Все представленные паспорта, формуляры, сканированные документы на данном сайте из моих личных архивов (в том числе и есть купленные за личные денежные средства) или из свободных источников с просторов интернета.
Если Вам понравился и Вы скачали паспорт, который Вы давно искали, и хотите пожертвовать деньги на развитие ресурса:
Номер счёта WebMoney — Z265580249044
Номер счёта ЮМани — 41001696873134
Можете также воспользоваться формой, представленной в шапке сайта.
Можете также воспользоваться формой, представленной в шапке сайта.
Все денежные средства пойдут на развитие сайта!
Всем неравнодушным — спасибо за помощь!
Если Вы не нашли, интересующий Вас документ, напишите нам на электронную почту, и мы попробуем найти, интересующую Вас документацию, в других наших архивах.
Если у Вас имеются сканы паспортов, и Вы готовы ими поделиться, присылайте их на нашу электронную почту:
st(тире)denis(тире)979(собачка) yandex.(ру)
![]()

Назначение технического устройства.
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с наибольшей длиной обработки 500 мм, а также для прорезания всевозможных прямолинейных пазов, канавок и выемок.
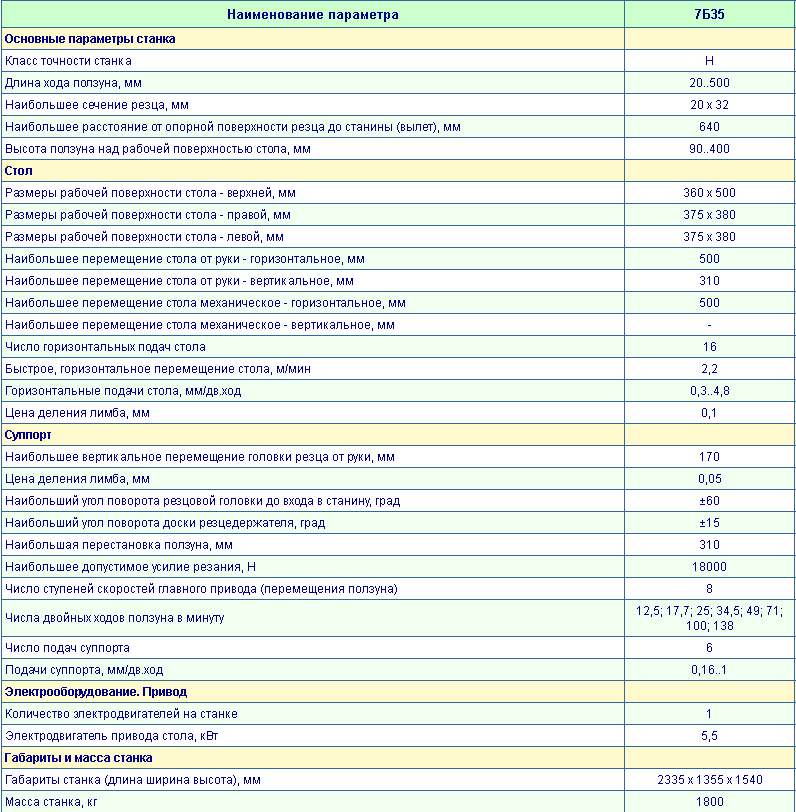
Технические характеристики.
Длина хода ползуна, мм – 20-500
Наибольшее перемещение стола, мм:
— от руки, не менее – горизонтальное — 500; вертикальное – 310
— механическое, не менее – 500 (горизонтальное)
Быстрое перемещение, м/мин – 2,23 (горизонтальное)
Цена деления лимба, мм – 0,1 (горизонтальное)
Перемещение за один оборот лимба, мм — горизонтальное — 12; вертикальное – 6
Размеры рабочих площадей стола, мм:
-верхней – длина – 500; ширина – 360; число пазов – 3
-правой – длина – 380; ширина – 375; число пазов – 3
-левой– длина – 380; ширина – 375; число пазов – 3
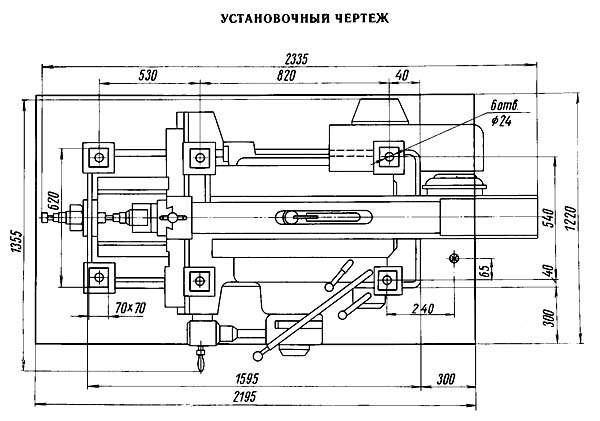
Габаритные размеры, мм:
длина – 2335
ширина – 1335
высота – 1540
Вес станка, кг – 1800
Руководство по эксплуатации, паспорт на Станок поперечно-строганный 7Б35 скачать бесплатно в формате djvu (93 страницы):

Возможность обработки мелких и средних заготовок, на которых имеются достаточно длинные плоские поверхности, предопределяет широкое применение поперечно-строгальных станков целого ряда модификаций в условиях мелкосерийного и единичного производства.
Станки такого рода компактны и надёжны в эксплуатации. Большинство из них оснащается механическим прижимом обрабатываемого изделия, хотя популярная модель 7Д36 оборудована гидравлическим прижимом. 
В каких случаях строгание конкурентоспособно с фрезерованием
Действительно, наличие фазы холостого хода, когда резец возвращается в исходное положение, и обработки не производит, существенно улучшает позиции прямого конкурента строгальным станкам – фрезерного оборудования. Однако в некоторых случаях использование строгания более целесообразно:
- В случае черновой обработки групповых поверхностей на однотипных заготовках наладка фрезерных станков по своей трудоёмкости значительно превосходит затраты времени на обслуживание строгальных.
- Механическая обработка заготовок с поверхностной коркой ржавчины или окалины быстро выводит фрезы из строя, при этом трудоёмкость восстановления является достаточно высокой, из-за сложности заточки инструмента.
- Во время строгания заготовка нагревается менее интенсивно, а потому тепловые деформации изделия незначительны.
- Соответственно, увеличивается и точность обработки. Энергетические затраты при строгании поверхностей существенно ниже, чем при их фрезеровании, поэтому мощность привода строгальных станков, по сравнению с фрезерными, также ниже.
- Строгальные станки и инструмент дешевле фрезерных, и это особо оправдывает себя при небольших объёмах выполняемых операций.
Скачать паспорт строгального станка 7Б35
Суммируя вышеуказанное нетрудно сделать вывод о том, что для получения небольших плоских поверхностей по металлу целесообразно использовать их поперечное строгание. Поперечно-строгальный станок 7Б35, длительное время производившийся станкостроительным заводом в Оренбурге, как нельзя лучше подходит для данных целей.
Общие параметры
По своему устройству станок 7Б35 – универсального назначения. Механизм поперечно-строгального станка – кривошипно-кулисный, что позволяет изменять ход ползуна в пределах 20…500 мм. Технологические возможности станка определяются следующими характеристиками:
- Максимальным передвижением поверхности с закреплённой деталью, соответственно в вертикальном и горизонтальном направлениях, мм – 310 и 500. При этом вертикальное движение возможно только в ручном режиме;
- Скорость быстрого перемещения, м/мин – 2,23;
- Точность управления по отсчётному лимбу, мкм – 100;
- Перемещение за один оборот лимба, мм – 12;
- Наибольшие размеры устанавливаемых на столе заготовок, мм: по боковым поверхностям — 380×375, по верхней — 500×360;
- Способ крепления заготовок – лапами на Т-образные пазы;
- Наибольшее вертикальное перемещение резцовой головки на суппорте в ручном режиме, мм – 170;
- Наибольшее угловое перемещение резцовой головки на суппорте в ручном режиме, град ± 60;
- Точность перемещения резца: угловая ± 10, линейная – 0,05 мм;
- Функция автоматического подъёма резца при его холостом перемещении – отсутствует.
Технические характеристики оборудования:
- тип и мощность привода — электродвигатель переменного тока 5,5 кВт, при числе оборотов 1400 мин-1;
- угловая скорость вращения приёмного вала — 625 мин-1;
- наибольшее тяговое усилие на ползуне, кг – 1800;
- производительность шестерённого насоса для подачи СОЖ, л/мин – 5;
- протяжённость двойного хода стола, м – 0…0,5;
- максимально допустимая скорость резания, м/мин – 140;
- габариты станка (длина, ширина, высота), мм — 2335×1355×1540.
 Технические характеристики[/caption] Устройство станка не предусматривает автоматического учёта двойных ходов ползуна. С целью безопасности работы имеется предохранитель от перегрузки.
Технические характеристики[/caption] Устройство станка не предусматривает автоматического учёта двойных ходов ползуна. С целью безопасности работы имеется предохранитель от перегрузки.
Основные узлы и принцип действия
Поперечно-строгальный станок 7Б35 состоит из:
- приводного электродвигателя;
- клиноременной передачи;
- коробки скоростей;
- фрикционной муфты включения;
- суппорта с резцовой головкой;
- рабочего стола;
- механизма подачи стола;
- кривошипно-кулисного механизма;
- механизма вертикальной подачи суппорта;
- насосно-смазочной станции;
- станины.
 Поперечно-строгальный станок может быть дообрудован поворотным устройством, который в основную комплектацию не входит. Поставляется также комплект быстроизнашиваемых принадлежностей: ремней, рукояток, узла местного освещения, зажимного устройства и крепёжных элементов.
Поперечно-строгальный станок может быть дообрудован поворотным устройством, который в основную комплектацию не входит. Поставляется также комплект быстроизнашиваемых принадлежностей: ремней, рукояток, узла местного освещения, зажимного устройства и крепёжных элементов.
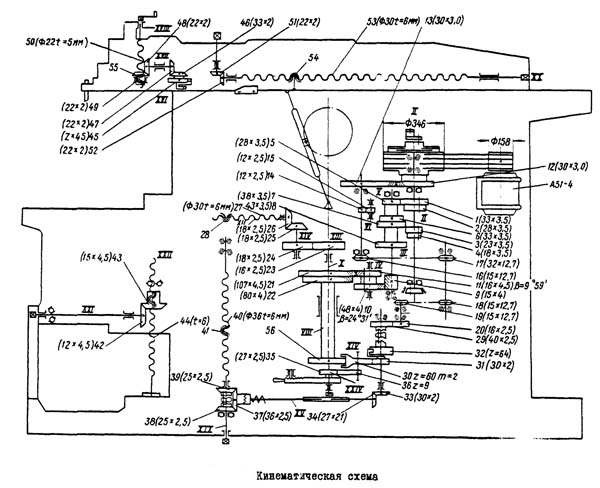
Станок работает так. Крутящий момент от электродвигателя через понижающую передачу сообщается суппорту, при этом стол может передвигаться ускоренно. С этой целью кинематическая схема поперечно-строгального станка предусматривает специальную цепную передачу. Далее при помощи сцепной муфты, работающей без смазки, движение передаётся узлу главного движения. Посредством перебора вех восьми ступеней число ходов кривошипно-кулисного механизма может ступенчато варьироваться в пределах 12,5;17,7; 25;34,5;49;71;100 и 138. Число степеней механизма подачи — 16. Использовать максимальные длины строгания при наибольших скоростях перемещения суппорта допускается только после проведения соответствующих расчётов. При превышении возможен обрыв кулисного пальца, а также ремней передачи. Слабым местом муфты является фрикционный диск с накладками из феродо: их стойкость при средних режимах эксплуатации станка не превышает 5…6 месяцев.  Схема управления поперечно-строгальным станком 7Б35 представлена следующими функциональными элементами:
Схема управления поперечно-строгальным станком 7Б35 представлена следующими функциональными элементами:
- рукояткой включения фрикционной муфты;
- рукоятками управления зажимными устройствами на ползуне и столе;
- ключом, изменяющим положение ползуна;
- упором хода ползуна;
- рукоятками хода салазок на суппорте из холостого цикла в рабочий и наоборот;
- рукоятками включения и переключения механизма перебора.
 В схеме предусматривается ускоренный холостой ход резцовой головки, что снижает непроизводительные потери времени при строгании. В отличие от рассмотренной конструкции, 7Е35 – станок поперечно-строгальный, являющийся модернизацией базовой модели – отличается увеличенным до 20 числом подач и возможностью дополнительного закрепления стола в станине, что увеличивает жёсткость опорной поверхности.
В схеме предусматривается ускоренный холостой ход резцовой головки, что снижает непроизводительные потери времени при строгании. В отличие от рассмотренной конструкции, 7Е35 – станок поперечно-строгальный, являющийся модернизацией базовой модели – отличается увеличенным до 20 числом подач и возможностью дополнительного закрепления стола в станине, что увеличивает жёсткость опорной поверхности.
Возможность обработки мелких и средних заготовок, на которых имеются длинные плоские поверхности, предопределяет широкое применение поперечно-строгальных станков большого количества модификаций в условиях мелкосерийного и единичного производства. Станки такого рода компактны и надежны в эксплуатации. Большинство из них оснащается механическим прижимом обрабатываемого изделия, хотя популярная модель 7Д36 оборудуется гидравлическим прижимом.

Когда строгание конкурирует с фрезерованием?
Наличие фазы холостого хода, когда резец возвращается в начальное положение, и обработки не производит, существенно улучшает позиции прямого конкурента строгальным станкам — фрезерного оборудования. В некоторых случаях использование строгания более выгодно:
- При черновой обработки групповых поверхностей на однотипных заготовках, наладка фрезерных станков по своей трудоемкости намного превосходит затраты времени на обслуживание строгальных.
- Механическая обработка заготовок с поверхностной коркой ржавчины или окалины выводит фрезы из строя, при этом трудоемкость восстановления является очень высокой, из-за сложности заточки инструмента.
- Во время строгания заготовки нагревается не так интенсивно, а потому тепловые деформации изделия незаметны.
- Соответственно, увеличивается и точность обработки.
Энергетические затраты при строгании поверхностей намного ниже, чем при их фрезеровании, поэтому мощность привода строгальных станков, в сравнении с фрезерными, тоже ниже. - Строгальные станки и инструмент дешевле фрезерных, и это сильно оправдывает себя при малых объемах выполняемых операций.
Суммируя все выше описанное, нетрудно сделать вывод, что для получения мелких плоских поверхностей по металлу, целесообразно использовать их поперечное строгание. Поперечно-строгальный станок 7Б35, длительное время производившийся станкостроительным заводом в Оренбурге, как нельзя лучше подходит для этих целей.
Общие параметры
По своему устройству станок 7Б35 имеет универсальное назначение. Механизм поперечно-строгального станка — кривошипно-кулисный, что дает возможность изменять ход ползуна в пределах 20-500 мм. Технологические возможности станка определяются такими характеристиками:
- Максимальным передвижением поверхности с закрепленной деталью, соответственно в вертикальном и горизонтальном направлениях, мм — 310 и 500. При этом вертикальное движение производится только в ручном режиме;.Скорость быстрого перемещения, м/мин – 2,23;
- Точность управления по отсчетному лимбу, мкм – 100.
- Перемещение за один оборот лимба, мм – 12.
- Наибольшие размеры устанавливаемых на столе заготовок, мм: по боковым поверхностям — 380×375, по верхней — 500×360.
- Способ крепления заготовок – лапами на Т-образные пазы.
- Самое большое вертикальное перемещение резцовой головки на суппорте в ручном режиме, мм – 170.
- Наибольшее угловое перемещение резцовой головки на суппорте в ручном режиме, град ± 60.
- Точность перемещения резца: угловая ± 10, линейная – 0,05 мм.
- Функция автоматического подъема резца при его холостом перемещении – отсутствует.
Технические параметры оборудования:
- тип и мощность привода — электродвигатель переменного тока 5,5 кВт, при числе оборотов 1400 мин-1;
- угловая скорость вращения приемного вала — 625 мин-1;
- наибольшее тяговое усилие на ползуне, кг – 1800;
- производительность шестеренного насоса для подачи СОЖ, л/мин – 5;
- протяжённость двойного хода стола, м – 0…0,5;
- максимально допустимая скорость резания, м/мин – 140;
- габариты станка (длина, ширина, высота), мм — 2335×1355×1540.
Устройство станка не предусматривает автоматического учёта двойных ходов ползуна. С целью безопасности работы имеется предохранитель от перегрузок.
Основные узлы и принципы действия
Поперечно-строгальный станок 7Б35 состоит из:
- приводного электродвигателя;
- клиноременной передачи;
- коробки скоростей;
- фрикционной муфты включения;
- суппорта с резцовой головкой;
- рабочего стола;
- механизма подачи стола;
- кривошипно-кулисного механизма;
- механизма вертикальной подачи суппорта;
- насосно-смазочной станции;
- станины.
Поперечно-строгальный станок может быть дообрудоваться поворотным устройством, который в основную комплектацию не входит. Поставляются комплекты быстроизнашиваемых принадлежностей: ремней, рукояток, узла местного освещения, зажимного устройства и крепежных элементов.
Станок работает так. Крутящий момент от электродвигателя через понижающую передачу сообщается суппорту, при этом стол может двигаться ускоренно. С этой целью кинематическая схема поперечно-строгального станка предусматривает специальную цепную передачу. С помощью сцепной муфты, работающей без смазки, движение передаётся узлу главного движения. Посредством перебора всех восьми ступеней. Число ходов кривошипно-кулисного механизма может ступенчато варьироваться в пределах 12,5;17,7; 25;34,5;49;71;100 и 138. Число степеней механизма подачи — 16.
Использовать максимальные длины строгания на больших скоростях перемещения суппорта допускается только после проведения соответствующих расчетов. При превышении возможен обрыв кулисного пальца и ремней передачи. Слабым местом муфты является фрикционный диск с накладками из феродо: их стойкость при средних режимах эксплуатации станка не превышает 5-6 месяцев.
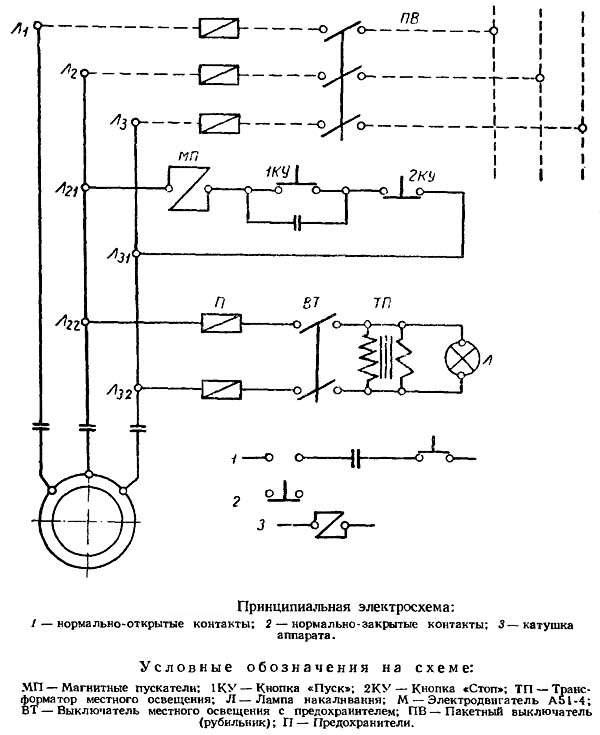
Схема управления поперечно-строгальным станком 7Б35 представлена такими функциональными элементами:
- рукояткой включения фрикционной муфты;
- рукоятками управления зажимными устройствами на ползуне и столе;
- ключом, изменяющим положение ползуна;
- упором хода ползуна;
- рукоятками хода салазок на суппорте из холостого цикла в рабочий и наоборот;
- рукоятками включения и переключения механизма перебора.
В схеме предусматривается ускоренный холостой ход резцовой головки, что понижает непроизводительные потери времени при строгании.
В отличие от рассмотренной конструкции, 7Е35 – станок поперечно-строгальный, являющийся модернизацией базовой модели – отличается повышенным до 20 числом подач и возможностью дополнительного закрепления стола в станине, что увеличивает жесткость опорной поверхности.
Оценка статьи:
![]() Загрузка…
Загрузка…
ПАСПОРТА К
СТАНКАМ И ОБОРУДОВАНИЮ
|
файлом |
|
7Д36, 7Д37 — станок поперечно-строгальный |
|
Гомельский станкостроительный завод им. С.М. Кирова Поперечно-строг… |
50 Скачиваний (236 Просмотров) |
| Добавлен 16 Aug 2012 |
|
7а110 ; 7а112 ; 7а116 ; 7а210 ; 7а212 ; |
|
7а110; 7а112; 7а116; 7а210; 7а212; 7а216 — Станки продольно-строгал… |
238 Скачиваний (356 Просмотров) |
| Обновлен: 18 Jun 2012 |
|
7402 — станок долбежный. Паспорт |
| Станок долбёжный модель 7402 Руководство по эксплуатации |
108 Скачиваний (473 Просмотров) |
| Обновлен: 22 Feb 2012 |
|
7А311, 7А33 — поперечно-строгальные |
|
7А311, 7А33 — поперечно-строгальные станки, Оренбург. Полный паспорт |
47 Скачиваний (532 Просмотров) |
| Обновлен: 20 Feb 2012 |
|
7А311, 7А33 — поперечно-строгальные |
|
Поперечно-строгальные станки мод. 7А311 и 7А33 Оренбургский станкос… |
837 Скачиваний (1691 Просмотров) |
| Обновлен: 27 Sep 2011 |
|
7210, 7110, 7212, 7112, 7216, 7116 — |
|
Станок продольно-строгальный Модель 7210, 7110, 7212, 7112, 7216, 7… |
320 Скачиваний (1259 Просмотров) |
| Обновлен: 09 Jun 2012 |
|
7М36 — гидрофицированный |
|
Министерство станкостроительной и инструментальной промышленности С… |
314 Скачиваний (1017 Просмотров) |
| Обновлен: 03 Jun 2011 |
|
7305, 7307Г — станки |
|
Станок поперечно-строгальный моделей 7305, 7307Г Оренбургский станк… |
507 Скачиваний (1713 Просмотров) |
| Обновлен: 03 Jun 2011 |
|
7Б35 — станок поперечно-строгальный (djvu) |
|
Станок поперечно-строгальный модели 7Б35 Руководство Москва, Станк… |
239 Скачиваний (1194 Просмотров) |
| Обновлен: 03 Jun 2011 |
|
7307Д, 7310Д — станки |
|
Станок поперечно-строгальный с гидравлическим приводом моделей 7307… |
338 Скачиваний (1066 Просмотров) |
| Обновлен: 06 Apr 2011 |
|
7Д430, Станок долбежный с гидравлическим |
|
Станок долбежный с гидравлическим приводом модели 7Д430 Руководство… |
549 Скачиваний (2639 Просмотров) |
| Добавлен 29 Jun 2010 |
|
7Д36 (7Д37), станок поперечно-строгальный, |
|
Поперечно-строгальные станки 7Д36 и 7Д37. Руководство по эксплуатац… |
166 Скачиваний (817 Просмотров) |
| Добавлен 17 Jun 2010 |
|
Информация по станку 7307Д |
| Подборка информации по 7307Д |
140 Скачиваний (825 Просмотров) |
| Обновлен: 31 Mar 2010 |
|
7А31, электросхема |
| ценность представляет схема подключения 4х скоростного движка |
704 Скачиваний (2526 Просмотров) |
| Обновлен: 31 Mar 2010 |
|
7А420, станок долбежный, Саракташ |
|
Руководство по эксплуатации, акт приемки, паспорт. Саракташский ста… |
630 Скачиваний (1951 Просмотров) |
| Обновлен: 31 Mar 2010 |
|
7110 (7210,7112,7212) станок строгальный, |
| Электрооборудование |
369 Скачиваний (1892 Просмотров) |
| Обновлен: 31 Mar 2010 |
|
7110 (7212), станок строгальный, схема |
|
abest спрашивал схемку, так у меня случайно нашлась одна. С радость… |
555 Скачиваний (2506 Просмотров) |
| Обновлен: 31 Mar 2010 |
|
7216 (7А110, 112, 116, 210, 212, 216), |
|
Головка фрезерная на продольно-строгальный станок. Паспорт, акт при… |
508 Скачиваний (2893 Просмотров) |
| Обновлен: 31 Mar 2010 |
|
7305, 7305Е, 7307Г, 7307ГТ, станки |
| Руководство по эксплуатации. |