Уретановый лак для печатных плат Solins Urethane, 400 мл, аэрозоль
Распространённые проблемы
Часто начинающие сталкиваются с такими сложностями при пайке:
- Недостаточный прогрев компонентов. Из-за нехватки температуры происходит «холодная» пайка. Определить её можно по тусклому цвету припоя в месте пайки и его лёгкой разрушаемости при механическом воздействии.
- Перегрев деталей. В данном случае поверхность вовсе не покрывается припоем.
- Смещение деталей до застывания припоя, что часто приводит к разрыву контакта.

Для устранения данных проблем необходимо произвести повторную пайку.
Если происходит перегрев, нужно сократить время пайки или использовать менее мощный паяльник. При холодной пайке наоборот нужно использовать паяльник более высокой мощности.

Фото правильной пайки паяльником