РУКОВОДСТВО
ПО РЕМОНТУ И ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
РЕДУКТОРНО-КАРДАННЫХ ПРИВОДОВ ПАССАЖИРСКИХ ВАГОНОВ
РД 32 ЦЛ 032-2010
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящее руководство распространяется на ремонт и техническое обслуживание редукторно-карданных приводов от торца и средней части оси колесной пары пассажирских вагонов всех типов при техническом обслуживании пассажирских вагонов, курсирующих на сети железных дорог государств-участников Содружества Независимых Государств, Грузии, Латвийской Республики, Литовской Республики, Эстонской Республики, допущенных к эксплуатации на путях общего пользования.
1.2 Техническое обслуживание должно производиться на пассажирских технических станциях в пунктах формирования и оборота, на станциях по пути следования поезда, в вагонных депо.
1.3 Ремонт редукторно-карданных приводов должен производиться в депо или на заводах, имеющих обязательный минимум оборудования, приспособлений, измерительного инструмента.
1.4 К ремонту и техническому обслуживанию редукторно-карданных приводов допускаются лица, прошедшие курс обучения, сдавших экзамены и прошедших испытания в установленном порядке.
2. МЕРЫ БЕЗОПАСНОСТИ
2.1 Техническое обслуживание вагонов должно производиться в соответствии с документами по технике безопасности и производственной санитарии при техническом обслуживании и ремонте пассажирских вагонов, действующем в государствах-участниках Содружества по железнодорожному транспорту.
2.2 При всех видах технического обслуживания вагонов необходимо выполнять требования действующей Инструкции по обеспечению пожарной безопасности в вагонах пассажирских поездов.
2.3 К лицам, производящим техническое обслуживание и ремонт привода генераторов на пассажирских технических станциях в пунктах формирования и оборота и на станциях по пути следования поезда, должны предъявляться требования действующей Инструкции по техническому обслуживанию вагонов в эксплуатации (Инструкции осмотрщику вагонов).
Персонал, при техническом обслуживании и ремонте пассажирских вагонов, обязан руководствоваться документами по охране труда, в том числе по эксплуатации электроустановок, технике безопасности и производственной санитарии, действующими в государствах-участниках Содружества по железнодорожному транспорту.
3. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА
ПРИВОДОВ ВАГОННЫХ ГЕНЕРАТОРОВ
3.1 Техническое обслуживание оборудования пассажирских вагонов проводится в пунктах технического обслуживания (ПТО) вагонов, региональных дирекциях по обслуживанию пассажиров (РДОП), вагонных депо, на станциях формирования и оборота составов пассажирских поездов, промежуточных станциях в пути следования поезда.
Техническое обслуживание должно производиться на специально выделенных для этих целей ремонтно-экипировочных или специализированных путях для текущего ремонта или единой технической ревизии.
3.2 На промежуточных станциях, где имеются ПТО или представители от ПТО, техническое обслуживание производится в соответствии с требованиями действующей Инструкции по техническому обслуживанию вагонов в эксплуатации (Инструкции осмотрщику вагонов) и настоящего Руководства, а также выполняется текущий ремонт по заявкам работников поездных бригад.
3.3 Техническое обслуживание приводов вагонных генераторов в пунктах оборота выполняют работники ПТО в соответствии с действующей Инструкцией по техническому обслуживанию вагонов в эксплуатации (Инструкцией осмотрщику вагонов), а также работники поездных бригад согласно их должностным инструкциям, руководствам по ремонту и эксплуатации оборудования, руководству по техническому обслуживанию вагонов, действующих в государствах-участниках Содружества по железнодорожному транспорту и настоящего Руководства.
3.4 В случае обнаружения в пути следования неисправностей, требующих отцепки вагона в текущий отцепочный ремонт, либо устранения их без отцепки вагона, но за пределами технологических норм на техническое обслуживание вагона в составе поезда, вагон переводится в состав неисправных с выпиской Уведомления на ремонт пассажирского вагона в форме, установленной документом «Единые требования к системе технического обслуживания пассажирских вагонов, курсирующих в международном сообщении». В случае замены или демонтажа узлов и деталей привода и подвески генератора вагон переводится в состав неисправных.
3.5 При отсутствии на транзитной железной дороге, либо в пункте оборота редукторной колесной пары, в случае необходимости ее замены, под вагон подкатывается колесная пара без редуктора.
3.6 При отсутствии на транзитной железной дороге, либо в пункте оборота деталей привода генератора, требующих замены, привод генератора (карданный вал, ремни, при необходимости шкивы текстропно-ременной передачи и пр.) демонтируются. Демонтированные детали передаются поездной бригаде.
4. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ПРИВОДОВ ГЕНЕРАТОРА
4.1. Техническое обслуживание ТО-1
в пунктах формирования и оборота
4.1.1 В пунктах формирования и оборота пассажирских поездов производят следующие работы:
— очистка, осмотр и дефектация приводов по прибытии поезда;
— замена отказавших узлов и деталей.
4.1.2 Детали приводов в зимнее время очищают ото льда деревянным молотком. Использование для этих целей металлических предметов не допускается.
4.1.3 По прибытии поезда на пассажирскую или техническую станцию проверяется температура корпусов редукторов, центробежных муфт и шарниров карданных валов. Температуру корпуса редукторов, муфт и шарниров карданных валов определяют электронным бесконтактным термометром. При температуре нагрева более 70 °C заменить колесную пару с исправным приводом такого же типа. При этом вагон отцепляют от поезда и подают на специализированные пути. При нагреве муфт сцепления и шарниров карданных валов допускается их замена под вагоном без отцепки с соблюдением правил по технике безопасности.
4.1.4 Редукторы, муфты и шарниры карданных валов, имеющие повышенный нагрев, подлежат разборке и ремонту в депо.
4.1.5 Уровень масла проверяют в случае утечки масла и при нагреве редуктора свыше плюс 70 °C, измеренной не раньше чем через 5 мин после остановки поезда, оседания вспенившейся части масла, и при обнаружении в масле механической стружки редуктор привода необходимо ремонтировать в депо. Если на пробке имеется обыкновенная металлическая пыль, то ремонт редуктора не требуется. Уровень масла проверяют также у вагонов, прибывших с вагоностроительных заводов или после прохождения плановых видов ремонта или замены колесной пары.
4.1.6 Состояние резьбовых креплений приводов контролируют обстукиванием (молоток с ручкой длиной 0,6 — 0,7 м черт. N РП 9-04 СБ) независимо от целостности проволочной обвязки.
Пружинные шайбы из-под ослабших болтов и гаек, болты, шпильки и гайки с изношенной резьбой заменяют новыми. Болты и шпильки должны быть изготовлены из стали марки 40Х. На головке болта или торце шпильки должна быть выбита марка стали.
Моменты затяжки болтов и шпилек, изготовленных из стали 40Х с классом прочности не ниже 8.8, если не оговорены особые требования, должны соответствовать нормам, указанным в таблице 4.1.
Таблица 4.1
|
Наименование показателя |
Диаметр резьбы, мм |
|||||||
|
М6 |
М8 |
М10 |
М12 |
М16 |
М20 |
М24 |
||
|
Момент затяжки болта, Н. м (кгс-м) |
номинал |
7,0 (0,7) |
17,2 (1,72) |
34,0 (3,4) |
60 (6.0) |
150 (15) |
300 (30) |
520 (52) |
|
отклонение |
+/- 2(0.2) |
4.1.7 При осмотре деталей приводов ТРКП и ТК-2 (ТК-3) (рисунок 4.1) проверяют состояние крепления шкивов 1 и 6, карданного вала, кронштейнов и амортизаторов 3 подвески генератора, состояние механизма натяжного устройства 4 с пружиной 5 редуктора привода ТРКП и промежуточной опоры привода ТК-2 (ТК-3) и клиновых ремней 2, наличие трещин диска ведущего шкива 1 привода ТК-2 (ТК-3).
|
|
|
|
а) ТРКП; |
б) ТК-2 и ТК-3 |
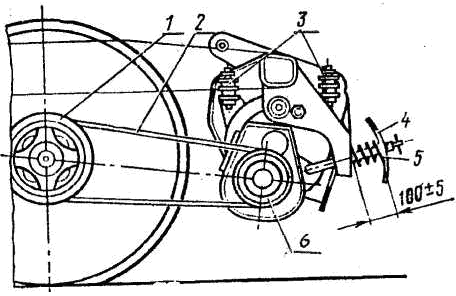

Рисунок 4.1. Общий вид привода генераторов от торца оси
На деталях крепления приводов проверяют состояние шплинтов и стопорных устройств. Детали подвески вагонного генератора проверяют на целостность резиновых изделий. Затяжка болтов подвески должна исключать перемещение от руки болтов вдоль их оси.
Натяжные устройства текстропных ремней должны быть отрегулированы по высоте сжатой пружины, равной (100 + 5) мм для привода ТРКП и (110 + 5) мм для ТК-2 (ТК-3).
Клиновые ремни ГОСТ 1284.1-89 с надрывами и расслоениями заменяют с предварительным подбором комплекта по длине с использованием приспособления. Разница по длине допускается не более 4 мм.
4.1.8 Жесткость крепления ведущего шкива клиноременного текстропно-редукторно-карданного привода (ТРКП) и клиноременного текстропно-карданного привода (ТК-2, ТК-3) к торцу оси колесной пары проверяют при помощи приспособления, показанного на рисунке 4.2.

Рисунок 4.2. Приспособление для проверки жесткости
крепления ведущего шкива привода ТРКП и ТК-2 (ТК-3)
При наличии зазора производят демонтаж шкива для определения причины и устранения неисправности с выкаткой колесной пары.
4.1.9 У приводов вагонных генераторов от средней части оси проверяют состояние крепления и положение редуктора относительно оси колесной пары, сдвиг и проворот, целостность проволочной обвязки на болтах, крепления пломб на сливной и наливной пробках, на смотровой крышке, а также наличие зазора в блоках резиновых амортизаторов опоры против скручивания.
В случае обрыва проволочной обвязки гаек и болтов производится проверка затяжки динамометрическим ключом. Затяжку производить с усилием указанном в пункте 4.1.6.
Зазор в опоре, обнаруженный в пункте оборота или в пути следования поезда, должен быть не более 4 мм. При большей величине зазора в пункте оборота резиновые амортизаторы должны быть заменены новыми, а в пути следования — демонтировать карданный вал.
Для определения величины зазора в опоре против скручивания усилие прикладывается к карданному валу. Величина усилия ограничивается появлением упругой деформации резиновых амортизаторов.
При отправлении вагона с пункта формирования поезда зазор в опоре не допускается.
Признаками сдвига редуктора на оси колесной пары являются смещения белых контрольных линий, нанесенных на торцевых фланцах с обеих сторон редуктора и вдоль оси колесной пары, выдавливание резиновых муфт ведущих фланцев редуктора.
Боковой сдвиг редуктора на оси для редукторов ЕЮК-160-1М, ВБА 32/2 и ЖДР-0002 допускается не более 20 мм в одну из сторон. Для ДМИ-44 — сдвиг редуктора вдоль оси колесной пары не должен превышать 5 мм.
Признаком проворота редуктора на оси колесной пары является смещение красных контрольных линий.
Проворот редуктора на оси колесной пары не является браковочным признаком в пути следования пассажирского вагона.
При обнаружении проворота редуктора на оси колесной пары проверяют затяжку гаек компенсационных болтов методом обстукивания молотком. При выявлении ослабления затяжки гаек компенсационных болтов колесную пару с редуктором направляют в ремонт для выявления и устранения причины. При соответствии затяжки гаек компенсационных болтов показателям, указанным в таблице 4.1, восстанавливают красные контрольные линии.
4.1.10 Карданный вал осматривают. При наличии видимых повреждений, ослабления болтов крепления карданного вала, повреждении сальникового уплотнения, выброса смазки из крестовин, повышенной вибрации и шума карданный вал заменяют.
У карданных валов проверяют радиальный (при продольном изгибе) и боковой зазоры в шлицевых соединениях. Указанные зазоры в карданных валах производства Германии должны быть не более 2 мм, для карданных валов приводов ТРКП и ТК-2 (ТК-3) — 1,5 мм. Осевой или радиальный зазор в подшипниках данных карданных валов не должен превышать 0,2 мм.
Для карданных валов ЖД1-4250010-06 радиальный или осевой зазор в подшипниках должен быть не более 0,2 мм, боковой зазор в шлицевом соединении 0,5 мм в рабочем диапазоне перемещений, радиальное биение не более 0,6 мм на 1 м длины.
Центробежную муфту сцепления привода от средней части оси проверяют проворачиванием рукой фланцевой ступицы генератора. При отсутствии свободного вращения вала генератора демонтируют кожух муфты, очищают внутренние поверхности от пыли и грязи и проверяют действие механизма сцепления с проверкой зазора между нажимной шайбой и фланцевой ступицей генератора, который должен быть в пределах от 0,8 до 2,6 мм. Величину зазора измеряют в трех местах по окружности через 120°. Разница в измерениях не должна быть более 0,2 мм. При обнаружении неустранимых неисправностей муфту демонтируют для ремонта.
Перед включением в работу генераторной установки от трехфазной сети 380/220 В в обязательном порядке проверяют свободное вращение вала генератора в присутствии ответственного за исправность муфты. При появлении посторонних шумов в муфте карданный вал демонтировать со стороны муфты и продолжить испытание генератора.
Эластичные муфты приводов от средней части оси проверяют в пункте формирования и оборота при покачивании фланца карданного вала и, при необходимости, производят измерение индикатором часового типа ГОСТ 577-88. Муфта подлежит демонтажу и ремонту, если значения измерений превышают допустимые:
— зазор опрокидывания опорного кольца — 0,5 мм;
— радиальное биение — 0,25 мм;
— осевое/торцевое биение — 0,25 мм.
Особое внимание уделять ослаблению болта М24 крепления муфты на валу генератора.
Эластичную муфту снимают для ремонта в пунктах формирования и оборота, если ПЭМ заявлено о вибрации в рейсе генераторной установки.
4.1.11 Амортизаторы блоков подвески генераторов DUGG-28 В и DCG 4435/2, 2 ГВ.003 и 2 ГВ.008 проверяют по размеру А в соответствии с рисунком 4.3. Для амортизаторов, показанных на рисунке 4.3 а), б), в), д) этот размер должен быть не менее 40 мм. Размер А для втулочной подвески генератора 2 ГВ.003 в соответствии с рисунком 4.3 г), е) должен быть не менее 89 мм, а для безвтулочной подвески — не менее 37,5 мм. Амортизаторы, имеющие видимые трещины и надрывы, меняют на новые. Зазоры между генераторами 2 ГВ.003, 2 ГВ.008 и основаниями, а также дополнительными и предохранительными скобами должен быть от 5 до 8 мм.
4.1.12 По прибытии в пункт формирования и оборота начальник поезда на основании записи в журнале, установленной формы, составляет заявку на ремонт. Вагон подается в ремонт для проверки узлов привода генератора и устранения выявленных неисправностей.


а) DUGG 28 B и DGC 4435/24/2a3; б) DUGG 28B
(с буртиком 4 мм); в) RGA4 — 32; г, д) — блок подвески
генераторов вагонов ТВЗ; е) универсальный амортизатор
подвесок генераторов DUGG 28B и DGC 4435/24/2A3.
Рисунок 4.3. Амортизаторы подвесок генераторов
4.2. Техническое обслуживание ТО-1 в пути следования
4.2.1 В пути следования поезда на станциях производят работы:
— детали приводов осматривают и выявляют утечки масла из картеров редукторов. Течь смазки через прокладки и лабиринтные уплотнения не допускается;
— проверяют крепление редуктора к раме тележки привода ТРКП и подвески ведомого шкива привода ТК-2 (ТК-3), а также крепление карданного вала к фланцу редуктора и генератора;
— контролируют натяжение клиновых ремней и возможный сдвиг редуктора на средней части оси колесной пары по признакам, указанным в пункте 4.1.9 настоящего Руководства;
— проверяют температуру шарниров карданных валов, муфт и корпусов редукторов в местах установки подшипников;
— на ПТО выполняют также работы в соответствии с документацией для осмотрщиков вагонов, действующей в государствах-участниках Содружества по железнодорожному транспорту.
Выполнение работ должно соответствовать требованиям документации для осмотрщика вагонов, действующей в государствах-участниках Содружества по железнодорожному транспорту.
4.2.2 В зависимости от характера повреждения приводов в пути следования поезда работники ПТО и поездная бригада при неисправностях в приводах от средней части оси колесной пары должны руководствоваться требованиями, изложенными в таблице 4.2, а при неисправностях в приводах от торца оси колесной пары — в таблице 4.3.
4.2.3 При обнаружении в пути следования дефектов в приводах, угрожающих безопасности движения поездов, работники поездной бригады выполняют работы, изложены в пункте 4.2.2, о чем совместно с локомотивной бригадой уведомляют поездного диспетчера и работников станции.
Таблица 4.2
|
Неисправность |
Характерный признак |
Действие поездной бригады в пути следования и работы, производимые на ПТО, пунктах формирования и оборота |
|
Заклинило подшипник |
Греется центробежная муфта сцепления |
Демонтировать карданный вал и продолжать движение до пункта формирования или оборота |
|
Погнут или помят карданный вал |
Нехарактерный шум в движении вагона |
Тоже |
|
Разрушена эластичная муфта привода ВБА |
Не передается вращение генератору |
На ближайшем ПТО, в пункте оборота заменить эластичную муфту или демонтировать карданный вал |
|
Разрушена опора моментов |
Стук, толчки при работе привода |
Демонтировать карданный вал и продолжать движение до ближайшего ПТО, где закрепить опору, а в пункте формирования или оборота — отремонтировать |
|
Заклинило подшипник ведомого вала |
Не вращается подшипник ведомого вала, проворот, сдвиг редуктора на оси. Возможны поломка зубьев шестерен и юз колесной пары |
На перегоне или промежуточной станции отвернуть от ведомого вала девять болтов с шестигранной головкой М12 x 60 и три болта М12 x 40. Ввернуть три отжимных болта М12 x 80 в отверстия трех болтов М12 x 40, при этом ведомый вал должен выдвинуться из корпуса настолько, что зубья шестерен выйдут из зацепления. В этом положении ведомый вал в комплекте зафиксировать тремя болтами М12 x 80. На ближайшем ПТО, пункте оборота или формирования заменить колесную пару с редуктором |
|
Заклинило подшипник полого вала |
Не вращается генератор, проворот, сдвиг редуктора. Нехарактерный звук при работе привода |
На перегоне на промежуточной станции демонтировать карданный вал. Демонтировать опору моментов с опорным и аварийным плечами. Вынуть ведомый вал в комплекте из корпуса редуктора |
|
Сдвиг редуктора относительно оси колесной пары |
Разрыв контрольных линий, перекос стальных и резиновых вкладышей, выдавливание резинового кольца ведущего фланца редуктора |
На перегоне или промежуточной станции демонтировать карданный вал и со скоростью не выше 30 км/ч следовать до ближайшего ПТО, пункта формирования или оборота, По прибытии заменить колесную пару с редуктором |
|
Наличие зазора редуктора вала более 3 мм, определяемого зазором в зацеплении шестерен и соединениях других деталей, при покачивании карданного вала вокруг продольной оси, замеренного на радиусе 100 мм |
На промежуточной станции демонтировать карданный вал. В пункте формирования или оборота произвести перемонтаж редуктора с выкаткой колесной пары |
|
|
Примечание — На технических станциях, где нет приписного парка пассажирских вагонов, допускается заменять колесные пары с редуктором от средней части на колесные пары без редуктора. Колесная пара с отказавшим редуктором должна быть отправлена в депо приписки вагона в соответствии с ПППВ (правилами пользования пассажирскими вагонами в международном сообщении) |
Таблица 4.3
|
Неисправность |
Характерный признак |
Действие поездной бригады в пути следования и работы, производимые на ПТО, пунктах формирования и оборота |
|
Заклинило ротор генератора |
Сорвана предохранительная муфта привода. Проскальзывание, нагрев ременной передачи |
На перегоне или промежуточной станции демонтировать приводной вал привода. Снять приводные ремни |
|
Помят или изогнут приводной вал приводов ТК-2 (ТК-3) или карданный вал привода ТРКП, разрушение его подшипников |
Шум при работе привода |
На промежуточной станции демонтировать приводной или карданный вал или снять ремни и продолжить движение до пункта оборота или формирования, где произвести ремонт |
|
Ослабление специальной гайки крепления ведущего шкива привода |
Имеется зазор шкива при опробовании приспособлением (рисунок 4.2) |
На промежуточной станции снять ремни, подтянуть специальную гайку. Проверить температуру буксы, На ближайшем ПТО, пункте оборота или формирования произвести перемонтаж буксы с выкаткой колесной пары |
|
Ослабление узла крепления ведущего шкива привода ТРКП или ТК-2 (ТК-3) с зубчатой фиксацией, наличие зазора ведущего шкива |
На промежуточной станции снять ремни. На ближайшем ПТО, пункте формирования или оборота произвести перемонтаж буксового узла с выкаткой колесной пары |
|
|
Заклинило редуктор привода ТРКП |
Проскальзывание, обрыв ремней, нагревание шкивов |
На перегоне или промежуточной станции снять ремни, в пункте оборота или формирования заменить редуктор |
|
Сдвиг или проворот шкива текстропного привода от торца оси |
На ближайшем ПТО демонтировать ремни, в пункте оборота или формирования произвести перемонтаж шкива |
4.2.4 При поломках деталей редуктора от торца оси колесной пары или повышенном нагреве редуктора на промежуточной станции снять ремни и продолжить движение до пункта оборота или формирования.
По прибытии поезда на ПТО редукторная колесная пара подлежит освидетельствованию согласно действующей нормативной документации по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар.
4.2.5 Клиновые ремни приводов ТРКП и ТК-2 (ТК-3) с надрывами и расслоениями в пути следования заменяют комплектно.
После установки новых ремней в пункте формирования, оборота и в пути следования поезда после 48 ч их эксплуатации необходимо проверить регулировку натяжного механизма по размерам и допускам, приведенным в 4.1.7 настоящего Руководства. Допускается кратковременная эксплуатация приводов ТРКП и ТК-2 (ТК-3) соответственно на трех и четырех ремнях до пункта формирования или оборота. При этом ПЭМ должен уменьшить натяжение ремней увеличением высоты пружины натяжного механизма от 5 до 10 мм, что соответствует 1,5 — 2 оборотам натяжной гайки, и уменьшить нагрузку на генератор до 40 — 50% номинальной.
4.2.6 Проводник вагона во время движения поезда должен следить за техническим состоянием вагона: нагревом буксовых узлов колесных пар и редуктора от средней части оси, подачей электроэнергии в вагон от генератора, возникновением вибраций и нехарактерного шума под вагоном и сообщать ПЭМ. При возникновении неисправностей в приводах генераторов в каждом конкретном случае принимаются меры по обеспечению безопасности движения поездов и исключению необоснованных задержек в пути следования.
4.2.7 Во всех случаях демонтажа деталей привода питание электроэнергией потребителей должно производиться от соседнего исправного вагона.
4.3. Техническое обслуживание ТО-2
4.3.1 При техническом обслуживании ТО-2 перед началом летних или зимних пассажирских перевозок выполняют все виды работ технического обслуживания ТО-1 и дополнительно следующие работы:
— обновляют контрольные полосы на редукторе и оси колесной пары приводов от средней ее части, карданных валов приводов и шкивах приводов ТРКП и ТК-2 (ТК-3);
— проверяют уровень масла в редукторе и при необходимости масло добавляют, при наличии в нем механических включений, воды — отправляют в ремонт;
— смазывают шлицевые соединения карданных валов всех типов.
4.3.2 Контрольные линии на редукторе от средней части оси наносят на торце фланцев его крепления и вдоль оси колесной нары. Вначале наносят белилами полосу шириной от 30 до 40 мм вдоль оси, а поверх нее — две красные полосы шириной (20 + 1) мм поперек оси.
4.3.3 На карданные валы приводов от средней части оси и редукторно-карданных приводов от ее торца наносят белилами вдоль вала прерывистую линию шириной (20 + 1) мм и длиной от 600 до 700 мм.
4.3.4 На шкивах приводов ТРКП и ТК-2 (ТК-3) белилами закрашивают боковые обода на одной четверти их окружности.
4.4. Техническое обслуживание ТО-3
4.4.1 Техническому обслуживанию ТО-3 подвергают все типы приводов вагонных генераторов в установленные сроки производства единой технической ревизии оборудования вагонов.
4.4.2 При техническом обслуживании ТО-3 (техническая ревизия) выполняют все виды работ технического обслуживания ТО-2 и осуществляют работы, изложенные в 4.4.4 — 4.4.8.
4.4.3 Перед технической ревизией поверхности редукторов, карданных валов и муфт очистить от грязи.
Поверхность катания обода редукторной и шкивной колесной пары при выкатке проверяют на балансировочном стенде индикатором часового типа или электронным измерительным прибором. Овальность и несоосность колесной пары не должна быть более 0,5 мм как после обточки, так и после формирования.
4.4.4 Редукторно-карданный привод от средней части оси колесной пары
4.4.4.1 Техническая ревизия редукторов от средней части оси должна производиться на выкаченной из-под тележки вагона редукторной колесной паре, которая устанавливается на специальный балансировочный стенд для проверки и регулировки.
Автоматические муфты сцепления при технической ревизии приводов осматривают без снятия с вала генератора. У автоматических муфт сцепления снимают кожух, проверяют рукой на легкость вращения и наличие шума в подшипниках муфты, проверяют зазор между фрикционной накладкой и торцом фланца в соответствии с 4.1.10 настоящего Руководства и полный возврат центробежных грузов в исходное положение после их поочередного отжатия и приспособлением (рисунок 4.2).
При выявленных недостатках, загрязнении деталей муфту демонтируют для ремонта в депо.
Продувка сжатым воздухом запрещается, так как это может привести к выбросу смазки из тех участков муфты, где она должна быть и попаданию смазки на фрикционную накладку, что приведет к большему сопротивлению перемещения центробежных грузов, нажимного диска по направляющим пальцам корпуса и пробуксовке фрикциона с фланцем.
Зазор опрокидывания муфты WBA-32 не должен превышать 1,2 мм. Затяжку болта М24 крепления муфты на валу генератора производят динамометрическим ключом. Момент затяжки 520 Нм (52 кгс м). Проверяют состояние резьбы на шпильках муфты.
Карданные валы снимают и производят дефектацию согласно 4.4.7 настоящего Руководства.
4.4.4.2 Для осмотра деталей редуктора из него сливают масло и внутреннюю его полость промывают керосином или дизельным топливом до полного удаления шлама. Просушивать эти детали рекомендуется сухим сжатым воздухом.
При обнаружении металлических частиц в масле редуктор отправить в ремонт для определения и устранения причин.
4.4.4.3 Состояние зубьев большой шестерни проверяют через люк картера. Шестерни, имеющие на поверхности зубьев трещины, более одной вмятины глубиной более 1,5 мм, следы точечной коррозии диаметром более 2 мм, глубиной более 0,5 мм, сколы зубьев и выкрашивание металла, заменяют в условиях депо или завода.
4.4.4.4 У редукторов до постановки на вагон (подкатки колесной пары) должны быть проверены допуски в узлах редуктора от средней части оси в сборе в соответствии с таблицей 4.4. Проверку этих размеров необходимо выполнять методами, согласно утвержденным методикам.
Таблица 4.4
|
Проверяемый параметр |
Тип редуктора |
|||
|
EUK-160-1M |
WBA-32/2 |
ДМИ-44 |
ЖДР-0002 |
|
|
Осевые перемещения корпуса редуктора на полом валу (зазоры в конических роликоподшипниках полого вала), мм |
0,3 — 0,5 |
0,3 — 0,5 |
0,3 — 0,5 |
0,3 — 0,5 |
|
Биение корпуса редуктора относительно оси колесной пары, мм, не более |
0,15 |
0,15 |
0,15 |
0,15 |
|
Осевой зазор фланца вала ведомой шестерни, мм |
0,07 — 0,12 |
0,08 — 0,15 |
0,08 — 0,15 |
|
|
Осевой зазор блока вала ведомой шестерни, мм |
0,03 — 0,18 |
|||
|
Радиальный зазор в цилиндрическом подшипнике при перемещении шлицевого фланца, мм |
0,08 — 0,349 |
0,055-0,105 |
||
|
Боковой зазор в зацеплении шестерен, мм |
0,15 — 0,50 |
0,12 — 0,40 |
0,12 — 0,40 |
0,15 — 0,60 |
|
Биение посадочного места под карданный вал фланца вала-шестерни, мм, не более |
0,15 |
0,10 |
0,10 |
0,10 |
|
Зазор между нажимным кольцом и разъемным фланцем редуктора, мм, не более |
3,5 |
3,5 |
2 |
|
|
Разность зазора по окружности между нажимным кольцом и разъемным фланцем, мм, не более |
0,2 |
0,2 |
4.4.4.5 Проверить состояние опоры моментов против скручивания. Зазор в упругих шарнирах при вертикальном перемещении не допускается.
Вращение стойки опоры в горизонтальном направлении должно ограничиваться появлением упругой деформации резиновых амортизаторов.
4.4.4.6 После выполнения работ по технической ревизии приводов восстанавливают контрольные полосы на редукторе и карданном валу.
На смотровую крышку редуктора ставят бирку, указывающую место и время производства ревизии привода.
Пример надписи: РХ 04.465 где Р — обозначение вида работ, т.е. ревизии; X — месяц года; 04 — год; 465 — номер (шифр), присвоенный депо (участку).
4.4.5 Привод от торца оси колесной пары
4.4.5.1 Техническую ревизию приводов ТРКП и ТК-2 (ТК-3) с креплением ведущего шкива гайкой М110 с зубчато-сегментной фиксацией производят с выкаткой колесной пары и установкой ее на рельсовый участок, поднятый на высоту от 350 до 400 мм, с демонтажем шкива и крепительной крышки. Состояние буксового узла и торцевого крепления проверяют в соответствии с действующими Инструкциями и Руководствами по эксплуатации и ремонту вагонных букс с роликовыми подшипниками. При выявлении ослабления гайки M110 или болтов M12 x 75 крепления сегментов производят демонтаж узла с выявлением и устранением неисправности.
4.4.5.2 У редукторно-карданных приводов проверяют состояние зубьев, уровень и качество масла редукторов. Редукторы, имеющие течь масла или наличие в нем каких-либо включений, а также с изношенными или выкрашенными зубьями шестерен, необходимо снять с вагона и отремонтировать в депо.
4.4.5.3 Техническое состояние подвески редуктора привода ТРКП или промежуточной опоры привода ТК-2 (ТК-3) проверяют по наличию зазора, определяемого путем перемещения редуктора или промежуточной опоры приспособлением (рисунок 4.2) в вертикальной плоскости, при снятых приводных ремнях. Радиальный зазор в подвеске редуктора или промежуточной опоре должен быть в пределах от 0,77 до 0,84 мм, если зазор более 0,84 мм заменить изношенную деталь — вал подвески или втулку.
4.4.5.4 Контроль износов и геометрических размеров ручьев приводов ТРКП и ТК-2 (ТК-3) производить шаблоном (приложение А).
Шаблон непроходной частью с соответствующей маркировкой вставляют в ручей шкива. Шкив считается исправным, если зазор между гребнями ручья и заплечиками непроходной части составляет не менее 1 мм. При совпадении риски «1» на непроходной части шаблона с поверхностями гребней или, если риска опустилась ниже до касания заплечиков шаблона поверхностей гребней ручья, шкив подлежит замене на новый или переточенный.
4.4.5.5 После выполнения работ по технической ревизии ТРКП и ТК-2 (ТК-3) следует проверить их работу на вагоне при вращении ведомого шкива от внешнего приводного двигателя.
4.4.5.6 Частота вращения вагонного генератора при проверке привода должна соответствовать номинальной (800 — 1000) об/мин. При этом привод должен быть нагружен не менее 30% номинальной мощности генератора вагона (2,5 кВт).
Работу привода проверяют в двух направлениях вращения приводного двигателя не менее 5 мин в каждом направлении.
4.4.5.7 В крылья буксы колесной пары с ведущим шкивом привода ТРКП и ТК-2 устанавливают ограничительные шайбы.
4.4.5.8 Пружина механизма натяжения приводных ремней должна иметь высоту в свободном состоянии от 136 до 144 мм.
4.4.5.9 Ведущий и ведомый шкивы должны быть в одной плоскости. Допускаемое смещение не более 5,0 мм.
Непараллельность ведомого шкива при наличии зазора на валу подвески должна быть не более 2,5 мм (или перекос шкива не более 2,5 мм).
4.4.6 Карданные валы
4.4.6.1 Карданные и приводные валы для технической ревизии снимают с вагона и измеряют величины, указанные в таблице 4.5.
При постановке валов для их крепления использовать болты с классом прочности не ниже 8.8.
Таблица 4.5
|
Контролируемый параметр |
Карданный вал |
||
|
ЖД1-4250010-06 |
Производства Германии |
ТРКП ТК-2 ТК-3 |
|
|
Радиальный (при продольном изгибе) зазор в шлицевых соединениях в рабочем диапазоне смещения, мм |
0,5 |
0,5 |
0,5 |
|
Осевой и радиальный зазоры в игольчатых подшипниках, мм |
0,15 |
0,2 |
0,05 |
|
Боковой зазор в шлицевом соединении, мм, не более |
0,5 |
0,5 |
0,8 |
|
Погнутость на длине 1 м, мм, не более |
1,0 |
0,6 |
0,2 |
4.4.6.2 Разбирают карданный вал при несоответствии размеров, приведенных в таблице 4.5. Ремонтируют карданный вал согласно действующие документации по ремонту карданных валов.
Смазку игольчатых подшипников при соответствии зазоров по таблице 4.5 производят через пресс-масленки. Шлицевое соединение вала разъединяют, очищают от грязи и старой смазки. У карданных валов производства Германии обильно смазывают шлицы по всей окружности и длине, как шлицевого вала, так и шлицевой втулки. Разъединение и соединение двух частей вала по шлицам должно быть с усилием не более 350 Н (35 кгс), вилки поводков шлицевого вала и шлицевой втулки должны быть в одной плоскости. Перед растяжением вала делают пометку.
У карданного вала ЖД1-4250010-06 проверяют состояние полимерной покрытия.
4.4.7 Муфты
4.4.7.1 Резиновые муфты редукторов приводов от торца и средней части оси до монтажа привода после ремонта промывают в керосине и металлические части смазывают техническим вазелином или другой смазкой. Не допускается устанавливать муфты с разбухшими резиновыми дисками, с трещинами и отслоениями от металлических частей в местах вулканизации.
4.4.7.2 После сборки привода следует осмотреть муфты при вращении вагонного генератора от встроенного асинхронного электродвигателя.
5. СМАЗКА РЕДУКТОРНО-КАРДАННЫХ ПРИВОДОВ ВАГОННЫХ ГЕНЕРАТОРОВ
5.1 Для смазки редукторно-карданных приводов должна применяться смазка, указанная в таблице 5.1.
Таблица 5.1
|
Наименование узла |
Штатная смазка |
Заменитель |
|
Смазка редуктора |
Масло ТСП-10 (ГОСТ 23652-79) |
ТС3-9 ГИП (ТУ38.01158-78) ТСП-10 ЭФО (ТУ101701-77) ТМ-9п (ТУ53-64-034-001-48843-915) |
|
Игольчатые подшипники карданных валов |
N 158 (ТУ38. 101320-77) — для закрытых узлов; ЖРО (ТУ32ЦТ520-83) — для открытых |
ФИОЛ-2 (ТУ38 УССР 201266-79) |
|
Шлицевые соединения |
ЖРО (ТУ32ЦТ520-83) |
ФИОЛ-2У, ЦИАТИМ-202 |
|
Муфты центробежные |
ЖРО + 5% дисульфида молибдена |
ФИОЛ-24 |
5.2 Количество масла, заливаемого в редуктор, должно соответствовать величинам, приведенным в таблице 5.2.
Таблица 5.2
|
Тип редуктора |
Количество масла, л |
|
ЕЮК-160-1М |
не более 5,0 |
|
ВБА 32/2 |
3,5 — 4,5 |
|
ТРКП |
1,8 |
|
ЖДР-0002 |
не более 4,5 |
|
ДМИ-44 |
не более 5,0 |
5.3 Уровень масла в редукторе должен определяться по рискам, нанесенным на маслоизмерительном щупе.
5.4 Смазка деталей редукторов осуществляется за счет разбрызгивания масла при работе редуктора.
5.5 Резиновые втулки, втулки и валики подвески редуктора ТРКП необходимо смазывать графитовой смазкой следующего состава: графит марки «П» ГОСТ 8295-73 — 50%, консистентная смазка ЛЗ-ЦНИИ ГОСТ 19791-74 — 25%, масло индустриальное Н12А и Н20А ГОСТ 20799-88 — 25%.
5.6 Игольчатые подшипники карданных валов смазывают смазкой указанной в таблице 5.1. Игольчатые подшипники карданных валов ТРКП без масленок — смазкой N 158 ТУ 38-101-320-92.
Втулки из бронзы БрОЧЦУС 17 ГОСТ 613-79 эластичной муфты привода ВБА-32/2 и втулки Германии и Югославии из двухслойного литья смазывают смазкой указанной в таблице 5.1.
Шлицевые соединения карданных валов смазывают смазкой указанной в таблице 5.1.
5.7 Поступающие партии масла должны иметь сертификат соответствия, а также проверяться на соответствие характеристикам масел, рекомендованных производителями приводов вагонных генераторов.
5.8 Смазочные материалы, предназначенные для использования в узлах приводов, хранят в закрытой таре.
6. ОТЛИЧИЯ РЕДУКТОРА ДМИ-44 ОТ РЕДУКТОРА ВБА 32/2
6.1 Редуктор ДМИ-44 полностью взаимозаменяем по деталям и узлам с редуктором ВБА-32/2 (муфта эластичная VSK 63, карданный вал 4696-63-02/02) за исключением зубчатой передачи АВР, которая при сравнении с немецким вариантом имеет высоту зубьев на внутреннем торце меньше на 11%, в среднем сечении она выше на 7%, а на внешнем торце выше на 25%. В итоге активная поверхность зубьев увеличена на 7%.
6.2 Геометрические параметры вала-шестерни (черт. АВР1.00.00.002) и колеса (черт. АВР1.00.00.003) приведены в приложении Б.
6.3 При сборке колесо и шестерня подбираются методом селективного подбора (попарно). При этом пятно контакта зубчатой колесной пары рабочей поверхности должно составить не более 45% высоты зуба и не менее 65% его длины.
7. ИЗМЕНЕНИЕ КОНСТРУКЦИИ РЕДУКТОРА ЖДР-0002
7.1 Детали редуктора ЖДР-0002: букса фланца — 32.6200 02602/2; шестерня ведущая — 32.4300 00300/3; ведомый вал — 32.3100 00437/3 не взаимозаменяемы с аналогичными деталями привода ВБА 32/2.
7.2 Для улучшения надежности, ремонтопригодности и условий ремонта редуктора ЖДР-0002 в его конструкцию внесены следующие изменения (приложение В):
— увеличен размер внутреннего диаметра с  до
до  ;
;
— для увеличения жесткости полого вала ЖДРУ.303737.001 СБ и исключения возможности схода приводного фланца ЖДРУ.711148.001 при больших нагрузках шпоночный паз полого вала выполнен на расстоянии 12 мм от торцов (чертеж ЖДРУ.303737.001-У СБ);
— для упрощения демонтажа фланца ЖДРУ.303838.001 СБ выполнен технологический разъемный паз (чертеж ЖДРУ.303838.001-У СБ);
— для повышения надежности крепления соединения узла ведомого вала редуктора ЖДР-0002 диаметр 12-ти крепежных отверстий ![]() на крышке лабиринтной ЖДРУ.711148.004 уменьшен до
на крышке лабиринтной ЖДРУ.711148.004 уменьшен до ![]() (чертеж ЖДРУ.711148.004-У);
(чертеж ЖДРУ.711148.004-У);
— фланец прижимной ЖДРУ.711146.001 выполнен с 6-ю глухими пазами шириной 26 мм и глубиной 24 мм (чертеж ЖДРУ.711146.001-У).
7.3 У редуктора должны быть проверены допуски в узлах редуктора от средней части оси в сборе в соответствии с таблицей 4.4.
Приложение А
(обязательное)
Скачать документ целиком в формате PDF
1 Общие
положения
1.1 Настоящее
руководство по ремонту редукторно-карданных приводов вагонных генераторов
пассажирских вагонов распространяется на ремонт редукторно-карданных приводов
от торца и средней части оси колесной пары, выполняемый при ремонте пассажирских
цельнометаллических вагонов всех типов, а также на централизованный ремонт
одиночных редукторно-карданных приводов, выполняемый по отдельным договорам.
1.2 Руководство
по ремонту редукторно-карданных приводов определяет:
а)
порядок демонтажа, осмотра, ремонта, испытания и монтажа редукторно-карданных
приводов;
б)
нормы и технические требования, предъявляемые к редукторно-карданным приводам после
ремонта.
1.3 Ремонт
редукторно-карданных приводов должен производиться в депо и на заводах, имеющих
обязательный минимум оборудования, приспособлений, измерительного инструмента,
перечисленного в приложении А к настоящему Руководству.
1.4 Демонтаж,
комплектование и монтаж редукторно-карданных приводов на буксовый узел колесной
пары должен выполняться в присутствии работника редукторного отделения
колесного цеха депо или завода, имеющего право производства полной ревизии букс
с роликовыми подшипниками и сдавшего испытания в знании настоящего Руководства.
1.5 К ремонту
редукторно-карданных приводов допускаются лица, имеющие квалификацию не ниже
4-го разряда, а также сдавшие испытания в
знании настоящего
Руководства. Периодичность испытаний — один раз в два года. В состав комиссии
по приему испытаний должны входить: главный инженер депо или завода, инспектор-приемщик,
мастер редукторного участка, инженер-технолог.
1.6 При
составлении Руководства были учтены рекомендации вагоностроительных заводов,
опыт эксплуатации и ремонта редукторно-карданных приводов на вагоноремонтных
заводах и депо. Кроме того, используются руководящие материалы ОАО «РЖД», а
также следующая документация:
а)
«Руководство по деповскому ремонту подвагонного генератора» ТУ 081 ПКБ ЦВ;
б) «Руководство по техническому обслуживанию
электрооборудования» 019 ПКБЦЛ-04 РЭ;
в)
Технические указания и технологические процессы ремонта редукторно-карданных
приводов всех типов от средней части оси, от торца оси; ПКТБ по вагонам;
г) «Инструкция
по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар»
ЦВ/3429;
д) «Инструктивные
указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками»
3-ЦВРК;
е) «Детали
грузовых и пассажирских вагонов. Методика испытаний на растяжение» 656-2000 ПКБ
ЦВ;
ж)
«Неразрушающий контроль деталей вагонов. Общее положение. Руководящий документ»
РД 32.174-2001;
з)
«Феррозондовый метод неразрушающего контроля деталей вагонов. Руководящий документ»
РД 32.149-2000;
и)
«Вихретоковый метод неразрушающего контроля деталей вагонов. Руководящий
документ» РД 32.150-2000;
к)
«Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий
документ» РД 32.159-2000;
л) «Инструкция
по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов» №
ЦЛ-201-03;
м)
Альбом чертежей механизмов и приспособлений, применяемых при ремонте редукторно-карданных
приводов вагонных генераторов, ПКБ ЦВ и ПКТБ по вагонам;
н)
Книга Л. В. Терешкина «Приводы генераторов пассажирских вагонов» изд.
«Транспорт», 1990г.
о)
Инструкции поставщиков вагонов ОАО ТВЗ и Германии и поставщиков отдельных узлов
приводов.
Кроме
того, при составлении настоящего Руководства учтены указания
ОАО «РЖД», касающиеся изменений конструкции или ремонтных нормативов.
1.7 В
случае, когда отдельные нормативы и требования к ремонту деталей и узлов
редукторно-карданных приводов не отражены в настоящем Руководстве, начальнику и
главному инженеру депо или завода совместно с зам. ВЧД или начальником ОТК
завода предоставляется право под их личную ответственность решать
самостоятельно вопросы в части нормативов и методов ремонта деталей, исходя из
технической целесообразности и безусловного обеспечения безопасности движения
поездов и срока службы деталей и узлов, с уведомлением об этом ОАО «РЖД», ЦЛД,
Дирекции «Вагонреммаш» для решения
вопроса о внесении изменений в настоящее Руководство. При этом устанавливается
контроль за приводом в эксплуатации.
1.8 Настоящее
Руководство разработано взамен Руководства по заводскому ремонту
редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ Л2.003/12-4694
РВ.
1.9 Ремонт
редукторно-карданных приводов типа РК (модификации РК-1, РК-1В, РК-6 и типа
ФАГА-II должен производиться в соответствии
с Руководством Л2.003/12-4694 РВ
2
Организация ремонта приводов вагонных генераторов
2.1 Отделение
по ремонту приводов вагонных генераторов должно размещаться вблизи монтажного
отделения колесного цеха. Расположение и планировка отделений должны предусматривать
поточность технологических процессов и сокращение путей транспортировки деталей
и узлов при их ремонте.
2.2 Наличие
оборудования и организация работы в отделении должны обеспечивать ремонт всех
типов приводов вагонных генераторов, поступающих в депо или на завод.
2.3 Отделение
по ремонту приводов должно состоять из демонтажно-моечного,
ремонтно-комплектовочного, монтажного и испытательного участков.
2.4 Демонтажно-моечный
участок
2.4.1
Демонтажно-моечный участок предназначен для производства предварительных испытаний
с целью обнаружения дефектов перед обмывкой, а также для разборки и промывки
приводов. Участок должен быть оборудован повышенным рельсовым путем (от 350 до 400 мм выше уровня пола) и стендом для испытания редукторов.
Длина
пути должна быть достаточной для перекатки колесных пар при осмотре их элементов.
2.4.2
Для транспортировки колесных пар в сборе, а также узлов приводов должны
использоваться кран-балки грузоподъемностью от 2,5 до 3,2 т или
механизированные тележки. Для передачи деталей приводов подвагонных генераторов
применяются также электрокары, консольные краны и специальные тележки.
2.4.3
На участке устанавливаются стенды для разборки редукторов, устройства для
магнитной дефектоскопии деталей, гидропрессы, моечные машины и ванны для
промывки деталей приводов, необходимое количество стеллажей, рольгангов.
2.4.4
Моечные машины должны быть установлены в изолированном помещении
демонтажно-моечного участка или иметь соответствующее ограждение. Температура
моющего раствора должна быть в пределах от плюс 50 до плюс 60 °С. Промывку
необходимо производить моющим раствором, содержащим от 2 до 3% каустической соды, с последующей обмывкой чистой водой (для
деталей редукторно-карданного привода, кроме ролико- и шарикоподшипников).
Машины
должны быть обеспечены устройствами для очистки и повторного использования
моющих растворов.
Моющие
растворы, используемые при обмывке и обезжиривании деталей
редукторно-карданного привода, изготовленных из резины, должны иметь состав
согласно таблице 1.
Таблица 1

РЕДУКТОРНО — КАРДАННЫЙ ПРИВОД ОТ СРЕДНЕЙ ЧАСТИ ОСИ
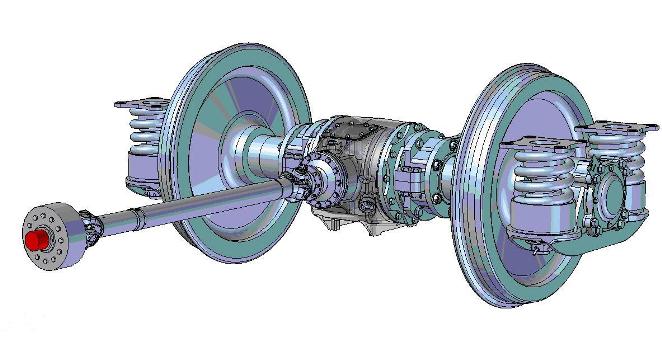
Редукторно-карданные приводы от средней части оси устанавливают на тележках пассажирских вагонов, оборудованных установками кондиционирования воздуха. Редуктор такого привода монтируют на средней части оси, вращение от которой через пару конических шестерен передается карданному валу, муфте сцепления и якорю генератора.

Для предохранения от падения на путь редуктора и карданного вала установлены кронштейны со скобами и подвесной поддон. Генератор под вагоном подвешен к сварной раме, которая крепится к раме кузова при помощи болтов с резиновыми кольцами.
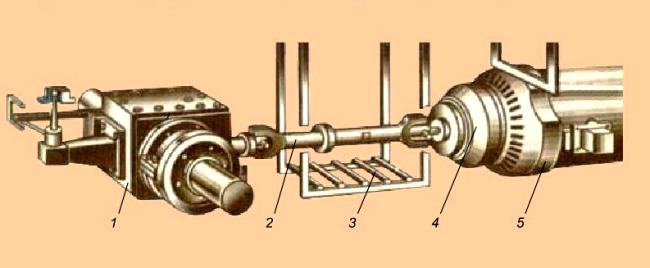
Рис. 1 — редуктор; 2- карданный вал; 3 — предохранительные устройства;
4 — фрикционная муфта; 5 — генератор
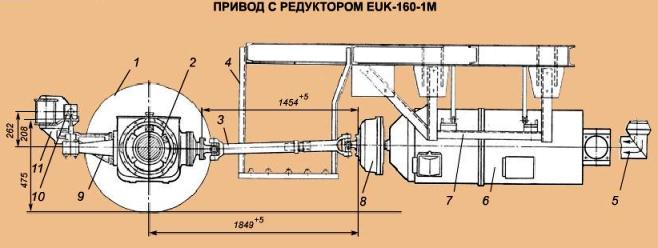
Привод с редуктором EUK-160-1M монтируют на тележках КВЗ-ЦНИИ при максимальной мощности генератора 38,4 кВт. В корпусе редуктора монтируется полый вал 9 вместе с ведущей конической шестерней 10, которая укреплена на фланце вала. Собранный вал надевают на среднюю часть оси и укрепляют двумя резиновыми кольцами 6. Кольца прижимаются к разъемным корпусам 5 через неразъемные кольца. Разъемные корпуса и резиновые кольца скреплены между собой болтами с корончатыми гайками, а с фланцами приводных колец 7 полого вала они соединены при помощи восьми болтов и двух направляющих штифтов. Приводные кольца 7 закреплены на полом валу посредством тугой посадки в горячем состоянии и зафиксированы призматическими шпонками.
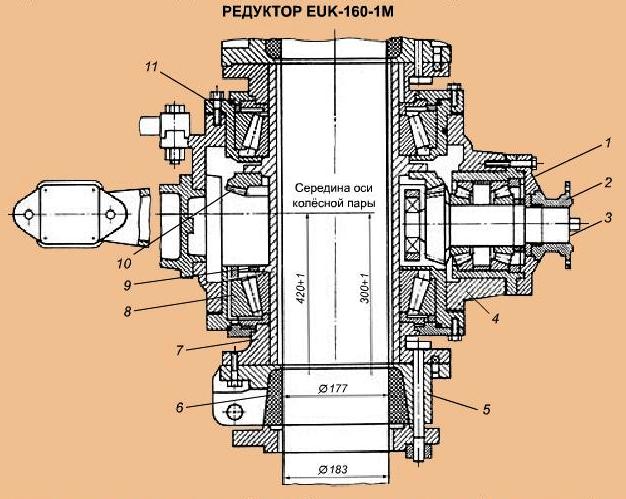
Осевые и радиальные нагрузки, действующие на шестерню, воспринимаются подшипниками 8. Внутренние кольца подшипников ставятся на горячей посадке, а наружные — зажаты между упорами монтажных стаканов дистанционными кольцами и крышками с приводными кольцами 7. Зазор в зацеплении шестерен регулируется кольцами 11. Малая ведомая шестерня 3 изготовлена вместе с валом, установленным в подшипниках. Наружное кольцо подшипника запрессовано в отверстии прилива редуктора, а внутреннее — установлено на хвостовике шестерни и застопорено пружинными кольцами. Наружные кольца подшипников зажаты буртами монтажного стакана, дистанционной втулкой, упорными кольцами, шайбами и крышкой 1. Внутренние кольца этих подшипников посажены горячим способом. Кольцо заднего подшипника упирается в шестерню через маслоотбойную шайбу, а переднего — в гайку. На шлицевой хвостовик шестерни посажена ступица втулки 2, которая упирается в лабиринтное кольцо. Уплотнение вала обеспечивается резиновым кольцом. Собранный блок малой шестерни после установки в корпус скрепляют с ним девятью болтами. Зазор зацепления шестерен регулируют полукольцами.
Корпус редуктора 4 закрыт крышкой, которая прикреплена к нему болтами. Масло в редуктор заливается через верхнее отверстие, а сливается через отверстие внизу. Разбрызгиваемая смазка стекает в накопители и каналы, расположенные в корпусе и других деталях редуктора, откуда попадает в подшипники, а затем обратно в картер. Для совмещения маслоподающих и сливных отверстий в крышках ставят контрольные штифты, а снаружи на корпусе наносят риски. Для сброса излишнего давления в картере на верхней крышке установлен сапун. На корпусе редуктора с противоположной стороны блока малой шестерни укреплены предохранительный кронштейн и опора.
Карданный вал предназначен для передачи вращения от колесной пары на вал подвагонного генератора. Вилки 1 и 4 шарнирно связаны между собой крестовиной 3, имеющей четыре шипа, взаимно расположенных под углом 90°. Шипы входят в игольчатые подшипники, корпуса 22 которых запрессованы в отверстие вилок и застопорены пружинными кольцами 2. Иглы 21 удерживаются в стакане упорной шайбой, опирающейся на пробковый самоподжимный сальник 20. Обойма сальника 19 упирается в буртик шипа крестовины.

Игольчатые подшипники смазываются от пресс-масленки 23, которая закрывается резиновым колпаком. Центрирование вала при его соединении обеспечивается кольцевыми выточками, которые расположены на торцах вилок. Вилка 4 одного шарнира приварена к трубе 6, а труба — к шлицевому наконечнику 11. Шлицевое соединение смазывается от масленки 9. Сальники 14 и 75 не допускают вытекания смазки. Сальники закрывают колпачком 17. Шлицевое соединение редуктора защищено металлическим чехлом 10, к которому прижато войлочное кольцо 18. Для того чтобы избежать биения вала, перед установкой на вагоны он подвергается балансировке. На обоих концах трубы приварены пластины 5, а на хвостовике переднего (со стороны редуктора) шарнира и шлицевой втулке вала выбиты стрелки. При сборке стрелки должны быть совмещены, для чего один из шлицов наконечника срезан, а во втулку ввернут винт 12. Здесь же установлена профильная шайба 15, ограничительное кольцо 16, установочный винт 12.
Фрикционная муфта сцепления отключает вал генератора от карданного вала при малых скоростях движения и на стоянках, что дает возможность вращать генератор от асинхронного двигателя. Муфта подключает карданный вал привода к валу генератора при скорости движения 40 км/ч. Кроме того, муфта сцепления является эластичным и предохранительным элементом привода, автоматически отключающим вал генератора от карданного вала при резком торможении поезда и неисправности привода.
Муфта сцепления имеет два диска: диск трения, который жестко закреплен на валу генератора с помощью шпонки и корончатой гайки, и нажимной диск, связанный с карданным валом и имеющий резиновую прокладку с фрикционной накладкой. Внутренний механизм муфты вращается в двух шарикоподшипниках, для смазки которых служат два ниппеля с шариковым клапаном. На нажимной диск действуют шесть нажимных и шесть возвратных пружин. Возвратные пружины служат для выключения сцепления.
Работа муфты сцепления основана на действии центробежной силы, возникающей при вращении кулачков, и противодействующей силы нажимных и возвратных пружин. Когда муфта не вращается, давление пружин на нажимной диск уравновешено давлением возвратных пружин, передающемся через упоры кулачков. В этом случае между фрикционным кольцом нажимного диска и диском трения образуется зазор 1 мм; таким образом, вал генератора отключается и может свободно вращаться от асинхронного двигателя. При движении вагона карданный вал вращает механизм муфты, при этом кулачки под действием центробежной силы расходятся, сжимая возвратные пружины.
Когда усилие нажимных пружин превысит усилие возвратных, нажимной диск с фрикционными накладками продвинется в сторону диска трения и начнет прижиматься к нему, передавая вращающий момент от карданного вала валу генератора.
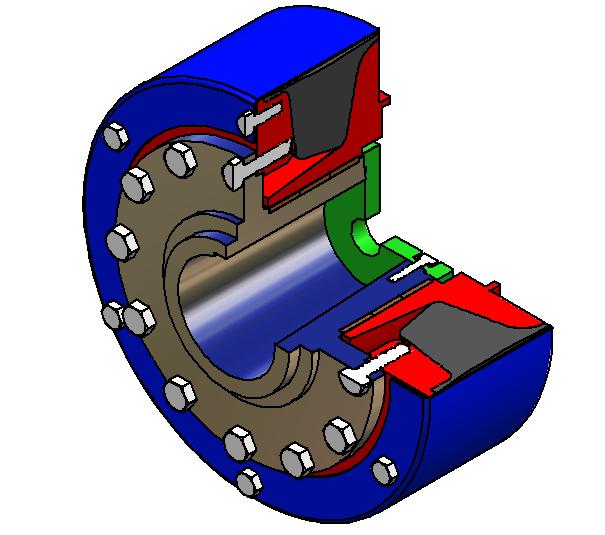
С 1978 г. на вагонах постройки Германии с генератором переменного тока DGG-4435 применяется привод типа WBA-32/2 который состоит из редуктора 3, карданного вала 4 и предохранительной эластичной муфты 6. Генератор 10 крепится к раме 12 и имеет предохранительные скобы. Подвесная рама 5 предохраняет карданный вал от падения на путь при повреждениях.

Редуктор устроен и монтируется на вагоне в основном также, как и редуктор типа EUK-160-1M.
1 – корпус редуктора; 2 – предохранительный кронштейн; 3 – конический роликоподшипник; 4 – ведущая большая шестерня; 5 – упорные кольца; 6 – смотровая крышка; 7 – ведомая малая шестерня; 8 – роликоподшипник № 32314; 9 – шарикоподшипник № 176314; 10 – хвостовик-вал; 11 – монтажный стакан; 12 – лабиринтная крышка; 13,18,30 – болт с шестигранной головкой; 14 – корончатая гайка; 15 – ступица шлицевая; 16 – стопорная шайба; 18 – прижимная шайба; 19, 21 – лабиринтное кольцо; 20 – букса фланца; 22 – фланец; 23 – призматическая шпонка; 24 – разъём корпуса; 25 – резиновое кольцо; 26 – прижимное кольцо; 27 – стяжной болт; 28 – опора; 29 – резиновые вкладыши; 31 – резиновая манжета; 32 – стержень опоры момента; 33 – крышка
Рис. – Редуктор WBA 32/2 в разрезе
Ведомая шестерня 7, выполненная заодно с хвостовиком-валом 10, опирается на два цилиндрических роликоподшипника 8 №32314 и один шариковый 9 радиально упорный № 176314. Корпус редуктора 1 облегчён, и смотровая крышка 6 уменьшена. Стержень опоры момента 32 имеет плоскую шаровую поверхность и соответствующие резиновые вкладыши 29.
Серьезный недостаток существующих приводов с шарнирной подвеской генератора — зависимость тяговой способности от направления движения вагона. Только в приводах ТРКП это различие обусловлено шарнирной подвеской редуктора. При работе генератора под нагрузкой из-за разницы вращающих моментов на входном и выходном валах в редукторе возникает реактивный момент, который увеличивает натяжение при верхней ведущей ветви передачи и уменьшает его при нижней.
Для уменьшения влияния этого реактивного момента на натяжение передачи разработано натяжное устройство с дополнительной пружиной повышенной жесткости, которая включается. В работу при воздействии реактивного момента в сторону уменьшения натяжения передачи. Внедрение этого устройства позволило стабилизировать величину натяжения при нижней ведущей ветви, однако достигнуть требуемой мощности не удалось. Кроме этого, усложнение конструкции привода привело к увеличению затрат на его ремонт и обслуживание. Крепление ведущего шкива на шейке оси сдерживает внедрение унифицированной оси для всего подвижного состава.
Таким образом, эксплуатирующиеся в настоящее время приводы вагонных генераторов, отличаясь большим конструктивным разнообразием, и полной мере не отвечают требованиям, предъявляемым к ним. Исследования показывают, что наиболее перспективен привод от средней части оси с разъемными или клиновыми ремнями и размещением генератора на раме тележки.
Источник
Руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов
Страницы работы




Содержание работы
1.1 Настоящее руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов распространяется на ремонт редукторно-карданных приводов от торца и средней части оси колесной пары, выполняемый при ремонте пассажирских цельнометаллических вагонов всех типов, а также на централизованный ремонт одиночных редукторно-карданных приводов, выполняемый по отдельным договорам.
1.2 Руководство по ремонту редукторно-карданных приводов определяет:
а) порядок демонтажа, осмотра, ремонта, испытания и монтажа редукторно-карданных приводов;
б) нормы и технические требования, предъявляемые к редукторно-карданным приводам после ремонта.
1.3 Ремонт редукторно-карданных приводов должен производиться в депо и на заводах, имеющих обязательный минимум оборудования, приспособлений, измерительного инструмента, перечисленного в приложении А к настоящему Руководству.
1.4 Демонтаж, комплектование и монтаж редукторно-карданных приводов на буксовый узел колесной пары должен выполняться в присутствии работника редукторного отделения колесного цеха депо или завода, имеющего право производства полной ревизии букс с роликовыми подшипниками и сдавшего испытания в знании настоящего Руководства.
1.5 К ремонту редукторно-карданных приводов допускаются лица, имеющие квалификацию не ниже 4-го разряда, а также сдавшие испытания в
знании настоящего Руководства. Периодичность испытаний — один раз в два года. В состав комиссии по приему испытаний должны входить: главный инженер депо или завода, инспектор-приемщик, мастер редукторного участка, инженер-технолог.
1.6 При составлении Руководства были учтены рекомендации вагоностроительных заводов, опыт эксплуатации и ремонта редукторно-карданных приводов на вагоноремонтных заводах и депо. Кроме того, используются руководящие материалы ОАО «РЖД», а также следующая документация:
а) «Руководство по деповскому ремонту подвагонного генератора» ТУ 081 ПКБ ЦВ;
б) «Руководство по техническому обслуживанию электрооборудования» 019 ПКБЦЛ-04 РЭ;
в) Технические указания и технологические процессы ремонта редукторно-карданных приводов всех типов от средней части оси, от торца оси; ПКТБ по вагонам;
г) «Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» ЦВ/3429;
д) «Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» 3-ЦВРК;
е) «Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение » 656-2000 ПКБ ЦВ;
ж) «Неразрушающий контроль деталей вагонов. Общее положение. Руководящий документ» РД 32.174-2001;
з) «Феррозондовый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.149-2000;
и) «Вихретоковый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.150-2000;
к) «Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.159-2000;
л) «Инструкция по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов» № ЦЛ-201-03;
м) Альбом чертежей механизмов и приспособлений, применяемых при ремонте редукторно-карданных приводов вагонных генераторов, ПКБ ЦВ и ПКТБ по вагонам;
н) Книга Л. В. Терешкина «Приводы генераторов пассажирских вагонов» изд. «Транспорт», 1990г.
о) Инструкции поставщиков вагонов ОАО ТВЗ и Германии и поставщиков отдельных узлов приводов.
Кроме того, при составлении настоящего Руководства учтены указания
ОАО «РЖД», касающиеся изменений конструкции или ремонтных нормативов.
1.7 В случае, когда отдельные нормативы и требования к ремонту деталей и узлов редукторно-карданных приводов не отражены в настоящем Руководстве, начальнику и главному инженеру депо или завода совместно с зам. ВЧД или начальником ОТК завода предоставляется право под их личную ответственность решать самостоятельно вопросы в части нормативов и методов ремонта деталей, исходя из технической целесообразности и безусловного обеспечения безопасности движения поездов и срока службы деталей и узлов, с уведомлением об этом ОАО «РЖД», ЦЛД, Дирекции «Вагонреммаш» для решения вопроса о внесении изменений в настоящее Руководство. При этом устанавливается контроль за приводом в эксплуатации.
1.8 Настоящее Руководство разработано взамен Руководства по заводскому ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ Л2.003/12-4694 РВ.
1.9 Ремонт редукторно-карданных приводов типа РК (модификации РК-1, РК-1В, РК-6 и типа ФАГА-II должен производиться в соответствии с Руководством Л2.003/12-4694 РВ
2 Организация ремонта приводов вагонных генераторов
2.1 Отделение по ремонту приводов вагонных генераторов должно размещаться вблизи монтажного отделения колесного цеха. Расположение и планировка отделений должны предусматривать поточность технологических процессов и сокращение путей транспортировки деталей и узлов при их ремонте.
2.2 Наличие оборудования и организация работы в отделении должны обеспечивать ремонт всех типов приводов вагонных генераторов, поступающих в депо или на завод.
2.3 Отделение по ремонту приводов должно состоять из демонтажно-моечного, ремонтно-комплектовочного, монтажного и испытательного участков.
2.4 Демонтажно-моечный участок
2.4.1 Демонтажно-моечный участок предназначен для производства предварительных испытаний с целью обнаружения дефектов перед обмывкой, а также для разборки и промывки приводов. Участок должен быть оборудован повышенным рельсовым путем (от 350 до 400 мм выше уровня пола) и стендом для испытания редукторов.
Длина пути должна быть достаточной для перекатки колесных пар при осмотре их элементов.
2.4.2 Для транспортировки колесных пар в сборе, а также узлов приводов должны использоваться кран-балки грузоподъемностью от 2,5 до 3,2 т или механизированные тележки. Для передачи деталей приводов подвагонных генераторов применяются также электрокары, консольные краны и специальные тележки.
2.4.3 На участке устанавливаются стенды для разборки редукторов, устройства для магнитной дефектоскопии деталей, гидропрессы, моечные машины и ванны для промывки деталей приводов, необходимое количество стеллажей, рольгангов.
2.4.4 Моечные машины должны быть установлены в изолированном помещении демонтажно-моечного участка или иметь соответствующее ограждение. Температура моющего раствора должна быть в пределах от плюс 50 до плюс 60 °С. Промывку необходимо производить моющим раствором, содержащим от 2 до 3% каустической соды, с последующей обмывкой чистой водой (для деталей редукторно-карданного привода, кроме ролико- и шарикоподшипников).
Машины должны быть обеспечены устройствами для очистки и повторного использования моющих растворов.
Моющие растворы, используемые при обмывке и обезжиривании деталей редукторно-карданного привода, изготовленных из резины, должны иметь состав согласно таблице 1.
Источник
Руководство проводнику — Редукторно-карданные приводы генераторов от средней части оси
Страница 38 из 73
На дорогах СССР, с 1960 г. эксплуатируются пассажирские вагоны с кондиционированием воздуха с генератором мощностью 21 кВт, построенные на заводах ВНР, и с генератором мощностью 24—28 кВт, построенные на заводах ГДР. Ленинградским заводом им. Егорова выпущена опытная партия вагонов с генератором мощностью 30 кВт.
У всех вагонов с кондиционированием воздуха редуктор привода подвагонного генератора установлен на средней части оси колесной пары.
Вагоны постройки заводов ГДР на тележках КВЗ-ЦНИИ оборудованы приводом с редуктором типа ΕΚ-160-ΙΜ, который рассчитан на максимальную мощ ность генератора 28,4 кВт.
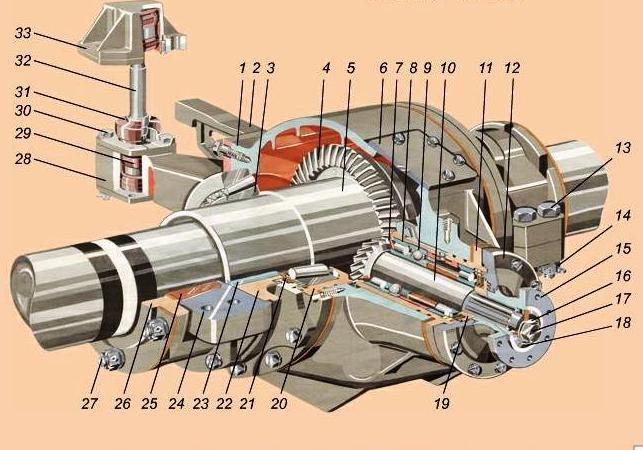
На вагонах постройки заводов ВНР устанавливается привод с редуктором типа «Стоун». Принцип устройства и монтаж на вагоне отдельных его узлов такие же, как с редуктором ЕК. Этот привод имеет лишь некоторые отличия в конструкции редуктора и в способе соединения отдельных его деталей. На рис. 58 показан общий вид привода с редуктором типа EUK-160-1M.
Редуктор укреплен на средней части оси 6, вращение от которой через две конические шестерни передается карданному валу 10, муфте сцепления 12 и якорю генератора (преобразователя). Устройство 11 в виде подвесного поддона предохраняет карданный вал от падения на путь при случайном повреждении. Шаровая опора удерживает в горизонтальном положении ось малой шестерни.
Муфта сцепления 12 предназначена для выключения генератора при скорости движения менее 40 км/ч и на стоянках, а также для включения его в работу при скорости более 40 км/ч. Работа муфты основана на действии центробежной силы, возникающей при вращении в кулачках, и противодействующей ей силы нажимных и возвратных пружин.
На станциях формирования и оборота поезда электродвигатель генератора можно подключать к станционной электросети для обеспечения работы установки кондиционирования воздуха.
Редукторно-карданные приводы при эксплуатации подвергаются осмотру в поездах и технической ревизии через 6 месяцев после постройки или периодического ремонта.
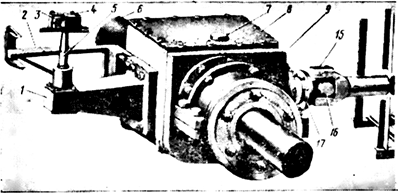
Рис. 58. Редукторно-карданный привод от средней части оси колесной пары на вагонах с кондиционированием воздуха постройки заводов: 1 — кронштейн опоры момента; 2 — предохранительный кронштейн; 3 — резиновые вкладыши; 4 — корпус шаровой опоры; 5 — стержень шаровой опоры; 6 — ось колесной пары; 7 — сапун; 8 — крышка корпуса редуктора; 9 — корпус редуктора; 10 — карданный вал; 11 — предохранительное устройство; 12 — муфта сцепления; 13 — генератор; 14 — кронштейн подвески генератора; 15 — ниппель для смазки шарнира; 16 —крестовина шарнира; 17 — соединительный фланец
Надзор за приводами в пути следования поезда возлагается на проводников вагонов, электромонтеров и бригадиров-механиков. При осмотре приводов особое внимание необходимо обращать на состояние уплотнений редуктора. Не должно быть течи масла, а также сдвига редуктора на оси. Следует постоянно проверять надежность крепления всех узлов привода на оси колесной пары, а также на рамах тележки и вагона.
Игольчатые подшипники карданных шарниров нужно смазывать при помощи специальной пресс-масленки через каждые 5 000 км пробега вагона. Запрещается отправлять вагоны в рейс с пунктов формирования и оборота при наличии зимой льда на карданном валу и отсутствии на тележке водоотводящих устройств, при касании вала о предохранительные скобы, при истекшем сроке ревизии, при наличии ползуна свыше 0,5 мм на поверхности катания колесной пары с редуктором.
После отправления поезда со станции по достижении скорости свыше 40 км/ч проводники вагонов должны проверить исправность привода пробным включением генератора на нагрузку. Если при этом стрелки амперметра и вольтметра будут колебаться, отклоняясь до упора в сторону нулевого положения, необходимо генератор выключить и сообщить электромонтеру и механику-бригадиру.

Температура исправно действующих узлов привода должна быть в пределах 40—50° С. Перегрев редуктора может быть от недостатка, излишка или недоброкачественности смазки, неисправности подшипников или неправильной сборки узлов привода. В случае сильного нагрева или поломки редуктора привод от торца шейки оси снимают с тележки вместе с карданным валом и убирают в вагон.
При неисправности редуктора на средней части оси необходимо снять карданный вал, слить из редуктора масло и выполнить другие подготовительные работы, после чего дальнейшая скорость движения поезда должна быть ограничена и вагон следует до ближайшей станции под особым наблюдением.
- Назад
- Вперёд
Страница 33 из 46
Электроприводы типов Б, В, Г и Д с односторонней муфтой крутящего момента
На каждый имеющийся или вновь получаемый электропривод с управляемой им арматурой заводится формуляр, в который заносят порядковый номер электропривода, порядковый номер арматуры, дату установки, даты планово-предупредительных ремонтов, характер ремонта, замены деталей, обнаруженные дефекты и их устранение.
Ремонт электроприводов подразделяется на периодический осмотр, текущий и капитальный ремонты.
Периодический осмотр.
Осмотр производится с определенной периодичностью, устанавливаемой специальным графиком, но не реже одного раза в месяц, а при интенсивной работе один раз в неделю.
При осмотре необходимо проверить:
а) Состояние наружной поверхности привода; при этом очищают следы коррозии, пыли, грязи и при помощи инструментов (ключей и отвертки) проверяют затяжку крепежа (болтов, гаек и винтов).
б) Движение подвижных частей механизма переключения путем перевода его из положения электрического управления на ручное и обратно.
в) Работу электропривода как от электродвигателя,
так и от маховика, четкость работы муфты, путевого выключателя и сигнализации на пульте, а также соответствие положения стрелки местного указателя крайним положениям запорного органа «Закрыто» и «Открыто».
г) Состояние узла муфты крутящего момента.
д) Наличие достаточного количества масла в червячной ванне редуктора. Ввиду того что не исключена возможность попадания жидкого масла из масляной ванны в полости фланцев со стороны электродвигателя и со стороны маховика, необходимо вывинчивать пробки и удалять накопившееся масло в них; смазка червячной пары и роликоподшипников производится путем заливки жидкого машинного масла любой марки через окно в корпусе (над пружиной муфты) до уровня контрольного отверстия в корпусе. Остальные места трения смазывают густым маслом при помощи шприц-масленки через головки масленок, обведенные красными кружками. Рекомендуемое масло —солидол марки Л или Т по ГОСТ 1033-51. Особенно тщательно надо производить смазку перед первым пуском и после планового и капитального ремонтов. Вторичный редуктор электропривода Д смазывают густой смазкой. Периодичность смазки устанавливается специальным графиком, который составляют в зависимости от интенсивности работы электропривода во время эксплуатации, но не реже одного раза в неделю. Правильный режим смазки абсолютно необходим для всех типов электроприводов, так как недостаточная смазка значительно увеличит потери в редукторе и может вызвать отказ в работе электропривода.
е) Состояние путевого выключателя и микропереключателей в нем (микропереключатели, не дающие щелчка при нажатии на кнопку, заменяют годными).
Все замеченные при осмотре неисправности устраняются. В случае если электропривод установлен в сравнительно сыром помещении и работает редко, то во избежание ухудшения изоляции электродвигателя при осмотре рекомендуется просушивать его, подавая в статор пониженное напряжение (35—50 в) и затормаживать ротор.
Текущий ремонт.
Текущий ремонт предназначен для установления причин и устранения мелких неполадок и повреждений, возникающих во время эксплуатации.
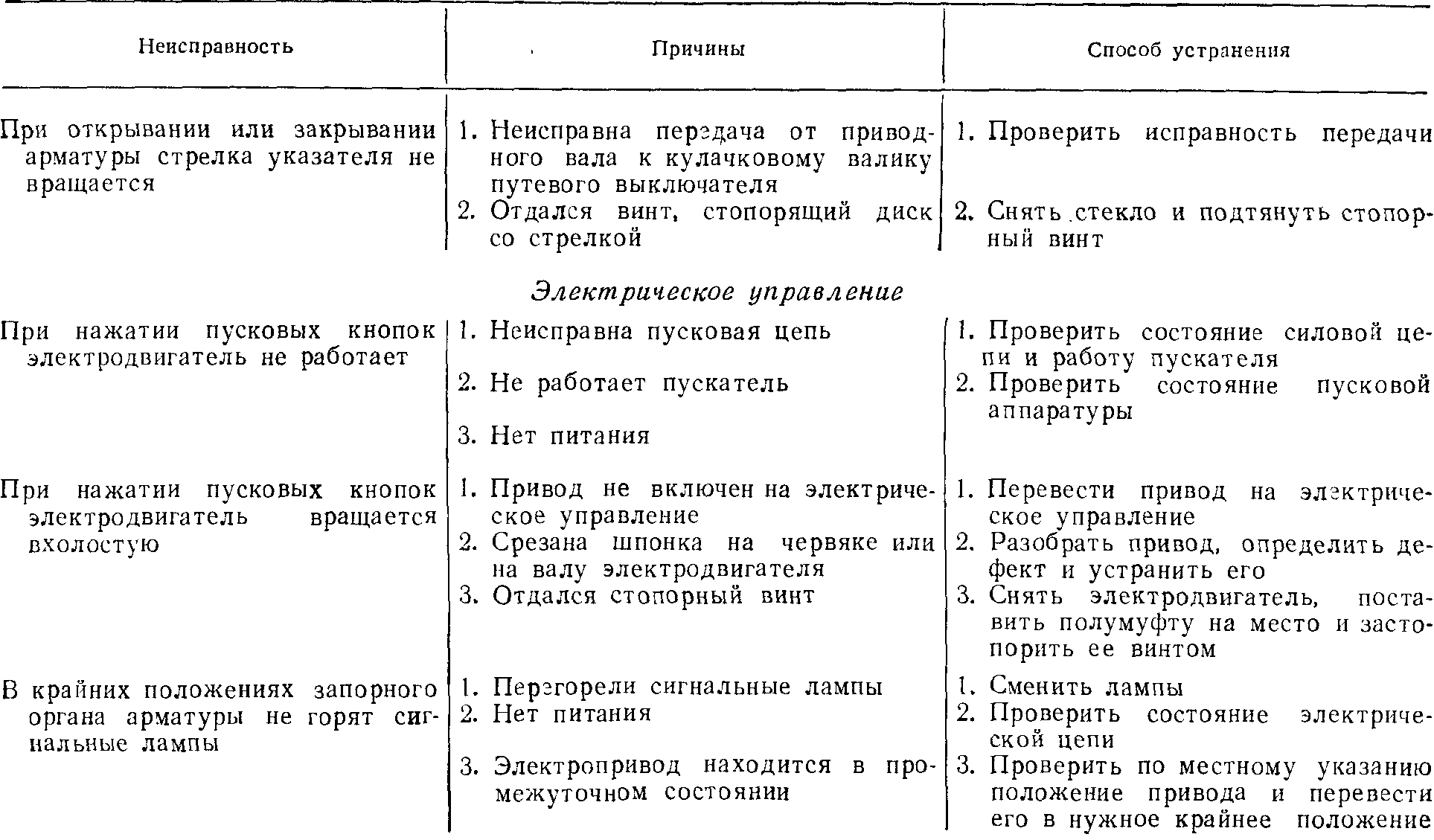
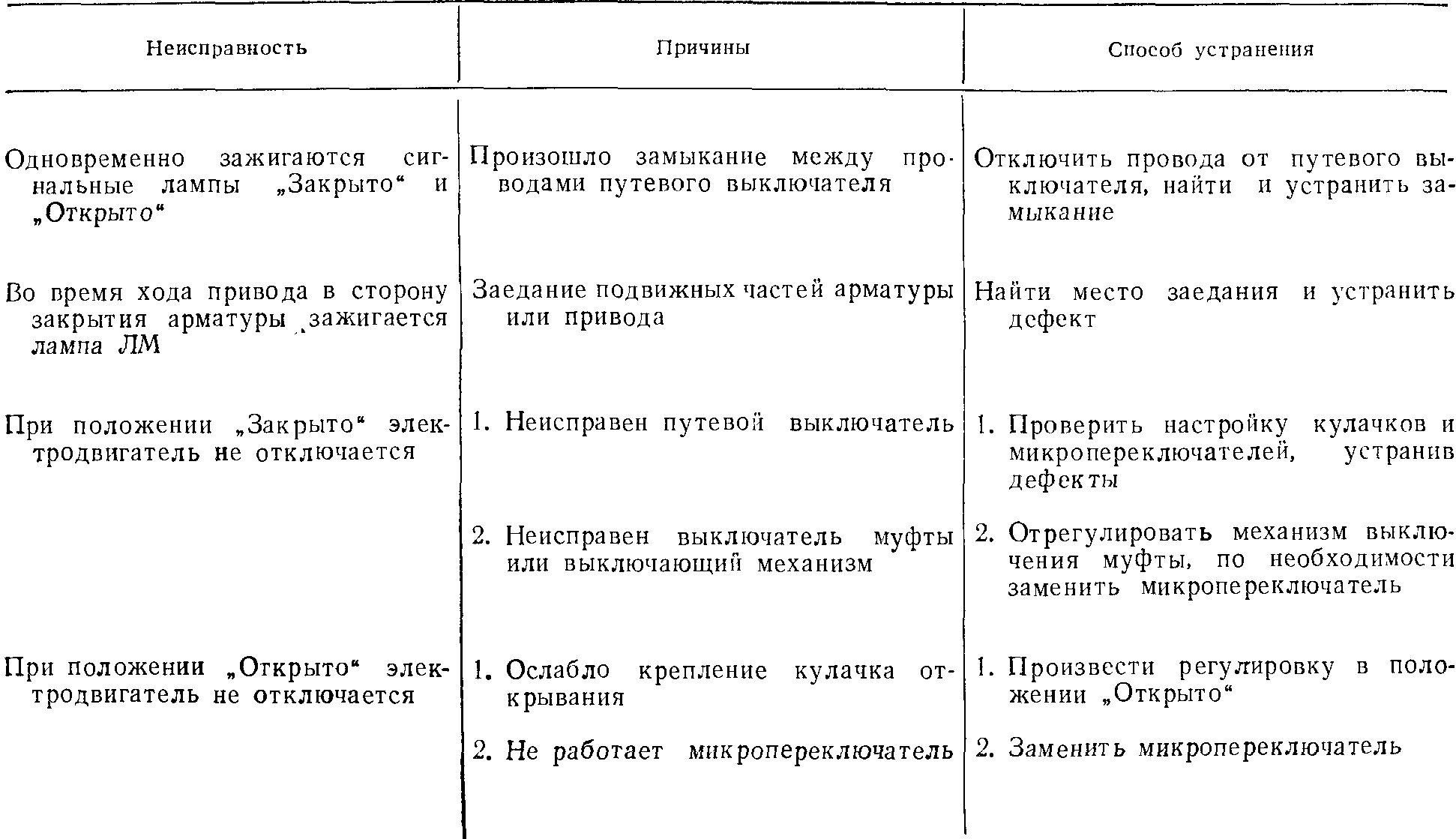
Как показывает опыт ОРГРЭС, наиболее часто при текущем ремонте приходится устранять следующие дефекты:
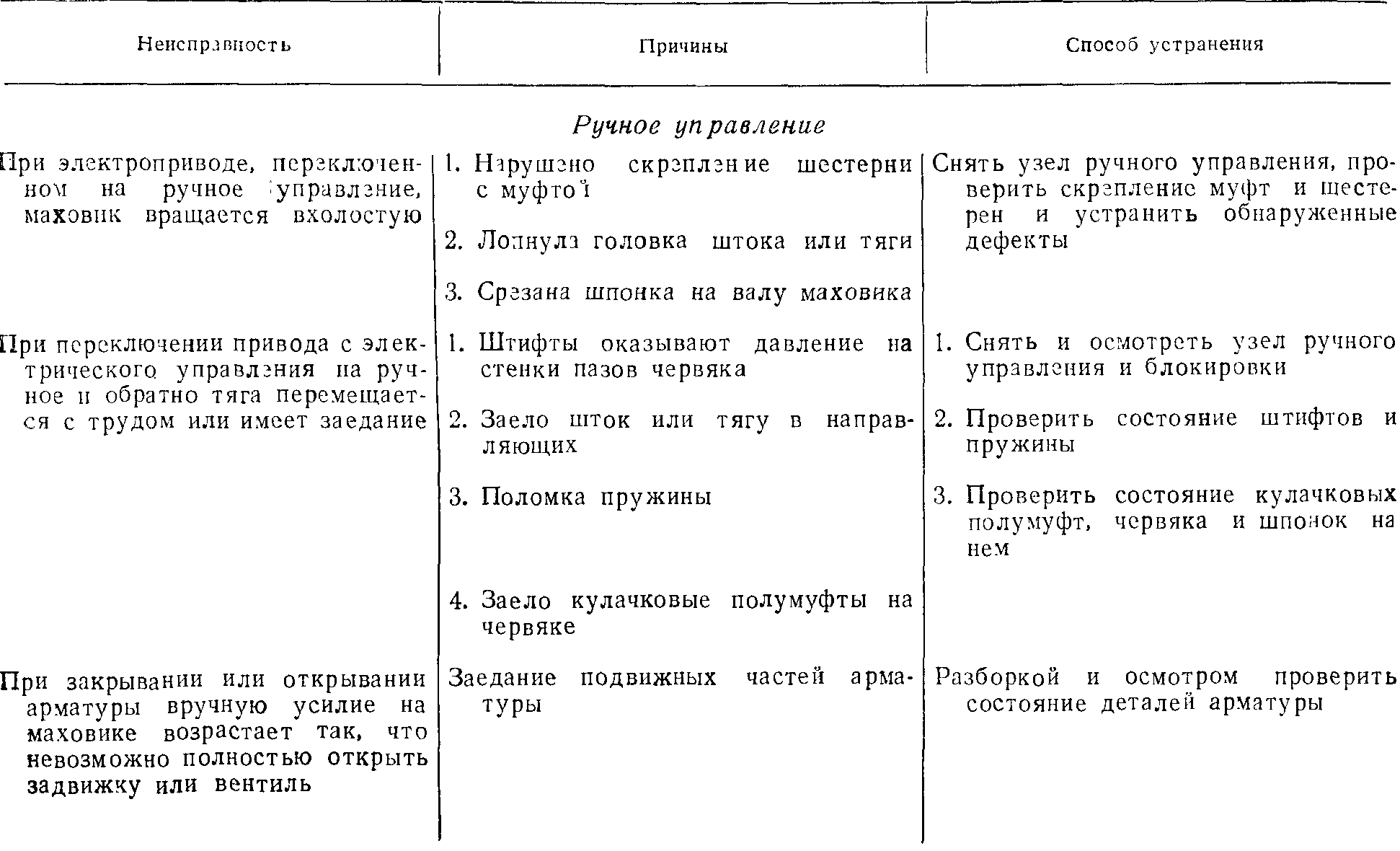
П родолжение
П родолжение
Капитальный ремонт.
Капитальный ремонт электроприводов производится с периодичностью, которая устанавливается специальным графиком в зависимости от интенсивности работы, но не реже одного раз в два года.
Для проведения данного вида ремонта электропривод снимают с арматуры и направляют в ремонтные мастерские, а на его место (в случае необходимости) устанавливают резервный.
В ремонтных мастерских электропривод разбирают, все детали промывают и чистят ветошью, осматривают на предмет годности их к дальнейшей эксплуатации. Изношенные детали ремонтируют или заменяют новыми.
По окончании капитального ремонта электропривод подвергают опробованию вхолостую и затем, если имеется возможность, под нагрузкой, равной 30% максимальной. После окончания ремонта и опробования наружные поверхности электропривода окрашивают соответствующей краской.
Отремонтированный и установленный электропривод испытывают во взаимодействии с арматурой в эксплуатационных условиях и сдают по акту.
На ряде электростанций при проведении капитального ремонта конструкцию электропривода модернизируют.
Основной недостаток электроприводов с червячным редуктором — большое передаточное отношение при ручном управлении приводом (1:25—1:27). Это создает значительные неудобства для эксплуатационного персонала в аварийных случаях (при потере напряжения и необходимости ручного управления).
На ГРЭС № 5 Мосэнерго было разработано специальное приспособление к червячному электроприводу, позволяющее уменьшить передаточное отношение при ручном управлении приводом до 1 : 1 (рис. 2-58).
Электропривод с червячным редуктором устанавливают на специальную колонку 1. Внутри колонки электропривода проходит штанга 2, на верхнем конце которой укреплен маховик 3. Нижний конец штанги через шарнирные соединения связан с арматурой. В верхней части колонки расположен узел, позволяющий при помощи кулачковой муфты 4 подключать и отключать штангу, связанную с арматурой. Приспособление работает следующим образом.
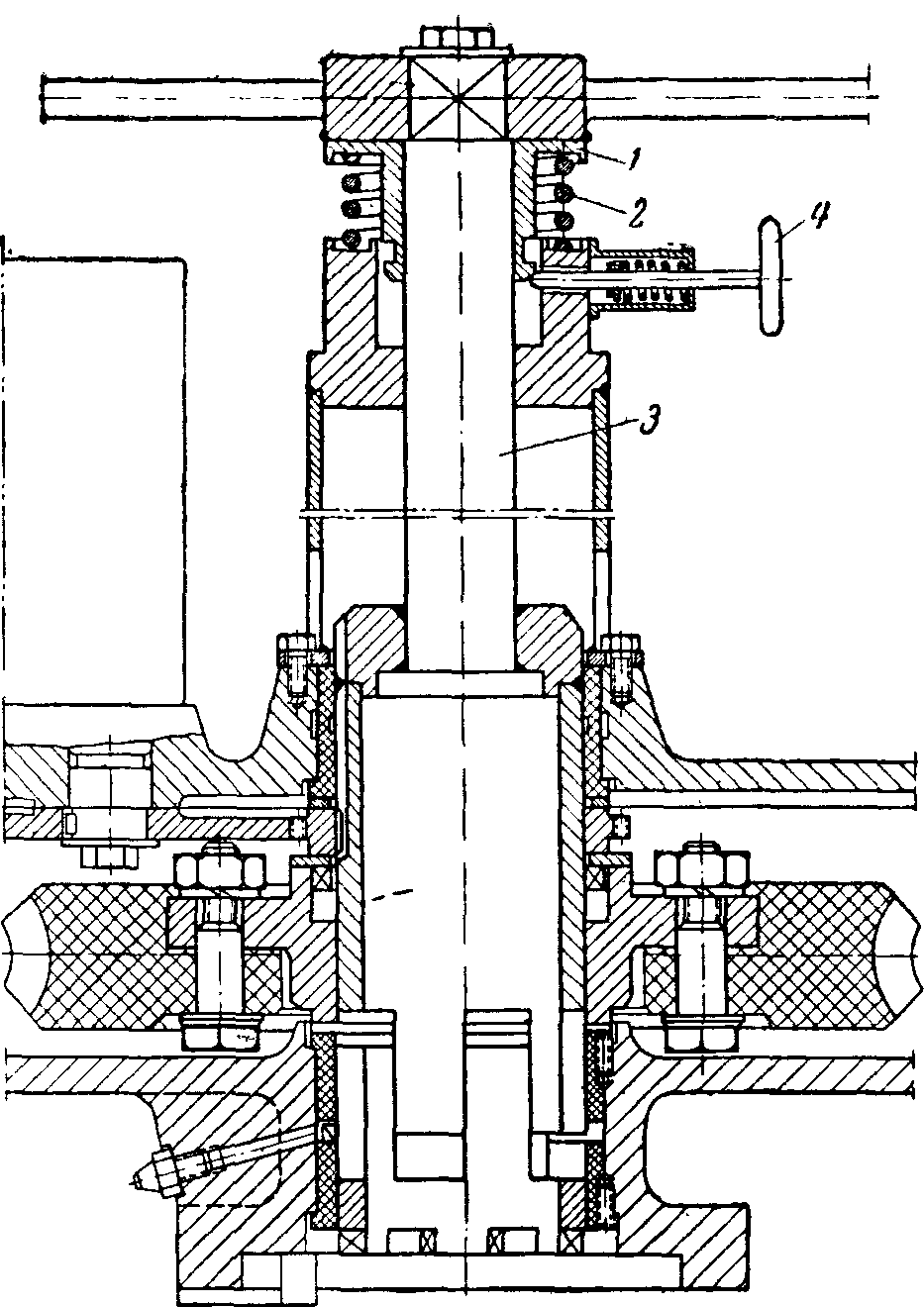
Рис. 2-57. Приспособление к червячному электроприводу.
Гильзы 5 с двух сторон отжимаются от имеющихся в приливах колонки пазов и опускаются вниз. Внутри гильзы проходит рукоятка 6, на конце которой установлено кольцо 7, связанное с кулачковой муфтой 4. Таким образом, при опускании гильзы 5 вниз опускается кулачковая муфта 4 и ее кулачки 8 выходят из зацепления с кулачками 9 приводного вала червячного электропривода 10, в результате чего механический привод от червячного редуктора будет отключен. При вращении маховика 3 усилие через шарнирные соединения передается непосредственно на шпиндель арматуры.
Как показал длительный опыт эксплуатации, описанное приспособление работает надежно и может быть рекомендовано в тех случаях, когда арматура установлена внизу под колонкой.
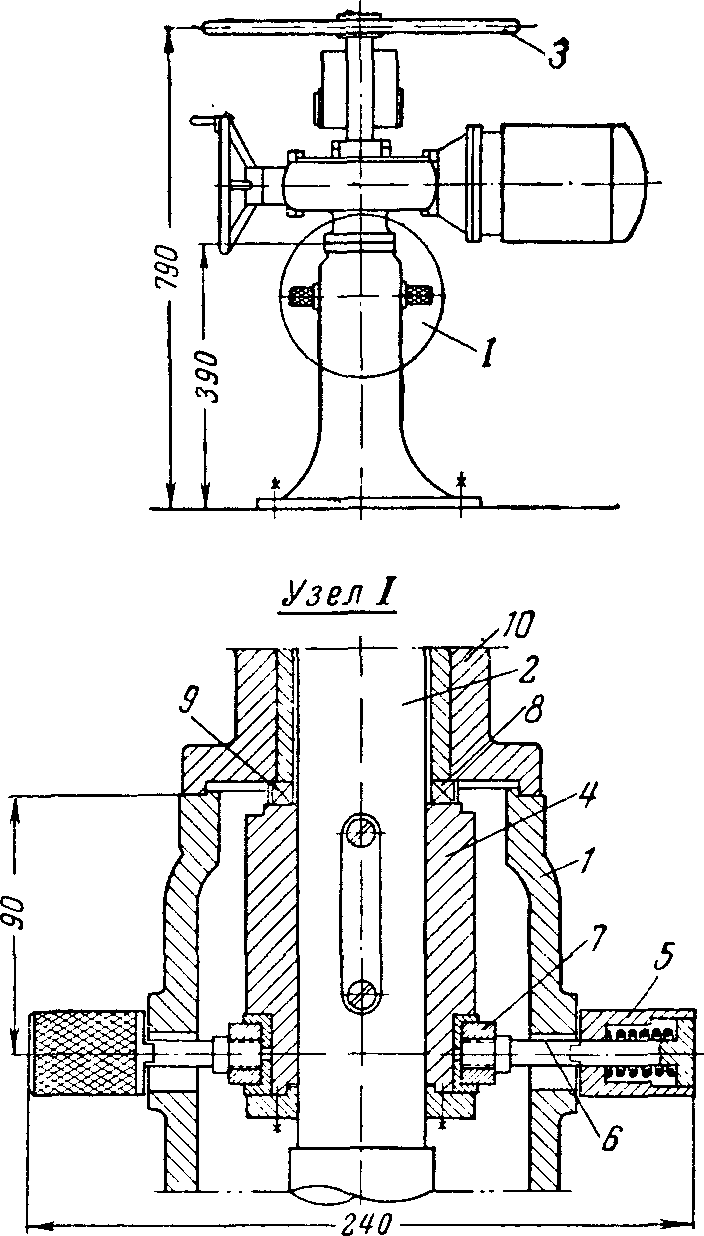
Рис. 2-58. Приспособление, устанавливаемое на электроприводе.
На рис. 2-57 приведена другая конструкция аналогичного приспособления, устанавливаемого непосредственно на арматуру без специальных промежуточных устройств (штанг, колонок и т. п.). В этом случае приспособление работает следующим образом. Для перевода с электрического управления на ручное необходимо нажать на маховик, жестко связанный с валом 5.
Верхняя часть приводного вала находится в зацеплении при помощи кулачков со ступицей червячного колеса. При нажатии на маховик кулачки верхней части приводного вала расцепляются с кулачками ступицы червячного колеса. Червячный редуктор электропривода отключается, и шпиндель арматуры получает вращение непосредственно от маховика.
Чтобы полностью исключить возможность произвольного зацепления кулачков верхней части приводного вала привода с кулачками ступицы червячного колеса, предусмотрено специальное фиксирующее устройство, состоящее из фиксатора, пружины и втулки 1 с пазом. При движении вала 5 вниз в паз втулки 1 входит фиксатор 7 и препятствует возвращению вала в первоначальное положение. При необходимости перевода с ручного управления на электрическое фиксатор 7 выводится из кольцевого паза втулки и под действием пружины вал 5 возвращается в первоначальное положение. Происходит автоматическое зацепление кулачков верхней части приводного вала с кулачками ступицы червячного колеса.
Подготовка электроприводов с арматурой к эксплуатации
Подготовка электропривода с арматурой к эксплуатации производится при наличии рабочего давления в трубопроводе. При этом проверяют:
а) Легкость переключения механизма ручной блокировки из положения электрического управления в положение ручного управления и наоборот. Переключение должно быть легким (без заметных заеданий), пружина должна обеспечивать нормальное сцепление кулачков полумуфты электродвигателя с полумуфтой электрической блокировки без дополнительного осевого усилия.
б) Работу электропривода при ручном управлении (для чего производится открывание и закрывание арматуры), правильность показаний местного указателя и сигнализации; вращение маховика должно быть плавным, без заеданий.
в) Герметичность затвора (если это возможно).
г) Автоматические остановки запорного органа в крайних положениях при электрическом управлении.
д) Соответствие работы сигнализации показаниям местного указателя.
После окончания полной проверки и наладки электропривода с арматурой необходимо произвести пять— семь контрольных перекрытий арматуры от электродвигателя.
К обслуживанию электропривода допускается специально обученный персонал, проинструктированный по технике безопасности.
4 Текущий ремонт
4.1 Текущий ремонт электроприводов
4.1.1 Система ремонта электроприводов в процессе эксплуатации основывается на выполнении восстановительных работ по результатам контрольных проверок или при отказе электропривода.
4.1.2 В процессе эксплуатации изделия подвергаются:
- текущему ремонту (Т);
- капитальному ремонту (К).
4.1.3 Порядок и периодичность проведения ремонта электроприводов
Таблица 2
| Пункт РЭ | Вид ремонта | Периодичность |
|
4.1.5 4.1.6 |
Текущий ремонт
Капитальный ремонт |
при необходимости, по результатам контрольных проверок при поломке составных частей электропривода, или при выработке его назначенного ресурса |
4.1.4 Меры безопасности
При ремонте электроприводов должны соблюдаться следующие правила:
— ремонт проводить с соблюдением требований «Правил технической эксплуатации электроустановок потребителей» (ПТЭЭП);
— электроприводы должны быть надежно заземлены;
— приступая к разборке электропривода, следует убедиться, что он отключен от сети, а в ЩСУ на автоматическом выключателе вывешена табличка с надписью «Не включать, работают люди»;
— разборку и сборку электропривода производить только исправным штатным инструментом.
4.1.5 Текущий ремонт
Текущий ремонт электроприводов осуществляется без их демонтажа с трубопроводной арматуры и при этом выполняются следующие работы:
— замена пришедших в негодность уплотнительных колец съемных крышек взрывонепроницаемых оболочек электропривода;
— замена пришедших в негодность крепежных элементов;
— проверка состояния взрывозащитных поверхностей, которые подвергались разборке (наличие трещин, царапин, вмятин, задиров и т.п. не допускается), и их повторная смазка;
Ремонт электроприводов, связанный с изготовлением и восстановлением деталей, неисправность которых может повлечь за собой нарушение взрывозащищенности, должен выполняться в соответствии с РД 16.407, ГОСТ 30852.18-2002.
При ремонте комплектующего электрооборудования должны выполняться требования ПТЭЭП, РД 16.407, ГОСТ 30852.18-2002 и РЭ на это электрооборудование.
4.1.6 Капитальный ремонт
Капитальный ремонт электропривода производится при поломке его составных частей, либо при выработке назначенного ресурса электропривода, в пределах его назначенного срока службы. При капитальном ремонте проводится полная разборка и дефектация всех деталей и узлов электропривода, восстановление или замена пришедших в негодность в результате коррозии, чрезмерного механического износа узлов и базовых деталей электропривода, а также замена подшипников и смазки механического модуля электропривода.
Капитальный ремонт электроприводов производится в соответствии с ГОСТ 30852.18-2002, РД 16407 и эксплуатационной документацией на электроприводы и комплектующее электрооборудование, на предприятии-изготовителе, после чего производится проверка на соответствие требованиям технических условий ТУ 3791-004-53106276-2003.
5 Возможные отказы и методы их устранения
Перечень возможных отказов и неисправностей электропривода, а также методы их устранения, указаны в таблице 3
Таблица 3
| Наименование отказа, внешние его проявления и дополнительные признаки | Возможные причины | Методы устранения |
| При подаче команды «Открыть» или «Закрыть» поданной с местного поста управления, или через систему телемеханики, отсутствует движение выходного звена эл. привода | Попытка запуска электропривода в направлении крайнего положения, в котором он уже находится | Проверить правильность подаваемой команды |
| Отсутствие напряжения питания на блоке управления электропривода | Подать напряжение питания на блок управления | |
| Блок управления электропривода находится в режиме подготовки к первому запуску при низкой температуре окружающей среды | Выждать необходимое для подготовки к первому запуску время (см. РЭ на блок управления электропривода) после чего повторить попытку | |
| Блок управления электропривода находится в режиме «Авария» | Выяснить тип аварии (см. РЭ на блок управления электропривода) и устранить ее причину | |
| При достижении выходным звеном электропривода крайнего положения, не происходит требуемого уплотнения запорного элемента трубопроводной арматуры | При настройке электропривода задана недостаточная величина усилия уплотнения в крайнем положении | Провести повторную настройку с увеличением усилия уплотнения в требуемом крайнем положении (см. РЭ на блок управления электропривода) |
| Электропривод отключается при срабатывании устройства ограничения усилия | Превышение максимально-допустимой нагрузки на выходном звене электропривода | Проверить состояние трубопроводной арматуры и соответствие электропривода данной арматуре по усилию на выходном звене |
| Превышение максимально-допустимой нагрузки на выходном звене электропривода, в результате изменения заводских настроек устройства ограничения усилия | Восстановить заводские настройки устройства ограничения усилия (см. ЭД на блок управления электропривода) |
Перечень возможных отказов, связанных с работой блока управления электропривода и методы по их устранению – согласно руководству по эксплуатации на блок управления.
Страница 7 из 7
Приложение № 10.
Порядок ремонта, наладки и приемки в эксплуатацию электроприводной арматуры системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1-4. 1. Ремонт электроприводов задвижек системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1–4.
1.1. Ремонт механической части электропривода выполняется ремонтным персоналом ЦЦР, подрядных организаций и включает в себя:
1.1.1. Ремонт механизма муфты ограничения крутящего момента в пределах редуктора и узла передачи на блок моментных выключателей (М.В.).
1.1.2. Ремонт механизма воздействия на концевой разъединитель (К.Р.) в пределах редуктора.
1.1.3. Ремонт механизма передачи вращения на узел путевых переключателей.
1.1.4. Ремонт механизма переключения электропривода с «ручного» управления на «дистанционное».
1.1.5. Ремонт полумуфт, устанавливаемых на вал редуктора и электродвигателя.
1.2. Ремонт электрооборудования электропривода выполняется ремонтным персоналом электроцеха участка АПиС и включает в себя:
1.2.1. Ремонт коробки концевых и моментных выключателей (К.В. и М.В.), для электроприводов с 2 х сторонней муфтой момента, включая:
-узел путевых выключателей с червячным колесом, нажимными кулачками и микровыключателями;
-узел моментного выключателя с регулировочными кулачками, нажимными рычагами, пружинами, блокировочными кулачками и микровыключателями.
1.2.2. Ремонт отдельно устанавливаемых на электроприводе микровыключателей типа ВП-4, для электроприводов типа ВАЗ и электроприводов с односторонней муфтой момента (М.М.).
1.2.3. Ремонт отдельно устанавливаемых на электроприводе микровыключателей (микровыключатели К.Р., микровыключатели М.М. для электроприводов с односторонней муфтой момента, совместно с «тросиком» для взрывозащищенных электроприводов).
1.2.4. Ремонт электрооборудования, входящего в состав электросхемы электропривода, включая электродвигатель.
1.2.5. Ремонт кабеля, кабельных шлейфов, соединительных коробок.
1.2.6. Ремонт рычагов воздействия на электропереключатели в пределах коробки путевых и моментных выключателей.
1.3. Установка регулирующих органов после ремонта и сочленение их с исполнительными механизмами производится ремонтным персоналом ЦЦР, подрядных организаций в присутствии персонала ЭЦ участка АПиС.
2. Наладка электроприводов задвижек системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1–4.
2.1. Наладка механической части электропривода выполняется ремонтным персоналом ЦЦР, персоналом подрядных организаций и включает в себя:
2.1.1. Предварительную установку величины ограничения крутящего момента (Мкр.) в соответствии с паспортом на электропривод (таблица значений Мкр. для различных электроприводов) для приводов с односторонней муфтой крутящего момента. Уточненное значение величины Мкр. выставляется после опробования электропривода.
2.1.2. Установку «поджатого» состояния пружин муфты ограничения крутящего момента для приводов с двухсторонней муфтой крутящего момента.
2.1.3. Установку, центровку и сочленение электродвигателя с редуктором электропривода.
2.1.4. Опробование и доведение до необходимой легкости хода электропривода вручную от штурвала..
2.1.5. Определение положения полного закрытия и открытия арматуры с выставлением соответствующих меток на штоке, бугелях, тягах.
2.1.6. Регулировку, проверку механизма переключения управления арматурой с «ручного» на «дистанционное».
2.1.7. Установку запорного органа, после окончания наладки в полностью закрытое положение.
2.1.8. По окончании ремонта и механической наладки привода руководитель (производитель) работ по наряду должен предъявить (сдать) привод оперативному персоналу турбинного цеха и ремонтному персоналу ЭЦ участка АПиС с записью в « Журнале приемки электроприводной арматуры из ремонта» для выполнения наладки электрической части электропривода.
При этом необходимо проверить:
— комплектность, целостность и крепление всего оборудования механической части ЭПА.
— целостность электрооборудования, установленного на электропривод электродвигатель, кабельные шлейфы, бронешланги, микровыключатели, соединительные коробки (С.К.) и т.д.
— легкость хода редуктора и наличие передачи на выходные валы, рычаги, штоки при вращении штурвала вручную.
— срабатывание механической части механизма ограничения величины крутящего момента.
2.2. Наладка электрической части электропривода выполняется персоналом участка АПиС ЭЦ и включает в себя:
2.2.1. Установку всех элементов электрической схемы на электропривод (установку электродвигателя выполняет ремонтный персонал ЦЦР, подрядных организаций САР, КАЭР).
2.2.2. Проверку сопротивления изоляции электродвигателя, кабельных связей.
2.2.3. Проверку работоспособности и взаимодействия всех элементов электрической схемы, установленных на электроприводе, без подачи напряжения.
2.2.4. Проверку направления вращения электродвигателя и его фазировку.
2.2.5. Проверку установки запорного органа в положение «закрыто» и «открыто» с настройкой концевых выключателей в соответствии с заводской инструкцией по эксплутации электропривода.
Для электропривода с полным ходом до 30 сек все операции по перемещению запорного органа в положение «закрыто» или «открыто» выполнять вручную штурвалом.
Для электропривода на многооборотной арматуре допускается перемещать запорный орган с помощью электродвигателя. При этом электродвигатель следует отключить в момент, когда запорный орган не дошел до конечного положения на 10-15% пути. Далее запорный орган перемещать в нужное положение с помощью маховика.
После окончания настройки концевых выключателей произвести 2-3 прокрутки электропривода в обоих направлениях с проверкой промежуточного останова и пуска.
2.2.6. Проверку срабатывания «концевого разъединителя» (К.Р.). Проверка проводится установкой штурвала в положение «ручное» управление и пробной подачей сигнала «закрыть» или «открыть». Электропривод при этом не должен управляться.
2.2.7. Проверка работоспособности концевого выключателя ограничения величины крутящего момента производится при открытии и закрытии электропривода перемещением электропривода штурвалом вручную.
2.2.8. Проверку работы муфты момента прокруткой привода от электродвигателя, величину «затяжки» запорного органа электроприводом в положении «закрыто» контролирует представитель турбинного цеха.
При несоответствии величины «затяжки» требуемой необходимо:
— для электроприводов с односторонней муфтой момента для настройки величины ограничения крутящего момента вызвать персонал, производивший ремонт механической части данной арматуры,
— для электроприводов с двухсторонней муфтой момента для настройки величины ограничения крутящего момента выполнять действия согласно пункта 2.2.12.
— для электроприводов с двухсторонней муфтой момента ремонтному персоналу участка АПиС ЭЦ выполнить перестановку моментных регулирующих кулачков на необходимую величину и направление,
— величина тока отключения электропривода при его открытии определяется защитой электропривода при неисправности К.В. и выставляется минимально возможной. Проверка срабатывания моментных выключателей при открытии арматуры проверяется только при перемещении привода штурвалом вручную.
2.2.9. Контрольную проверку настройки величины ограничения крутящего момента при закрытии арматуры измерением величины тока «затяжки» электропривода. При этом необходимо:
— в сборке РТЗО на одну из фаз кабеля, питающего электродвигатель, установить токоизмерительные клещи.
— подать сигнал управления на закрытие электропривода до отключения электродвигателя муфтой момента
— при движении электропривода зафиксировать значение рабочего тока – Iраб.
— в момент срабатывания муфты момента зафиксировать значение тока отключения электродвигателя – Iмм. Значение тока Iм.м. должно быть в пределах:
Iм.м. = (1,1 – 1,3) Iраб
— при значениях Iм.м. > 1,3 Iраб. персоналу, производившему ремонт данной арматуры, перенастроить муфту момента на меньшее значение Мкр.,
— при значениях Iраб. > Iном. привод имеет тугой ход. Персоналу, производившему ремонт данной арматуры, необходимо выполнить ревизию механической части привода (редуктор, шток, сальники и т.д.)
— повторить проверку величины Iм.м. после устранения замечаний.
2.2.10. Проверку настройки токового реле РТ-40. Проверка и настройка токового реле выполняется в лабораторных условиях в соответствии с заводской инструкцией на реле. Значение уставки срабатывания реле:
Iрт = ( 1,1 — 1,3) Iраб.
Выполнить контрольную проверку срабатывания токового реле при полном закрытии арматуры. При необходимости откорректировать значение Iрт и повторить проверку.
2.2.11. Настройку указателей положения (УП). Настройку УП выполнить после наладки К.В., М.М., К.Р. и настройки РТ 40, для чего:
— привод установить в положение «закрыто» и настроить «нулевое» значение УП.
— привод установить в положение «открыто» и настроить УП.
— выполнить 2-3 цикла «открыть» – «закрыть» с настройкой крайних значений УП.
2.2.12. При выявлении на приводе в процессе выполнения наладочных работ персоналом участка АПиС ЭЦ дефектов механического характера, необходимо:
— работы по наладке ЭПА прекратить,
— во избежание усугубления дефекта остановить арматуру в начале ее движения с пульта управления или путем разборки электросхемы в шкафу РТЗО,
— доложить НС ЭЦ.
2.2.13. Оперативный персонал турбинного цеха в этом случае должен:
— удалить бригаду участка АПиС ЭЦ с оформлением ежедневного окончания работ в наряде,
— разобрать электросхему ЭПА ( через НС ЭЦ),
— зафиксировать дефект и принять меры по его устранению силами ремонтного персонала, производившего ремонт данной арматуры.
2.2.14. После окончания настройки концевых выключателей произвести 2-3 прокрутки электропривода в обоих направлениях с проверкой промежуточного останова и пуска.
2.2.15. Окончание работ по наладке электрической части ЭПА должно быть оформлено руководителем (производителем) работ по наряду в «Журнале приемки ЭПА из ремонта» у НС турбинного цеха.
3. Сдача электроприводов задвижек системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1–4 в эксплуатацию.
3.1. Окончательную сдачу электропривода в эксплуатацию осуществляет персонал участка АПиС ЭЦ при прокрутке арматуры.
3.2. Приемку электропривода в эксплуатацию осуществляет оперативный персонал турбинного цеха по заявке руководителя (производителя) работ по ремонту ЭПА.
При этом необходимо:
— проверить наличие маркировочной таблички, правильность ее установки, крепления, при необходимости устранить замечания,
— произвести осмотр электропривода по месту с проверкой наличия и целостности всего штатного оборудования и качественного его крепления,
— проверить легкость хода электропривода от штурвала,
— произвести прокрутку электропривода со всех мест управления.
3.3. При выполнении прокрутки электропривода проверить:
— полное открытие и закрытие арматуры,
— правильность настройки концевых выключателей,
— управление электроприводом из промежуточного положения (операции «открыть», «закрыть»),
— работу сигнализации положения арматуры,
— показания УП ( при наличии),
— работу редуктора.
3.4. При обнаружении замечаний ремонтный персонал, производивший ремонт данной арматуры ( по принадлежности дефектов ), обязан их устранить, а оперативный персонал турбинного цеха повторить прокрутку арматуры.
3.5. Окончание приемки электропривода в эксплуатацию оформляется записью в «Журнале приемки электроприводной арматуры из ремонта» оперативным персоналом турбинного цеха.
4. Организация безопасного выполнения технического обслуживания и наладки электроприводной арматуры системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1 – 4.
4.1. Ремонт электроприводной арматуры (ЭПА) выполнняется по графику ТЦ.
4.2. Допуск персонала на ремонт механической части ЭПА осуществляет оперативный персонал турбинного цеха по тепловым нарядам, выданным административно –техническим персоналом турбинного цеха.
4.3 При подготовке рабочего места на ремонт ЭПА оперативным персоналом турбинного цеха должны быть обеспечены условия безопасного выполнения работ, указанные в наряде участки трубопроводов сдренированы, разобраны схемы электропитания ЭПА, при необходимости отсоединен и заземлен кабель электропитания двигателя ЭПА.
4.3.1. Подготовку рабочих мест для проведения текущего ремонта ЭПА (для ЦЦР) проводить следующим образом:
— при подаче заявки в ТЦ мастер ЦЦР должен указать для какого вида ремонта требуется подготовка рабочего места,
— НС ТЦ при передаче заявки НС ЭЦ должен сообщить для какого вида ремонта требуется подготовка рабочего места,
— ДЭМ ЭЦ перед отключением кабеля от электродвигателя убеждается в четкости и однозначности маркировки на проводах, питающих электродвигатель, и на самом электродвигателе, в обратном случае восстанавливает маркировку и отключает кабель от электродвигателя.
— персонал ЦЦР проводит текущий ремонт электроприводной арматуры и подает заявку на ее подключение.
4.4. Допуск персонала на ремонт электрической части ЭПА осуществляет оперативный персонал ЭЦ по электрическим нарядам, выданным административно — техническим персоналом ЭЦ, и с разрешения начальника смены турбинного цеха – владельца ЭПА.
4.5. При необходимости выполнения операций с коммутационной аппаратурой ЭПА такое право может быть предоставлено производителю работ по наряду лицом, выдавшим наряд, с записью в графе « отдельные указания».
5. Организация безопасного выполнения прокрутки электроприводной арматуры системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1–4.
5.1. Прокрутку ЭПА с целью сдачи электропривода в эксплуатацию выполняет ремонтный персонал участка АПиС ЭЦ, руководствуясь данным «порядком…..» и заводскими инструкциями на электропривод.
5.2 Работы по прокрутке ЭПА выполняются под руководством оперативного персонала турбинного цеха, либо под руководством специально назначенного ответственного представителя турбинного цеха, введенного в состав смены указанием начальника или заместителя начальника турбинного цеха по эксплуатации.
5.3. Оперативный персонал турбинного цеха выполняет работы по прокрутке ЭПА по разработанным и утвержденным в установленном порядке программам или инструкциям по эксплуатации технологических систем.
5.4. Персонал участка АПиС ЭЦ выполняет работы по прокрутке ЭПА по отдельному наряду, выданному административно-техническим персоналом ЭЦ, с согласованием прокрутки между руководителем (производителем) работ по наряду и НС турбинного цеха.
5.5. Состав бригады при выполнении прокрутки ЭПА должен быть не менее двух человек, включая производителя работ.
5.6. Разрешение на прокрутку ЭПА ( сборку электросхемы ЭПА для прокрутки) выдает НС турбинного цеха.
Кроме того, факт сборки и разборки электросхемы ЭПА должен быть зафиксирован в оперативных журналах НС турбинного цеха и НС ЭЦ.
5.7. При сборке электросхемы ЭПА персонал ЭЦ, выполняющий эту операцию в шкафах РТЗО, должен обратить внимание на поведение коммутационной аппаратуры, подающей электропитание на электродвигатель ЭПА.
Если в момент сборки электросхемы ЭПА включился один из пускателей, подающий электропитание на электродвигатель ЭПА, напряжение с электропривода ЭПА должно быть немедленно снято, о чем должно быть доложено НС турбинного цеха и НС ЭЦ.
5.8. НС турбинного цеха совместно с НС ЭЦ должны проанализировать возникшую ситуацию, выяснить причину срабатывания электропривода, возможные воздействия блокировок, и принять решение о продолжении или прекращении операций с данной ЭПА.
5.9. Персонал, участвующий в прокрутке ЭПА должен быть оснащен переносными радиостанциями, аккумуляторными фонарями и средствами индивидуальной защиты (спецодежда, каска, инструмент с изолированными рукоятками).
5.10. При прокрутке ЭПА персоналу контролировать открытие закрытие арматуры с безопасного расстояния.
5.11. При возникновении во время прокрутки ЭПА нештатных ситуаций (появление шумов, возникновение гидроударов и др. свидетельствующих о нарушении технологического режима) закрыть арматуру, если она открывалась, доложить НС турбинного цеха и далее действовать по его указаниям.
Приложение 11
Перечень замененных узлов и деталей при ремонте электротехнического оборудования
|
№ п/п |
Наименование узла, детали |
Место установки |
Критерии отбраковки |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
ЛИСТ РЕГИСТРАЦИИ ДОПОЛНЕНИЙ И ИЗМЕНЕНИЙ
|
Номер |
Номера листов |
Всего |
Входящий |
Подпись |
Дата |
||||
|
изме-нен-ных |
заме-нен-ных |
новых |
изъя-тых |
№ документов |
номер «Бюллетеня» и дата оформления |
ответствен. |
внесения |
||
ЛИСТ РЕГИСТРАЦИИ ПЕРЕСМОТРА
|
Номер и дата утверждения документа |
Запись о продлении действия данного документа. |
Подпись ответственного лица по подразделению. Дата заполнения. |
Ремонт — электропривод
Cтраница 1
Ремонт электроприводов подразделяется на периодический осмотр, текущий и капитальный ремонты.
[1]
Монтажом и ремонтом электропривода занимаются слесари-электромонтажники, электромонтеры по монтажу силового электрооборудования, дежурные электромонтеры, электромонтеры-ремонтники.
[2]
Если на время ремонта электропривода питающий кабель отсоединяется от зажимов статора, то концы его необходимо замкнуть накоротко и заземлить.
[3]
Не допускается выдача из ремонта электропривода с разбитым корпусом, без штепсельной вилки и с неисправным выключателем светильника.
[4]
Экономические потери от простоя технологического оборудования, вызванного ремонтом электропривода, зачастую намного превышают затраты на его ремонт.
[5]
Конструкция электроприводов всех типов одинакова, поэтому рассмотрим в качестве примера ремонт электропривода ДШС. На рис. 32 изображен двигатель электропривода.
[6]
Ремонт регулирующих и запорных органов, сочленений их с исполнительными механизмами, ремонт электроприводов и установка их на место должны выполняться персоналом, ремонтирующим технологическое оборудование, а приемка — персоналом, обслуживающим системы управления.
[7]
Слесари при центральном маслоскладе производят ремонт коммуникаций, насосных установок, регенерационного оборудования, сливных и фильтровальных устройств, инвентаря и другого складского оборудования. Электрики обеспечивают бесперебойную и безопасную эксплуатацию и ремонт электроприводов, освещения, электронагревательных устройств и другого оборудования, связанного с применением электрического тока.
[8]
Комплект разрабатываемых схем определяется особенностями технологической установки и ее электроприводов. Количество схем должно быть минимальным, но в совокупности они должны содержать сведения в объеме, достаточном для проектирований, изготовления, настройки, регулировки, эксплуатации и ремонта электроприводов и систем управления. На этапах технического предложения, эскизного и технического про-ектирования номенклатура схем определяется необходимостью обеспечить последующий этап проектирования достаточными исходными данными.
[9]
В некоторых случаях возникает необходимость регулировки пружин муфты крутящего момента. Такая необходимость может возникнуть при недостаточной герметичности перекрытия арматуры, при работе на более низких давлениях, чем предусмотрено заводской настройкой, если муфта срабатывает в момент трогания с места электропривода, после ремонта электропривода. Первой регулируется пружина закрывания, причем регулировка начинается со слабой затяжки пружины и постепенно затяжку увеличивают до требуемого значения. Увеличение затяга следует производить постепенно, поворачивая регулирующую гайку не более, чем на Д часть оборота. После каждой затяжки производится пробный пуск на закрытие. Регулировка пружины закрывания должна производиться так, чтобы был обеспечен пуск электропривода с некоторым запасом в сторону открывания, так как необходимое усилие при открывании арматуры в начальный момент может быть несколько увеличенным. По окончании монтажа и пробных испытаний рукоятка переключений должна быть установлена в положение на электрическое управление, в противном случае пуск электропривода с пульта управления будет невозможен.
[11]
В некоторых случаях возникает необходимость регулировки пружин муфты крутящего момента. Такая необходимость может возникнуть при недостаточной герметичности перекрытия арматуры, при работе на более низких давлениях, чем предусмотрено заводской настройкой, если муфта срабатывает в момент трогания с места электропривода, после ремонта электропривода. Первой регулируется пружина закрывания, причем регулировка начинается со слабой затяжки пружины и постепенно затяжку увеличивают до требуемого значения. Увеличение затяга следует производить постепенно, поворачивая регулирующую гайку не более, чем на Ye часть оборота. После каждой затяжки производится пробный пуск на закрытие. Регулировка пружины закрывания должна производиться тай, чтобы был обеспечен пуск электропривода с некоторым запасом в сторону открывания, так как необходимое усилие при открывании арматуры в начальный момент может быть несколько увеличенным. По окончании монтажа и пробных испытаний рукоятка переключений должна быть установлена в положение на электрическое управление, в противном случае пуск электропривода с пульта управления будет невозможен.
[13]
Планово-предупредительный ремонт проводят периодически по специальному графику, но не реже одного раза в шесть месяцев. При этом электропривод снимают с арматуры и направляют в ремонтные мастерские, где его разбирают, все детали промывают и проверяют визуально их годность к дальнейшей эксплуатации. После ремонта электропривода его обкатывают, регулируют с арматурой в эксплуатационных условиях.
[15]
Страницы:
1
2
Руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов
Страницы работы
Содержание работы
1.1 Настоящее руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов распространяется на ремонт редукторно-карданных приводов от торца и средней части оси колесной пары, выполняемый при ремонте пассажирских цельнометаллических вагонов всех типов, а также на централизованный ремонт одиночных редукторно-карданных приводов, выполняемый по отдельным договорам.
1.2 Руководство по ремонту редукторно-карданных приводов определяет:
а) порядок демонтажа, осмотра, ремонта, испытания и монтажа редукторно-карданных приводов;
б) нормы и технические требования, предъявляемые к редукторно-карданным приводам после ремонта.
1.3 Ремонт редукторно-карданных приводов должен производиться в депо и на заводах, имеющих обязательный минимум оборудования, приспособлений, измерительного инструмента, перечисленного в приложении А к настоящему Руководству.
1.4 Демонтаж, комплектование и монтаж редукторно-карданных приводов на буксовый узел колесной пары должен выполняться в присутствии работника редукторного отделения колесного цеха депо или завода, имеющего право производства полной ревизии букс с роликовыми подшипниками и сдавшего испытания в знании настоящего Руководства.
1.5 К ремонту редукторно-карданных приводов допускаются лица, имеющие квалификацию не ниже 4-го разряда, а также сдавшие испытания в
знании настоящего Руководства. Периодичность испытаний — один раз в два года. В состав комиссии по приему испытаний должны входить: главный инженер депо или завода, инспектор-приемщик, мастер редукторного участка, инженер-технолог.
1.6 При составлении Руководства были учтены рекомендации вагоностроительных заводов, опыт эксплуатации и ремонта редукторно-карданных приводов на вагоноремонтных заводах и депо. Кроме того, используются руководящие материалы ОАО «РЖД», а также следующая документация:
а) «Руководство по деповскому ремонту подвагонного генератора» ТУ 081 ПКБ ЦВ;
б) «Руководство по техническому обслуживанию электрооборудования» 019 ПКБЦЛ-04 РЭ;
в) Технические указания и технологические процессы ремонта редукторно-карданных приводов всех типов от средней части оси, от торца оси; ПКТБ по вагонам;
г) «Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» ЦВ/3429;
д) «Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» 3-ЦВРК;
е) «Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение » 656-2000 ПКБ ЦВ;
ж) «Неразрушающий контроль деталей вагонов. Общее положение. Руководящий документ» РД 32.174-2001;
з) «Феррозондовый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.149-2000;
и) «Вихретоковый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.150-2000;
к) «Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.159-2000;
л) «Инструкция по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов» № ЦЛ-201-03;
м) Альбом чертежей механизмов и приспособлений, применяемых при ремонте редукторно-карданных приводов вагонных генераторов, ПКБ ЦВ и ПКТБ по вагонам;
н) Книга Л. В. Терешкина «Приводы генераторов пассажирских вагонов» изд. «Транспорт», 1990г.
о) Инструкции поставщиков вагонов ОАО ТВЗ и Германии и поставщиков отдельных узлов приводов.
Кроме того, при составлении настоящего Руководства учтены указания
ОАО «РЖД», касающиеся изменений конструкции или ремонтных нормативов.
1.7 В случае, когда отдельные нормативы и требования к ремонту деталей и узлов редукторно-карданных приводов не отражены в настоящем Руководстве, начальнику и главному инженеру депо или завода совместно с зам. ВЧД или начальником ОТК завода предоставляется право под их личную ответственность решать самостоятельно вопросы в части нормативов и методов ремонта деталей, исходя из технической целесообразности и безусловного обеспечения безопасности движения поездов и срока службы деталей и узлов, с уведомлением об этом ОАО «РЖД», ЦЛД, Дирекции «Вагонреммаш» для решения вопроса о внесении изменений в настоящее Руководство. При этом устанавливается контроль за приводом в эксплуатации.
1.8 Настоящее Руководство разработано взамен Руководства по заводскому ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ Л2.003/12-4694 РВ.
1.9 Ремонт редукторно-карданных приводов типа РК (модификации РК-1, РК-1В, РК-6 и типа ФАГА-II должен производиться в соответствии с Руководством Л2.003/12-4694 РВ
2 Организация ремонта приводов вагонных генераторов
2.1 Отделение по ремонту приводов вагонных генераторов должно размещаться вблизи монтажного отделения колесного цеха. Расположение и планировка отделений должны предусматривать поточность технологических процессов и сокращение путей транспортировки деталей и узлов при их ремонте.
2.2 Наличие оборудования и организация работы в отделении должны обеспечивать ремонт всех типов приводов вагонных генераторов, поступающих в депо или на завод.
2.3 Отделение по ремонту приводов должно состоять из демонтажно-моечного, ремонтно-комплектовочного, монтажного и испытательного участков.
2.4 Демонтажно-моечный участок
2.4.1 Демонтажно-моечный участок предназначен для производства предварительных испытаний с целью обнаружения дефектов перед обмывкой, а также для разборки и промывки приводов. Участок должен быть оборудован повышенным рельсовым путем (от 350 до 400 мм выше уровня пола) и стендом для испытания редукторов.
Длина пути должна быть достаточной для перекатки колесных пар при осмотре их элементов.
2.4.2 Для транспортировки колесных пар в сборе, а также узлов приводов должны использоваться кран-балки грузоподъемностью от 2,5 до 3,2 т или механизированные тележки. Для передачи деталей приводов подвагонных генераторов применяются также электрокары, консольные краны и специальные тележки.
2.4.3 На участке устанавливаются стенды для разборки редукторов, устройства для магнитной дефектоскопии деталей, гидропрессы, моечные машины и ванны для промывки деталей приводов, необходимое количество стеллажей, рольгангов.
2.4.4 Моечные машины должны быть установлены в изолированном помещении демонтажно-моечного участка или иметь соответствующее ограждение. Температура моющего раствора должна быть в пределах от плюс 50 до плюс 60 °С. Промывку необходимо производить моющим раствором, содержащим от 2 до 3% каустической соды, с последующей обмывкой чистой водой (для деталей редукторно-карданного привода, кроме ролико- и шарикоподшипников).
Машины должны быть обеспечены устройствами для очистки и повторного использования моющих растворов.
Моющие растворы, используемые при обмывке и обезжиривании деталей редукторно-карданного привода, изготовленных из резины, должны иметь состав согласно таблице 1.
Источник
Вагонник.РФ
вторник, 9 июля 2019 г.
Техническое обслуживание приводов вагонных генераторов

4.5.2 В пути следования поезда на промежуточных станциях, где осуществляется техническое обслуживание вагонов «с пролазкой», производят следующие виды работ:
- детали приводов осматривают на предмет утечек масла из картеров редукторов;

- проверяют крепление редуктора к раме тележки привода ТРКП и подвески ведомого шкива приводов ТК-2 и ТК-3, а так же крепление карданного вала к фланцу редуктора и генератора;


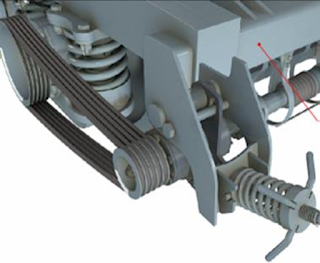

- проверяют температуру шарниров карданных валов, муфт и корпусов редукторов в местах установки подшипников.

- Характерный признак
- Неисправность
- Действие поездной бригады в пути следования и работы, производимые на ПТО, пунктах формирования и оборота
Привод от средней части оси колесной пары
- Греется центробежная муфта сцепления
- Заклинило подшипник генератора или муфты, зазор между дисками трения не соответствует значениям 0,8-2,6 мм
- Демонтировать карданный вал и продолжать движение до пункта формирования и оборота

- Нехарактерный шум при движении поезда
- Погнут или помят карданный вал
- Демонтировать карданный вал и продолжать движение до пункта формирования и оборота
- Не передается вращение генератору
- Разрушена эластичная муфта привода
- На ближайшем ПТО, в пункте оборота заменить эластичную муфту или демонтировать карданный вал

- Стук, толчки при работе привода
- Разрушена опора моментов
- Демонтировать карданный вал и принять меры к закреплению опоры, а в пункте формирования или оборота отремонтировать

- Не вращается подшипник ведомого вала, проворот, сдвиг редуктора на оси. Возможны поломка зубьев шестерен и юз колесной пары
- Заклинило подшипник ведомого вала
- На перегоне или промежуточной станции отвернуть от ведомого вала девять болтов с шестигранной головкой М12×60 и три болта М12×40. Ввернуть три отжимных болта М12×80 в отверстия трех болтов М12×40. При этом ведомый вал должен выдвинуться из корпуса настолько, что зубья шестерен выйдут из зацепления. В этом положении ведомый вал в комплекте, зафиксировать тремя болтами М12×80. На ближайшем ПТО, пункте оборота или формирования заменить колесную пару с редуктором

- Не вращается генератор, проворот, сдвиг редуктора. Нехарактерный звук при работе привода
- Заклинило подшипник полого вала
- На перегоне промежуточной станции демонтировать карданный вал. Демонтировать опору моментов с опорным и аварийным плечами. Вынуть ведомый вал в комплекте из корпуса редуктора.
- Колесная пара при трогании и низких скоростях движения поезда не вращается. В движении характерный звук от наличия ползунов
- Заклинило подшипник полого вала
- При этом редуктор будет свободно вращаться на оси колесной пары. Скорость движения не более 30 км/ч. На ближайшем ПТО, пункте формирования или оборота заменить колесную пару с редуктором
- Разрыв контрольных линий, перекос стальных и резиновых вкладышей, выдавливание резинового кольца ведущего фланца редуктора
- Сдвиг редуктора относительно оси колесной пары
- На перегоне или промежуточной станции демонтировать карданный вал и со скоростью не выше 30 км/ч следовать до ближайшего ПТО, пункта формирования или оборота. По прибытии заменить колесную пару с редуктором.
- Разрыв контрольных линий, перекос стальных и резиновых вкл адышей, выдавливание резинового кольца ведущего фланца редуктора
- Наличие зазора редукторного вала более 3 мм, определяемого зазором в сцеплении шестерен и соединениях других деталей при покачивании карданного вала вокруг продольной оси (зазор измеряют на радиусе 100 мм).
- На промежуточной станции демонтировать карданный вал. В пункте формирования или оборота произвести перемонтаж редуктора с выкаткой колесной пары
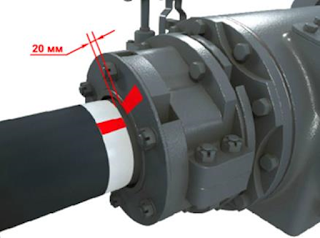
Примечание — На технических станциях, где нет приписного парка пассажирских вагонов, допускается заменять колесные пары с редуктором от средней части на колесные пары без редуктора. Колесная пара с отказавшим редуктором должна быть отправлена в депо приписки вагона в трехдневный срок.
Источник
Ремонт приводов генераторов пассажирских вагонов
Техническое обслуживание приводов генераторов
Проверку технического состояния приводов генератора производят на пунктах формирования и оборота пассажирских составов и на ПТО в пути следования. При проверке особое внимание уделяют состоянию ремней, наличию шума, стука при работе привода, отсутствию нагрева шарниров карданных валов и корпусов редукторов в местах установки подшипников, наличию утечек масла из редукторов, прочности деталей крепления и предохранительных устройств.
В случае загрязнений детали привода необходимо очистить от грязи, снега и льда, пользуясь деревянными молотками и скребками.
У приводов генератора ТРК (рис. 9.1) и ТК-2 (рис. 9.2) наиболее слабым узлом является клиноременная передача, которая подвергается при работе действию различных возмущающих факторов.
Для приводов ТРК в первую очередь — это действие реактивного момента, который возникает в работающем редукторе и приводит к уменьшению или увеличению межцентрового расстояния между шкивами, что вызывает либо проскальзывание ремней и их быстрый износ, либо перенапряжение и обрывы. Отрицательно на работу приводов влияет переменность крутящего момента, вибрации шкивов, усиливающих или ослабляющих натяжение ремней. Большое влияние на срок службы ремней оказывает нарушение правил монтажа, непа- раллельность или перекосы осей больше нормы. Часто имеет место нарушение качества изготовления ремней. Очень важно своевременно регулировать натяжение ремней, которое обеспечивается сжатием
Рис. 9.1. Текстропно-редукторно-карданный привод:
1 — ведущий шкив; 2 — ведомый шкив; 3 — приводные ремни; 4 — редуктор; 5 — натяжное устройство; б — карданный вал; 7 — генератор; 8— предохранительные устройства
пружин натяжного устройства до высоты 100±5 мм для привода ТРК и 110±5 мм для привода ТК-2.
В эксплуатации замене подлежат ремни с надрывами, расслоением и разлохмачиванием. Разрешается кратковременно эксплуатировать приводы ТК-2 и ТРК соответственно на четырех и трех ремнях. При этом следует уменьшить натяжение ремней увеличением высоты пружины натяжного устройства на 5-10 мм и снизить нагрузку на генератор до 40-50% от номинальной. Заменяют ремни
Рис. 9.2. Текстропно-карданный привод:
1 — вал подвески; 2 — предохранительный болт; 3 — узел ведомого шкива; 4 — генератор; 5 — натяжное устройство; 6 — предохранительные скобы генератора; 7 — ведомый шкив; 8 — ремни приводные; 9 — ведущий шкив
комплектно, предварительно подобрав их по длине, на приспособлении по схеме в соответствии с рисунком 9.3, а. Диаметр измерительного шкива Д для привода ТК-2 равен 127,3 мм. Усилие Р на подвижном шкиве равно ЗООН (ЗОКГС). Расчетную длину L ремня при измерении на двух шкивах определяют по формуле:
В эксплуатации допускается разница ремней по длине в одной группе не более 10 мм.
Рис. 9.3. Ремонт клиноременной передачи:
а — схема определения длины ремня; б — схема определения износа канавки и ремня
Устанавливать в одном комплекте новые и старые ремни не разрешается. Взаимный износ ремней и канавок шкивов определяют по схеме в соответствии с рисунком 9.3, б. При этом необходимо измерить размер У при нормальном натяжении передачи. Зная высоту ремня h и глубину канавки Я, можно вычислить зазор X между дном канавки и ремнем, который должен быть не менее 2 мм.
Шкивы проверяют осмотром и обстукиванием. На шкивах не допускаются трещины, отколы и ослабление крепления. При осмотре карданного вала шарниры ощупывают с целью определения степени нагрева и прочности соединений. Температура шарниров карданных валов, редукторов и муфт должна быть одинаковой в сравнении с температурой нормально работающих букс. Узлы с повышенным нагревом подлежат разборке и ремонту.
У карданных валов не допускаются вмятины, погнутости, пробоины трубы и другие механические повреждения.
У редукторов всех типов выявляют недостаток или загрязнение масла. Не допускаются посторонние шумы при работе редуктора, изломы зубьев шестерён, разрушение подшипников и зазоры в посадке шестерён и подшипников на валах.
Ослабление или повреждение предохранительных устройств или болтовых соединений не допускается. Если в пути следования обнаружат заклинивание редуктора или ослабление узла крепления ведущего шкива с зубчатой фиксацией, то на перегоне необходимо снять ремни и на ближайшем ПТО или в пункте формирования заменить редуктор или произвести перемонтаж узла крепления ведущего шкива с зубчатой фиксацией.
Болты и шпильки при ослаблении необходимо устанавливать с применением пластмассы или эпоксидного клея. Новые болты и шпильки изготавливают из стали 40Х.
Плоскоремённый привод должен иметь длину ремня, обеспечивающую отклонение генератора от вертикального положения на угол 8-15° в сторону ведущего шкива.
Ремень не должен иметь надрывов и расслоений, в деталях сшивки не допускаются повреждения. Смещение ведущего шкива выявляют по взаимному расположению ремня и шкивов, которое в исправном состоянии должно быть симметричным.
У привода генератора от средней части оси (рис. 9.4) недопустим сдвиг редуктора, который определяют по разрыву контрольных полосок, нанесённых с обеих сторон фланцев редуктора и вдоль оси колёсной пары, а также по выдавливанию резиновых вкладышей ведущего фланца.

Рис. 9.4. Привод от средней части оси:
1 — опорная скоба; 2 — кронштейн; 3, 7 — корпуса момента опоры; 4— стержень опоры; 5 — редуктор; 6— карданный вал; 7-— муфта сцепления
У фрикционных и эластичных муфт не допускаются разрушения и ослабление болтов крепления. В случае повреждений муфт приводов от средней части оси карданный вал демонтируют и на пункте формирования заменяют муфту.
При обнаружении сдвига редуктора вдоль оси на перегоне или промежуточной станции необходимо снять карданный вал, со скоростью не более 30 км/ч следовать до ближайшего ПТО или пункта формирования и заменить колесную пару. При обнаружении заклинивания подшипников полого вала в пути следования необходимо демонтировать карданный вал, опору момента с опорным и аварийным плечами, снять ведомый вал и следовать со скоростью не более 30 км/ч до ближайшего ПТО или пункта формирования. Редуктор при этом свободно вращается на оси.
При разрушении подшипников ведомого вала или излома шестерён, их заклинивании на перегоне или промежуточной станции следует отвернуть девять болтов ведомого вала М12х60 и три болта М12х40. Вместо трех болтов М12х40 ввернуть три отжимных болта М12х80 и вывести шестерни из зацепления. В таком положении ведомый вал необходимо зафиксировать тремя болтами Ml2x80 и следовать до ближайшего ПТО или пункта формирования, где необходимо заменить колёсную пару. Разрушение опоры момента определяют по наличию стуков и толчков при работе привода. При обнаружении такого дефекта необходимо снять карданный вал, принять меры к закреплению опоры, а в пункте формирования выполнить ремонт.
Приводы от торца оси колёсной пары не должны иметь ослабления шпилек крепления редуктора или промежуточной части. У приводного вала не должно быть обрывов и трещин в резиновых вкладышах шарниров, вмятин на корпусах шарниров и трубе. При обнаружении неисправностей приводного вала в пути следования его следует демонтировать и на пункте формирования или оборота произвести ремонт. Заклинивание редуктора можно выявить по обрыву резиновой предохранительной муфты, наличию посторонних шумов, нагреву редуктора.
Генератор при заклинивании редуктора не вырабатывает электроэнергию. При обнаружении заклинивания редуктора в пути следования его следует демонтировать, установить буксовую крышку, а на ближайшем ПТО произвести промежуточную ревизию буксового узла.
При контроле состояния приводов генератора на пунктах оборота л формирования пассажирских составов не допускается ставить в тоезда вагоны, приводы которых имеют:
просроченный или истекающий в пути следования срок ревизии привода;
■угловое перемещение карданного вала, измеренное на дуге диаметром 100 мм, которое у ступицы шарнира у привода от средней части оси достигает более 3 мм, а у приводов от торца оси — более 2,5 мм при измерении на дуге диаметром 120 мм у ступицы шарнира;
следы редукторного масла на диске колёсной пары или утечки масла через лабиринтное уплотнение;
недостаток или отсутствие смазки в игольчатых подшипниках или шлицевых соединениях карданных валов, которые можно выявить по наличию ржавчины;
некомплектность клиновых ремней.
Через шесть месяцев эксплуатации все приводы генератора подвергают техн и чес кой ревизии.
Техническая ревизия приводов производится также при неясности клейм предыдущей ревизии, при обнаружении в смазке редуктора посторонних примесей, при необходимости производства колёсным парам полного освидетельствования или после обточки колёсной пары с редукторным приводом от средней части оси.
Техническая ревизия выполняется в пунктах формирования составов и в отделениях по ремонту редукторно-карданных приводов вагонного, депо. Перед производством ревизии все узлы привода очищают от грязи и льда и протирают ветошью, смоченной в керосине или дизельном топливе. Ревизия приводов от средней части оси выполняется с выкаткой колёсной пары, а у приводов с клиноремённой передачей — без выкатки колёсных пар, если не требуется демонтаж ведущего шкива с зубчатой фиксацией. Редуктор привода от торца оси должен быть снят с вагона и разобран в ремонтном отделении. У редукторов всех типов проверяют состояние и износы шестерён, допуски на зазоры и биение в соответствии с техническими требованиями. Все выявленные неисправности в деталях приводов должны быть устранены. После выполнения работ по технической ревизии восстанавливают контрольные полосы и на корпусе хвостовика редукторно-карданных приводов наносят белилами надпись с указанием даты и места выполненных работ.
Ремонт текстропно-карданных приводов (ТК-2) и текстропно-редукторно- карданных приводов (ТРК)
При плановых ремонтах вагонов приводы ТК-2 и ТРК должны быть демонтированы с вагона, их узлы разобраны, осмотрены и отремонтированы.
Демонтаж приводов начинают разборкой натяжного устройства 5 (см. рис. 9.1 и 9.2). Для этого необходимо отвернуть контргайку и рычажную гайку, снять последовательно шайбу, пружины, втулку и опору пружины, а затем отсоединить болт от корпуса редуктора в приводе ТРК. Для снятия ремней редуктор с ведомым шкивом (или узел ведомого шкива ТК-2) отклонить в сторону колёсной пары и вручную удалить ремни из канавок шкивов. Затем снимают предохранительные скобы карданного вала и предохранительный болт 2 (см. рис. 9.2) узла ведомого шкива или редуктора привода ТРК. Далее снимают карданный вал, разбирают его шарниры.
Для снятия редуктора или узла ведомого шкива необходимо вывесить их для разгрузки валика подвески и выбить валик легкими ударами молотка через латунную оправку или выпрессовать, используя съемник. При этом следует сохранить регулировочные шайбы подвески. Для демонтажа ведомого шкива к его ступице крепят съемник, винт которого упирается в торец вала. Наносить удары по боковым граням канавок и закреплять на них съемные устройства не допускается.
Вал узла ведомого шкива выпрессовывают из корпуса ударами молотка через латунную оправку после предварительного снятия подшипниковых крышек и пружинных колец.
Разборку редуктора (рис. 9.5) начинают со слива масла через нижнюю пробку, затем снимают смотровую крышку, сапун, масло- указатель, подшипниковые крышки и разбирают торцовое крепление подшипников. Валы редукторов выпрессовывают ударами молотка через латунную оправку по торцу вала или лёгким прессом.
Рис. 9.5. Редуктор привода ТРК:
Для разборки узла ведущего шкива (рис. 9.6) необходимо отвернуть болты 2 крепления крышки 4 и снять крышку. Шкив снимают вывёртыванием двух диаметрально расположенных болтов крепления буксовой крышки 5. Для защиты шкива от деформации между болтами и шкивом установить прокладку толщиной 10-12 мм. Далее надо отвернуть болты и снять крышку. Затем следует отогнуть стопорную пластину 13 и вывернуть два болта 10. Для удаления зубчатого сегмента 11 следует ввернуть болты 10 в его резьбовые отверстия до упора и выпрессовать первый сегмент. Второй сегмент снимется свободно. Далее необходимо снять крестовину 9 и клиновые планки 8. Гайка б снимается с использованием рычажного или инерционного ключа. Отворачивать и заворачивать гайку ударами молотка или зубилом по ее граням не разрешается.
Износ ремней и канавок шкивов определяют до разборки по схеме, изображённой на рис. 9.3, б. После снятия ремней внимательно проверяют состояние их рабочих поверхностей, которые не должны иметь трещин, складок, тканевых заусенцев и срывов резины. Если выбраковывают хотя бы один ремень, весь комплект следует заменить.
1,4,10,11 — подшипники; 2 — валик подвески; 3 — втулка; 5 — вал ведомый; б — фланец; 7 — шестерня ведущая; 8 — вал ведущий; 9 — крышки подшипников; 12 — шкив ведомый; 13 — корпус редуктора
Ставить в один комплект ремни бывшие в употреблении и новые не допускается. Разница по длине ремней в одном комплекте — не более 2 мм. Шкивы с износами канавок протачивают на токарном станке, если оставшаяся толщина обода не
Рис. 9.6. Ведущий шкив ТРКП: а — общий вид; б — детали крепления ведущего шкива
менее 6 мм (рис. 9.7). После разборки детали крепления узла ведущего шкива осмотреть и выявить на рабочих поверхностях гаек, крестовин, зубчатых сегментов и клиновых планок наличие забоин и задиров, которые следует запилить. Гайки и сегменты с трещинами, отколами, вмятинами глубиной более 1,5 мм подлежат замене. Высота резьбовой части гайки должна быть не менее 33 мм. Состояние резьбы гайки проверяют на вытяжку. Для этого пластилином снимают слепок участка резьбы и замеряют профиль резьбовым щупом. При несимметричном расположении резьбового щупа по отношению к профилю слепка гайку следует заменить.
Валы редукторов и вал узла ведомого шкива привода ТК-2 подвергают магнитопорошковому контролю. Трещины в деталях не допускаются. В подшипниках замеряют радиальные и осевые зазоры, которые не должны превышать соответственно 0,05 и 0,065 мм.
У валов проверяют износ в месте установки уплотнений. Износ по диаметру вала не должен превышать 0,5 мм, а поверхность должна иметь чистоту полирования. Если одновременно разбирают несколько редукторов, не допускается обезличивать зубчатые пары, они должны быть установлены в свой корпус. Тщательно проверяется износ и
состояние рабочих поверхностей зубчатых колёс. Если на поверхности зубьев обнаружены трещины, выкрашивание металла более 20% рабочей поверхности, шестерни заменяют комплектно. Штангензубомером ШЗ18 определяют износ поверхности зуба, который не должен превышать 20% его первоначальной толщины.

1 — изношенная рабочая поверхность шкива; 2 — снимаемый слой металла
Призматические шпонки должны входить в пазы валов и колёс плотно. Размеры отверстий под подшипники в корпусе редуктора и узла ведомого шкива должны соответствовать чертёжным. Разбивка и развальцовка отверстий не разрешается. При повреждении в корпусе редуктора резьбовых отверстий для болтов подшипниковых крышек допускается один раз рассверлить и нарезать резьбу до ближайшего большего стандартного размера.
Износ валика в подвеске редуктора и узла ведомого шкива допускается не более 0,6 мм. При большем износе или при обрыве резьбы валика разрешается наплавка повреждённых мест с предварительным подогревом валика до температуры 250-300°С.
Износ втулок подвески по диаметру допускается не более 0,3 мм.
При ремонте карданного вала особое внимание следует обратить на состояние подшипников и крестовин. Иголки подшипников должны свободно проворачиваться в наружной обойме и не иметь выкрашивания металла.
Цапфы крестовин должны иметь гладкие поверхности без следов наминов иголками. Отремонтированный карданный вал подвергают динамической балансировке на специальном стенде. Допускаемый дисбаланс — не более 0,5 Н-см.
Сборка, регулировка и испытание приводов ТРК и ТК-2
Монтаж узла ведущего шкива (рис. 9.6) приводов ТРК и ТК-2 начинают с установки гайки 6, резьбовую часть которой покрывают смазкой ЛЗ-ЦНИИ.
Гайку следует навернуть с предварительным натягом 100-150 н-м без применения ударных нагрузок. Проверка положения гайки и её
окончательная затяжка производятся с применением специального шаблона (рис. 9.8), укрепленного на торце оси. После предварительной затяжки ось симметрии одного из зубьев гайки должна располагаться на шаблоне между рисками 13-19°. Если положение гайки не соответствует этому требованию, то регулировку производят подбором упорного кольца подшипника или заменой гайки. Применение регулировочных прокладок не допускается, так как это приводит к ослаблению узла крепления шкива. Окончательно затягивают гайку рычажным или инерционным ключом так, чтобы ось симметрии зуба располагалась напротив нулевой риски, что соответствует усилию затяжки 4-6 кН-м.
При переходе оси симметрии контрольного зуба нулевой риски монтаж производится заново. Далее следует смазать и установить клиновые планки 8 прямым углом в паз оси, крестовину 9 и зубчатые сегменты 11. Наклонные грани сегментов должны прилегать к крестовине. Детали закрепить болтами 10 с тарельчатыми пружинами 12 и стопорной пластиной 13. Болты следует затягивать поочерёдно усилием 50-60 н.м до полного сжатия тарельчатых пружин. При этом ударами молотка через медную прокладку дважды поджимают крестовину, а затем зубчатые секторы. Для закрепления болтов края пластины отгибают на грани болтов. Далее в буксу закладывают смазку ЛЗ-ЦНИИ, устанавливают крепительную крышку 5,
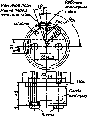
Рис. 9.8. Положение специального шаблона при установке гайки ведущего шкива
Плотную посадку шкива обеспечивают ударами молотка через медную прокладку по торцу шкива и окончательно затягивают болты. Зазор между торцом гайки и торцом шкива, а также зазор между торцом лабиринта и торцом шкива должен быть не менее 2 мм. Для проверки качества сборки корпус буксы необходимо провернуть на оси и убедиться в отсутствии заеданий в лабиринтном уплотнении.
Монтаж узла ведомого шкива начинают с напрессовки на вал шарикового подшипника и внутреннего кольца роликового подшипника.
Их необходимо застопорить пружинными кольцами, а затем в корпус запрессовать наружное кольцо цилиндрического подшипника и вал с шариковым подшипником. Подшипники смазать смазкой ЖРО в количестве 0,55 кг и установить крышки с войлочными уплотнениями, закрепив их болтами с пружинными шайбами. Войлочные кольца перед установкой пропитывают в течение 20 мин разогретым до 80°С составом из 85% солидола Ж и 15% графита. На конусные поверхности вала устанавливают ведомый шкив и фланец, закрепив их гайками и шплинтами.
Сборку редуктора (см. рис. 9.5) привода ТРК начинают с запрессовки в его корпус наружного кольца роликового подшипника 11, а на ведущий вал 8 — внутреннего кольца. При запрессовке колец следует применять втулочные оправки для защиты посадочных поверхностей от задиров. Далее в корпус редуктора через смотровое окошко вводят ведущую шестерню 7 и напрессовывают её на вал, предварительно надев маслоотбойное кольцо и дистанционную втулку. Затем на вал и в корпус запрессовывают шариковый подшипник 10 и закрепляют его плоской шайбой и болтами. После установки подшипниковых крышек в корпус редуктора вводят шестерню-вал 5 и собирают его подшипниковые узлы. При сборке редуктора все свободные полости и поверхности смазывают консистентной смазкой.
Далее на корпус редуктора ставят сапун, крышку смотрового окна с резиновой прокладкой, сливную пробку и напрессовывают на конусные поверхности валов ведомый шкив 12 и фланец 6. В завершение редуктор заправляют маслом круглогодичным типа ТС-Ю-ОТП в количестве 1,8 л до уровня, который определяют щупом по рискам в вертикальном положении редуктора. Не следует допускать избыток масла, что приводит к его утечкам через уплотнения крышек и сапун.
Шарнир подвески узла ведомого шкива смазывают шприцеванием солидолом Ж до появления смазки между регулировочными шайбами.
На срок службы клиновых ремней в большой степени влияет правильное взаимное расположение шкивов. Отклонение от одноплоскостного расположения шкивов и взаимное смещение их торцов не должно превышать 5 мм.
Регулировку производят постановкой шайб между кронштейном рамы тележки и втулкой, приваренной к корпусу редуктора или корпусу узла ведомого шкива. Осевое перемещение узла ведомого шкива в кронштейне подвески и редуктора ТРКП в шарнире подвески не должно превышать 1 мм.
При сборке шарниров карданного вала на крестовину одевают уплотнения и вводят её в кардан и фланец, а затем попарно запрессовывают игольчатые подшипники и крепят их крышками. Затем карданный вал собирают по шлицевому соединению. В процессе сборки в игольчатые подшипники крестовин закладывают смазку № 158, а в шлицевое соединение — солидол Ж.
Собранный карданный вал устанавливают между генератором и редуктором или узлом ведомого шкива, крепят болтами с корончатыми гайками и шплинтуют. Под гайки следует устанавливать пружинные шайбы. Зазоры между фланцами соединяемых узлов не допустимы.
На редуктор, узел ведомого шкива и карданный вал должны быть установлены предохранительные устройства.
Клиновые ремни устанавливают в последнюю очередь, вручную, без применения каких-либо приспособлений.
Регулировку натяжения выполняют поджатием пружины натяжного устройства до рабочей высоты 110 +2 мм у привода ТК-2 и до 100±5 — у привода ТРКП.
Редукторы до постановки на вагон испытывают на стенде в течение 5 мин в каждую сторону на холостом ходу и по 20 мин под нагрузкой 8,5 кВт при частоте вращения ведущего вала 1380 мин’ 1 . Исправное состояние определяют по отсутствию посторонних шумов и течи масла. Допустимый нагрев корпуса редуктора—не более 70°С.
Ремонт редукторно-карданных приводов от средней части оси типа ВБА-32/2, EUK-160-1M
Полную разборку редуктора со снятием его деталей со средней части оси производят при необходимости ремонта колёсной пары со сменой элементов или при обнаружении в деталях неисправностей, требующих их замены. Для определения неисправностей в деталях редуктора перед разборкой колесную пару ставят на стенд, из редуктора сливают масло и промывают дизельным топливом или керосином с добавкой 5-7% масла Далее детали редуктора осматривают и проверяют основные параметры.
Щупом измеряют зазор между разъемными частями корпусов для резиновых колец и нажимными кольцами. Резиновые кольца необходимо заменять, если зазор составляет 0,2 мм и менее.
Необходимо проверить биение корпуса редуктора относительно оси колесной пары специальными индикаторными приспособления
ми. У редукторов ВБА-32/2 и EUK-160-1M допускается биение по фланцам корпуса редуктора до 0,15 мм, а по фланцу блока малой шестерни — не более 0,1 мм. При проверке колесную пару следует прокручивать и на слух определять неисправности подшипников. Если подшипники имеют значительные износы, изломы, трещины и раковины на дорожках качения, то проворот оси будет затруднен, стрелка индикатора имеет скачкообразные подергивания, из подшипника слышно пересыпание роликов. Суммарный осевой зазор в подшипниках полого вала, проверяемый индикатором, должен быть для редукторов ВБА-32/2 в пределах 0,3-0,5 мм, а для редукторов EUK-160-1M — 0,18-0,25 мм.
Увеличение зазора больше нормы происходит из-за неправильной сборки редуктора или недопустимых износов подшипников.
Для контроля зазора в зацеплении шестерен (рис. 9.9) у редуктора снимают крышку, устанавливают основание 1 штатива 4 на корпус редуктора 5, крепят его болтом и устанавливают индикатор 3 по оси малой шестерни на середине зуба. Ось колесной пары закрепляют неподвижно, а вал малой шестерни поворачивают за фланец 2 в обе стороны до лёгкого соударения зубьев. Стрелка индикатора указывает зазор, который должен быть у редуктора ВБА-32/2 в пределах 0,12-0,19 мм, а у редукторов EUK-160-1M — 0,2-0,3 мм.
Результаты проверок заносят в журнал и определяют объем разбо- рочных работ.

Рис. 9.9. Измерение зазоров в сцеплении шестерен приводов от средней части оси
При разборке на сопрягаемые детали наносят керном риски или отметки, по которым при последующей сборке определяют их первоначальное положение.
При плановых видах ремонта вагонов следует производить демонтаж блока малой шестерни. Для этого следует открутить болты его крепления и в резьбовые отверстия монтажного стакана ввинтить три демонтажных болта, с помощью которых блок малой шестерни выжимают из корпуса. После удаления болта, крепящего упорную
шайбу на торце хвостовика шестерни, выполняют разборку блока малой шестерни на прессе в соответствии с рис. 9.10.
Наиболее ответственные детали приводов от средней части оси при периодических видах ремонта подлежат неразрушающему магнитопорошковому контролю.
К ним относятся: вал опоры момента, вал малой шестерни, полый вал, карданный вал. Трещины в деталях не допускаются и ремонту не подлежат.
При замене резиновых колец их поверхности перед установкой на ось обезжиривают промыванием в водном растворе 1 %-ного хозяйственного мыла при температуре 30-40°С с последующим ополаскиванием тёплой, чистой водой и просушиванием. Поверхности оси колесной пары также должны быть очищены от грязи и масла. На поверхностях резиновых деталей не должно быть трещин и надрывов.
Полые валы подлежат замене при наличии трещин, отколов или износа более 4 мм.

Рис. 9.10. Демонтаж блока малой шестерни привода ВБА-32/2:
а — положение блока малой шестерни при выпрессовке вала; б — положение блока малой шестерни при выпрессовке подшипников
Хвостовик малой шестерни проверяют на биение, которое не должно превышать более 0,04 мм. Изношенные посадочные места под подшипники у валов допускается восстанавливать хромированием металлизацией.
Шлицевой фланец устанавливается на шлицевой конец вала с натягом до 0,001 мм. Разработка шлицевых канавок допускается не более 0,01 мм от чертежного размера.
Подшипники промывают в бензине с добавлением 4-6% масла, осматривают и проверяют на легкость вращения.
Подшипники выбраковывают при обнаружении раковин, трещин, темных пятен и задиров на поверхностях качения. Наличие пятен синего цвета свидетельствует о работе подшипников с чрезмерным нагревом, который имеет место из-за неправильной регулировки зазоров при монтаже или из- за недостатка масла. У исправных подшипников следует замерить радиальный зазор. При установке на вал новых подшипников следует измерить также диаметр колец для обеспечения их плотной посадки.
Ведущая и ведомые шестерни выбраковывают по требованиям, указанным при ремонте редуктора ТРКП.
В лабиринтных крышках, соединительных фланцах, монтажных стаканах, маслоотбойных кольцах, корпусах редукторов могут быть забоины и заусенцы, которые следует зачистить надфилем и шлифовальной шкуркой № 6 с добавлением масла. Канавки и отверстия для подвода масла в монтажных стаканах и других деталях прочищают и продувают сжатым воздухом.
В корпусах редукторов допускается ремонтировать изношенные резьбовые отверстия сваркой с последующей нарезкой. Особое внимание следует уделить контролю диаметров и отсутствию недопустимой овальности в посадочных отверстиях редукторов, приводных колец, а также в посадочных местах под подшипники, шестерни, приводные кольца на валах шестерен и полых валах.
Все резиновые прокладки кольца при капитальном ремонте ставят новыми, а при деповском ремонте и их можно повторно использовать, если в них нет трещин, вырывов, вмятин от деталей.
Войлочные уплотнительные кольца карданных валов при плановых ремонтах следует заменить новыми. Пресс-масленки и каналы для подвода смазки в крестовинах промывают в бензине и продувают сжатым воздухом. Игольчатые подшипники с повреждениями подлежат замене. Заменяют также крестовины с износами более нормы шипов по диаметру и длине. Крестовины устанавливают в комплекте с подшипниками. Изношенные отверстия под подшипники у вилок можно ремонтировать проточкой на токарном станке до ближайшего большего градационного размера, постановкой ремонтной втулки или металлизацией посадочных поверхностей. На трубе вала могут быть вмятины и протертости от предохранительных скоб не более 0,2 мм.
Изношенное шлицевое соединение вала допускается восстановить наплавкой и механической обработкой до ремонтных размеров, а втулки — на протяжном станке. В этом случае на втулке и торце вала наносят клейма Р1 или Р2 (1 -й или 2-й ремонтные размеры).
Отремонтированные сваркой карданные валы подвергают динамической балансировке. Дисбаланс устраняют приваркой пластин.
При ремонте муфт сцепления необходимо проверить износ фрикционных накладок, который считается допустимым, если расстояние от поверхности фрикционной накладки до головки заклёпок не менее 0,5 мм. Если на поверхности накладок есть риски более 0,3 мм глубиной, их необходимо проточить. Изношенные накладки заменяют новыми, изготовленными из асбестовой ленты. Крепят накладки латунными заклёпками или клеем ВС-ЮТ, предварительно обезжирив поверхность диска ацетоном. Детали муфт с изломами и трещинами заменяют, а риски и коррозия устраняется шлифовальной шкуркой. Под просевшие пружины можно ставить регулировочные прокладки, обеспечивающие их необходимое нажатие.
Наибольшее отклонение по массе грузиков одного комплекта не более 3%. Собранная муфта подвергается балансировке высверливанием металла с торца бурта муфты.
Монтаж привода на оси выполняют до напрессовки колес. Детали, устанавливаемые с натягом, должны нагреваться в ванне с трансформаторным маслом. В процессе сборки привода выполняют необходимые контрольные и регулировочные работы с использованием индикаторных приспособлений и разнообразной технологической оснастки.
После сборки узла блока малой шестерни осевой зазор подшипников контролируют индикатором 1 (рис. 9.11), который должен быть в пределах 0,07-0,09 мм. Во время выполнения проверки наружные кольца подшипников прижимаются к монтажному стакану 2 тремя зажимами 3. Регулировку необходимого зазора выполняют гайкой и контргайкой, которые стопорятся загибанием шайбы на их грани.
Надежная работа зубчатого зацепления зависит от точности его сборки. Правильность зацепления определяют замером зазора в зацеплении, который регулируется прокладками под боковые крышки, а также по расположению пятна контакта на поверхности зуба шестерён (рис. 9.12). При выполнении этой проверки на зубья малой шестерни наносят белила и проворачивают на полный оборот большую шестерню. При правильном зацеплении контактные пятна располагаются на середине боковых граней зубьев шестерён и должны быть не менее 45% высоты зуба и не менее 65% его длины. При смещении пятен регу-
лировку производят перемещением шестерён по направлению стрелок в соответствии с рис. 9.12.
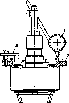
Рис. 9.11. Контроль осевого зазора подшипников блокамалой шестерни редуктора EUK-160-1M
Следует проверить осевые зазоры подшипников полого вала, биение корпуса редуктора относительно оси колёсной пары и биение фланца ведомой шестерни. Редукторы, отвечающие требованиям, заполняют маслом ТС- 10 ОТП и испытывают на стенде, вращая по 90 мин в каждую сторону, из них 30 мин — без нагрузки и 60 мин под нагрузкой 40 кВт и частоте вращения до 900 мин» 1 .
После испытания редукторы снаружи окрашивают эмалью ПФ-115, а на оси наносят белилами полосу шириной 30-40 мм в месте её прилегания к редуктору.
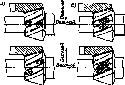
Рис. 9.12. Проверка зубчатого зацепления шестерен:
а— неудовлетворительные отпечатки;б— удовлетворительные отпечатки соответственно верхние без нагрузки, нижние — под нагрузкой
Источник
Руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов
Страницы работы
Содержание работы
1.1 Настоящее руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов распространяется на ремонт редукторно-карданных приводов от торца и средней части оси колесной пары, выполняемый при ремонте пассажирских цельнометаллических вагонов всех типов, а также на централизованный ремонт одиночных редукторно-карданных приводов, выполняемый по отдельным договорам.
1.2 Руководство по ремонту редукторно-карданных приводов определяет:
а) порядок демонтажа, осмотра, ремонта, испытания и монтажа редукторно-карданных приводов;
б) нормы и технические требования, предъявляемые к редукторно-карданным приводам после ремонта.
1.3 Ремонт редукторно-карданных приводов должен производиться в депо и на заводах, имеющих обязательный минимум оборудования, приспособлений, измерительного инструмента, перечисленного в приложении А к настоящему Руководству.
1.4 Демонтаж, комплектование и монтаж редукторно-карданных приводов на буксовый узел колесной пары должен выполняться в присутствии работника редукторного отделения колесного цеха депо или завода, имеющего право производства полной ревизии букс с роликовыми подшипниками и сдавшего испытания в знании настоящего Руководства.
1.5 К ремонту редукторно-карданных приводов допускаются лица, имеющие квалификацию не ниже 4-го разряда, а также сдавшие испытания в
знании настоящего Руководства. Периодичность испытаний — один раз в два года. В состав комиссии по приему испытаний должны входить: главный инженер депо или завода, инспектор-приемщик, мастер редукторного участка, инженер-технолог.
1.6 При составлении Руководства были учтены рекомендации вагоностроительных заводов, опыт эксплуатации и ремонта редукторно-карданных приводов на вагоноремонтных заводах и депо. Кроме того, используются руководящие материалы ОАО «РЖД», а также следующая документация:
а) «Руководство по деповскому ремонту подвагонного генератора» ТУ 081 ПКБ ЦВ;
б) «Руководство по техническому обслуживанию электрооборудования» 019 ПКБЦЛ-04 РЭ;
в) Технические указания и технологические процессы ремонта редукторно-карданных приводов всех типов от средней части оси, от торца оси; ПКТБ по вагонам;
г) «Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» ЦВ/3429;
д) «Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» 3-ЦВРК;
е) «Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение » 656-2000 ПКБ ЦВ;
ж) «Неразрушающий контроль деталей вагонов. Общее положение. Руководящий документ» РД 32.174-2001;
з) «Феррозондовый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.149-2000;
и) «Вихретоковый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.150-2000;
к) «Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.159-2000;
л) «Инструкция по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов» № ЦЛ-201-03;
м) Альбом чертежей механизмов и приспособлений, применяемых при ремонте редукторно-карданных приводов вагонных генераторов, ПКБ ЦВ и ПКТБ по вагонам;
н) Книга Л. В. Терешкина «Приводы генераторов пассажирских вагонов» изд. «Транспорт», 1990г.
о) Инструкции поставщиков вагонов ОАО ТВЗ и Германии и поставщиков отдельных узлов приводов.
Кроме того, при составлении настоящего Руководства учтены указания
ОАО «РЖД», касающиеся изменений конструкции или ремонтных нормативов.
1.7 В случае, когда отдельные нормативы и требования к ремонту деталей и узлов редукторно-карданных приводов не отражены в настоящем Руководстве, начальнику и главному инженеру депо или завода совместно с зам. ВЧД или начальником ОТК завода предоставляется право под их личную ответственность решать самостоятельно вопросы в части нормативов и методов ремонта деталей, исходя из технической целесообразности и безусловного обеспечения безопасности движения поездов и срока службы деталей и узлов, с уведомлением об этом ОАО «РЖД», ЦЛД, Дирекции «Вагонреммаш» для решения вопроса о внесении изменений в настоящее Руководство. При этом устанавливается контроль за приводом в эксплуатации.
1.8 Настоящее Руководство разработано взамен Руководства по заводскому ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ Л2.003/12-4694 РВ.
1.9 Ремонт редукторно-карданных приводов типа РК (модификации РК-1, РК-1В, РК-6 и типа ФАГА-II должен производиться в соответствии с Руководством Л2.003/12-4694 РВ
2 Организация ремонта приводов вагонных генераторов
2.1 Отделение по ремонту приводов вагонных генераторов должно размещаться вблизи монтажного отделения колесного цеха. Расположение и планировка отделений должны предусматривать поточность технологических процессов и сокращение путей транспортировки деталей и узлов при их ремонте.
2.2 Наличие оборудования и организация работы в отделении должны обеспечивать ремонт всех типов приводов вагонных генераторов, поступающих в депо или на завод.
2.3 Отделение по ремонту приводов должно состоять из демонтажно-моечного, ремонтно-комплектовочного, монтажного и испытательного участков.
2.4 Демонтажно-моечный участок
2.4.1 Демонтажно-моечный участок предназначен для производства предварительных испытаний с целью обнаружения дефектов перед обмывкой, а также для разборки и промывки приводов. Участок должен быть оборудован повышенным рельсовым путем (от 350 до 400 мм выше уровня пола) и стендом для испытания редукторов.
Длина пути должна быть достаточной для перекатки колесных пар при осмотре их элементов.
2.4.2 Для транспортировки колесных пар в сборе, а также узлов приводов должны использоваться кран-балки грузоподъемностью от 2,5 до 3,2 т или механизированные тележки. Для передачи деталей приводов подвагонных генераторов применяются также электрокары, консольные краны и специальные тележки.
2.4.3 На участке устанавливаются стенды для разборки редукторов, устройства для магнитной дефектоскопии деталей, гидропрессы, моечные машины и ванны для промывки деталей приводов, необходимое количество стеллажей, рольгангов.
2.4.4 Моечные машины должны быть установлены в изолированном помещении демонтажно-моечного участка или иметь соответствующее ограждение. Температура моющего раствора должна быть в пределах от плюс 50 до плюс 60 °С. Промывку необходимо производить моющим раствором, содержащим от 2 до 3% каустической соды, с последующей обмывкой чистой водой (для деталей редукторно-карданного привода, кроме ролико- и шарикоподшипников).
Машины должны быть обеспечены устройствами для очистки и повторного использования моющих растворов.
Моющие растворы, используемые при обмывке и обезжиривании деталей редукторно-карданного привода, изготовленных из резины, должны иметь состав согласно таблице 1.
Источник
Руководства по ремонту приводов
РУКОВОДСТВО
ПО КАПИТАЛЬНОМУ РЕМОНТУ ПРУЖИННОГО ПРИВОДА
ПП-67 (ПП-61)
Главный инженер Рижского опытного завода Латвэнерго П.БРУНС 30 июля 1974 г.
Главный инженер Главэнергоремонта Минэнерго СССР В.КУРКОВИЧ 26 сентября 1974 г.
Составлено Кишиневским отделом ЦКБ Главэнергоремонта
Авторы инженеры С.А.ФРИДМАН, В.И.СМОЛЯК, Ю.И.ПОПЕЛЬНИЦКИЙ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящее Руководство предусматривает полный объем капитального ремонта пружинных приводов ПП-67 (ПП-61). В соответствии с фактическим состоянием ремонтируемого оборудования объем ремонта может быть сокращен по решению лиц, ответственных за его эксплуатацию и ремонт.
Поскольку привод ПП-67 является последней модификацией привода ПП-61, то ремонт и регулировка привода ПП-61 могут выполняться в соответствии с настоящим Руководством с учетом изменений, внесенных в приводы более поздних выпусков.
1.2. Руководство предназначено для ремонтного персонала предприятий электрических сетей и рекомендуется в качестве основного документа, которым следует пользоваться при планировании, подготовке и проведении ремонтных работ.
1.3. Руководство разработано с учетом требований действующих правил техники безопасности, ПУЭ, ПТЭ, директивных материалов Минэнерго СССР, чертежей и инструкций завода-изготовителя (Рижского опытного завода Латвэнерго), а также передового опыта специализированных ремонтных предприятий.
1.4. В Руководстве приведены назначение и основные технические данные пружинного привода (приложения 1 и 2), последовательность ремонтных операций, возможные неисправности привода и методы их устранения (приложение 3), перечни запасных частей (приложение 4), материалов (приложение 5), инструментов (приложение 6), необходимых для капитального ремонта привода.
1.5. Руководством предусматривается замена поврежденных или изношенных деталей оборудования запасными.
1.6. Руководством предусматривается проверка и ремонт устройств релейной защиты и вторичных цепей соединений персоналом соответствующей службы.
1.7. Трудозатраты на капитальный ремонт привода определены на основании «Норм времени на капитальный, текущий ремонты и эксплуатационное обслуживание оборудования подстанций 35-500 кВ», утвержденных Минэнерго СССР в 1971 г., и в дальнейшем могут быть снижены за счет усовершенствования организации и технологии выполнения работ и роста квалификации ремонтного персонала.
В соответствии с нормативными материалами, приведенными в Руководстве, норма времени на капитальный ремонт привода составляет 3,5-4 чел.-ч, в том числе на осмотр привода 0,2 чел.-ч, ремонт привода 2,5 чел.-ч, ремонт шкафа 0,5 чел.-ч (для приводов наружной установки), регулировку 0,5 чел.-ч, опробование 0,3 чел.-ч.
Ремонт выполняет один электромонтер 4-го разряда.
1.8. В процессе производства работ ремонтный персонал обязан строго выполнять действующие правила техники безопасности.
Обеспечение условий безопасного производства ремонтных работ возлагается на эксплуатационный персонал электросетевого предприятия.
1.9. Ремонтом руководит представитель ремонтного подразделения (руководитель ремонта).
1.10. Прием оборудования из ремонта производится эксплуатационными службами в соответствии с существующими положениями.
1.11. Сроки ремонта оборудования должны определяться с учетом режима работы ремонтного персонала. Смена состава бригады до окончания ремонта не допускается.
1.12. По окончании ремонтных работ оформляется соответствующий акт, который подписывают представители ремонтного и эксплуатационного подразделений.
2. ПОДГОТОВКА К КАПИТАЛЬНОМУ РЕМОНТУ
2.1. При подготовке к ремонту руководителю ремонта необходимо:
а) ознакомиться с ведомостью объема ремонтных работ;
б) ознакомиться с рекомендациями завода-изготовителя, директивными материалами по повышению надежности работы ремонтируемого оборудования;
в) ознакомиться с документацией по монтажу или выполнению предыдущего ремонта;
г) определить состав ремонтной бригады (количество ремонтного персонала и квалификацию);
д) ознакомить ремонтный персонал с организацией и технологией выполнения ремонтных работ.
2.2. Перед началом ремонта следует проверить:
а) наличие необходимых запасных частей;
б) техническую документацию, необходимую для производства ремонта;
в) наличие материалов, инструмента и приспособлений, при необходимости отремонтировать их.
3. НАРУЖНЫЙ ОСМОТР И ПРОВЕРКА РАБОТЫ ПРИВОДА
3.1. Вывинтить болт 56 (рис.1, б) с шайбами 57, 58 и снять крышку груза 47.
Инструмент: гаечный ключ 17х19.
3.2. Вывинтить винты 38 с шайбами 32, снять крышки 34 и 35 (рис.1, а) и крышку катушек управления 45 (см. рис.1, б).

Рис.1, а. Пружинный привод ПП-67 (общий вид и сечение по А-А):
1 — рычаг включения (в сборе); 2 -болты М6; 3 — блок-контакты вала (КСА); 4 — переключатель; 5 — ось; 6 — заводящий механизм; 7 — механизм расцепления, 8 — рычаг (в сборе); 9 — шплинт; 10, 11 — пружины; 12 — рычаг вала; 13 — защелка (в сборе); 14 — ось; 15 — буфер; 16 — релейная полка; 17 — скоба с направляющей; 18 — натяжной болт; 19 — поворотный механизм; 20 — шайба; 21 — пружинная шайба; 22 — гайка М10; 23 — устройство АПВ; 24 — аварийный блок-контакт (БКА); 25 — электромагнит дистанционного включения (ДВ); 26 — рычаг отключения; 27 — удерживающее устройство; 28 — ось; 29 — гайка М6; 30 — пружинная шайба; 31 — болт М6; 32 — шайба; 33 — кнопка управления; 34 — крышка левая (в сборе); 35 — крышка правая; 36 — передняя стенка; 37 — винт; 38 — винт М6

Рис.1, б. Пружинный привод ПП-67 (сечения по Б-Б и В-В):
40 — ось; 41 — зацеп пружины; 42 — шайба; 43 — шплинт; 44 — вал привода; 45 — крышка катушек управления; 46 — сборка зажимов; 47 — крышка груза; 48 — траверса с грузом (в сборе); 49, 50 — шайбы; 51 — ступицы; 52 — болт М16; 53, 54 — регулировочные шайбы; 55 — промежуточная шайба; 56 — болт М12; 57, 58 — шайбы
3.3. Протереть (соблюдая осторожность) подвижные части привода чистой тряпкой, слегка смоченной в бензине или керосине.
Материал: ветошь, бензин (керосин).
3.4. Осмотреть привод, проверить целостность всех деталей, надежность их крепления.
3.5. Проверить взаимодействие узлов привода, проведя несколько циклов «включение-отключение» при ручном и дистанционном управлении.
Приспособление: заводная рукоятка.
При проверке обратить внимание на возможные неисправности привода.
3.6. Определить окончательный объем ремонта привода.
4. РЕМОНТ СИЛОВОГО ОРГАНА ПРИВОДА
Внимание! Перед началом ремонта привода необходимо отключить выключатель и снять напряжение с цепей автоматического заводящего устройства и дистанционного управления.
4.1. Произвести наружный осмотр силового органа привода, состоящего из включающих пружин 10, узла предварительного натяжения включающих пружин (скоба с направляющей 17, натяжной болт 18), рычага 8, траверсы с грузом 48 (см. рис.1, б), рычагов 15 и 16 (рис.2).


Рис.2. Траверса с грузом (в сборе):
1 — винт М12х30; 2 — груз; 3 — держатель груза; 4 — зуб зацепа; 5 — траверса; 6 — винт М8; 7 — шайба; 8 — пружина; 9 — колпачок; 10 — шайба 16; 11 — гайка M16; 12 — стержень; 13, 14 -пальцы; 15, 16 — рычаги
4.2. Отвинтить болт 18 и ослабить до минимума предварительный натяг пружин 10, расцепить в точке соединения рычаг 8 (рис.1, а) с рычагом 16 (см. рис.2).
Инструмент: гаечный ключ 19х24.
4.3. Вывинтить болт 52 с пружинной шайбой 50, снять шайбу 49 (см. рис.1, б).
Инструмент: гаечный ключ 19х24, отвертка.
4.4. Снять со ступицы заводящего механизма траверсу с грузом 48.
4.5. Свинтить гайку 11 со стержня 12, удерживая его отверткой от проворачивания, вынуть стержень 12 (см. рис.2).
Инструмент: гаечный ключ 19х24, отвертка.
4.6. Снять пружину 8 с колпачками 9 и шайбой 10.
4.7. Освободить пружины 10, для чего вынуть шплинты 9 (см. рис.1, а), снять шайбу 39 (см. рис.1, б) и вынуть оси 40 из отверстий зацепов пружин 41.
Инструмент: отвертка, плоскогубцы.
4.8. Снять со стержня корпуса привода скобу с направляющей 17 и натяжным болтом 18 (см. рис.1, а).
Инструмент: отвертка, плоскогубцы.
4.9. Вынуть шплинт 43, снять шайбу 42 (см. рис.1, б) и вынуть из подшипника корпуса привода рычаг 8 (см. рис.1, а) с пальцем.
4.10. Очистить снятые детали от грязи, ржавчины и старой смазки. При необходимости промыть бензином и обновить окраску.
4.11. Проверить состояние снятых деталей, обратив внимание на следующее:
а) резьбовые соединения не должны иметь износа, срывов, забоин и вмятин на резьбе;
б) стержни болтов (винтов) должны быть прямолинейными;
в) грани гаек, головки болтов (винтов), отверстия для ключей и отверток не должны быть смяты;
г) шайбы, шплинты, болты и гайки не должны иметь трещин. Пружинные шайбы должны сохранять упругость, а развод концов шайб должен быть не менее полуторной их толщины;
д) оси (пальцы) должны быть прямолинейны; допускается искривление осей (пальцев) в средней их части или на концах не более 0,2-0,3 мм. Правку осей (пальцев) производить в холодном состоянии легкими ударами молотка на устойчивой опоре, поставив под опору и молоток деревянные или свинцовые прокладки.
е) на поверхности трения осей (пальцев) не должно быть задиров и заусенцев. Задиры и заусенцы снять аккуратно напильником или шкуркой.
Инструмент, материал: напильник, шкурка;
ж) цилиндрические пружины не должны иметь трещин, сколов, надломов, остаточной деформации.
Источник

ВНИМАНИЕ
Не разбирайте наружный шарнир
Разборка
Слейте рабочую жидкость из автоматической коробки передач (автоматическая коробка передач).
Слейте масло из механической коробки передач в блоке с главной передачей (механическая коробка передач).
Снимите переднее колесо.
 |
Рис. 3.99. Отсоединение деформированной части буртика гайки ступицы переднего колеса |
Используя специальное приспособление 09930-00010 и молоток, отогните деформированную часть буртика гайки ступицы переднего колеса (
рис. 3.99
).
ВНИМАНИЕ
Отогните деформированную часть буртика полностью, в противном случае резьба на приводе может быть повреждена.
Отверните гайку ступицы переднего колеса, нажимая на педаль тормоза.
 |
Рис. 3.100. Отсоединение стойки переднего стабилизатора поперечной устойчивости от амортизаторной стойки передней подвески |
Отверните гайку, отсоедините стойку переднего стабилизатора поперечной устойчивости от амортизаторной стойки передней подвески (рис. 3.100).
ПРИМЕЧАНИЕ
Если палец шарового шарнира проворачивается вместе с гайкой, используйте торцевой гаечный ключ (6 мм), чтобы зафиксировать палец.
Снимите хомут провода датчика скорости.
 |
Рис. 3.101. Отсоединение хомута провода датчика скорости |
Отверните болт, отсоедините провод датчика и передний гибкий шланг №1 от амортизаторной стойки передней подвески (
рис. 3.101
).
 |
Рис. 3.102. Отсоединение датчика скорости от поворотного кулака |
Отверните болт, отсоедините датчик скорости от поворотного кулака (рис. 3.102).
Снимите шплинт и гайку.
 |
Рис. 3.103. Отсоединение рулевой тяги от поворотного кулака |
Используя специальное приспособление 09628-00011, отсоедините рулевую тягу от поворотного кулака (рис. 3.103).
 |
Рис. 3.104. Отсоединение рычага подвески №1 от нижнего шарового шарнира |
Отверните болт и 2 гайки, и отделите рычаг подвески №1 от нижнего шарового шарнира (рис. 3.104).
Используя капроновый молоток, отсоедините привод переднего колеса в сборе от ступицы колеса.
ВНИМАНИЕ
Следите за тем, чтобы не повредить чехол и ротор датчика скорости.
Снимите привод переднего колеса в сборе.
 |
Рис. 3.105. Снятие привода переднего колеса в сборе |
Используя специальное приспособление 09520-01010, 09520-24010, снимите привод переднего колеса в сборе (рис. 3.105).
ВНИМАНИЕ
Следите за тем, чтобы не повредить сальник.
Отверните болт и снимите правый привод переднего колеса в сборе.
Зафиксируйте ступицу переднего колеса
ВНИМАНИЕ
Подшипник ступицы может быть поврежден под действием веса автомобиля при перемещении автомобиля со снятым приводным валом.
 |
Рис. 3.106. Фиксация ступици относительно поворотного кулака с помощью специального приспособления |
Поэтому, при необходимости перемещения автомобиля на колесах сначала зафиксируйте ступицу относительно поворотного кулака с помощью специального приспособления 09608-16042 (
рис. 3.106
).
Проверка привода переднего колеса в сборе
Проверьте привод переднего колеса в сборе.
Убедитесь, что в наружном шарнире нет значительного зазора.
Убедитесь в плавности перемещения внутреннего шарнира в осевом направлении.
Убедитесь, что во внутреннем шарнире нет значительного радиального зазора
 |
Рис. 3.107. Схема проверки привода переднего колеса в сборе |
Убедитесь, что защитные чехлы не имеют повреждений (рис. 3.107).
ВНИМАНИЕ
Перемещайте приводной вал, удерживая его горизонтально.
Разборка привода переднего колеса
 |
Рис. 3.108. Снятие хомута чехла внутреннего шарнира |
Используя отвертку, снимите хомуты чехла внутреннего шарнира (рис. 3.108).
Снимите чехол внутреннего шарнира.
 |
Рис. 3.109. Нанесение монтажных меток на трипод, вал и корпус шарнира |
Нанесите монтажные метки на трипод, вал и корпус шарнира (рис. 3.109).
ВНИМАНИЕ
Не делайте метки керном или зубилом.
Снимите корпус внутреннего шарнира с вала.
Используя расширитель стопорного кольца, снимите стопорное кольцо вала.
Нанесите монтажные метки на трипод и вал.
ВНИМАНИЕ
Не делайте метки керном или зубилом.
 |
Рис. 3.110. Снятие трипода в сборе с вала |
Используя латунный стержень и молоток, снимите трипод в сборе с вала (рис. 3.110).
ВНИМАНИЕ
Не наносите удары по роликам.
Снятие демпфера левого привода переднего колеса (механическая коробка передач)
Используя отвертку, снимите хомут демпфера.
Снимите демпфер привода переднего колеса.
Используя отвертку, снимите хомут демпфера.
Снимите демпфер привода переднего колеса (кроме двигателя 1mz-fe).
Используя отвертку, снимите хомуты чехла наружного шарнира.
Снимите защитный чехол наружного шарнира
 |
Рис. 3.111. Снятие стопорного кольца привода переднего колеса |
Снимите стопорное кольцо привода переднего колеса. Используя отвертку, снимите стопорное кольцо (рис. 3.111).
 |
Рис. 3.112. Снятие левого пылезащитного кольца привода переднего колеса |
Используя специальное приспособление 09950-00020 и пресс, снимите левое пылезащитное кольцо привода переднего колеса (
рис. 3.112
).
 |
Рис. 3.113. Снятие правого пылезащитного кольца привода переднего колеса |
Используя пресс, снимите правое пылезащитное кольцо привода переднего колеса (рис. 3.113).
 |
Рис. 3.114. Снятие пылезащитного кольца привода переднего колеса |
Используя специальное приспособление 09950-00020 и пресс, снимите пылезащитное кольцо привода переднего колеса.
 |
Рис. 3.115. Снятие правого стопорного кольца |
Используя клещи для снятия и установки стопорных колец, снимите правое стопорное кольцо (рис. 3.115).
 |
Рис. 3.116. Снятие подшипника привода переднего колеса |
Используя специальное приспособление 09527-10011 и пресс, снимите подшипник привода переднего колеса (рис. 3.116).
Установка
Установите подшипник привода переднего колеса
 |
Рис. 3.117. Установка нового подшипника привода переднего колеса |
Используя специальное приспособление 09527-30010, 09527-10011 и пресс, установите новый подшипник привода переднего колеса (рис. 3.117).
 |
Рис. 3.118. Установка нового правого стопорного кольца |
Используя расширитель стопорных колец, установите новое правое стопорное кольцо (рис. 3.118).
Установите пылезащитный чехол привода переднего колеса.
 |
Рис. 3.119. Схема установки нового пылезащитного чехла привода переднего колеса |
Используя специальное приспособление 09527-10011, 09726-40010 и пресс, установите новый пылезащитный чехол привода переднего колеса. Расстояние от конца приводного вала до пылезащитного кольца, как показано на рисунке 3.119, должно соответствовать норме.
Расстояние А: 0± 1.0 мм.
Установите правое пылезащитное кольцо привода переднего колеса
 |
Рис. 3.120. Схема установки нового правого кольца привода переднего колеса |
Используя специальное приспособление 09527-10011 и пресс, установите новое правое пылезащитное кольцо привода переднего колеса. Расстояние от конца приводного вала до пылезащитного кольца, как показано на рисунке 3.120, должно соответствовать норме.
Размер А: 91–92 мм.
Установите левое пылезащитное кольцо привода переднего колеса
 |
Рис. 3.121. Схема установки нового правого кольца привода переднего колеса |
Используя специальное приспособление 09527-10011 и пресс, установите новое левое пылезащитное кольцо привода переднего колеса (рис. 3.121).
Установите новое левое стопорное кольцо привода переднего колеса.
 |
Рис. 3.122. Установка защитного чехла наружного шарнира |
Установите защитный чехол наружного шарнира (рис. 3.122).
ПРИМЕЧАНИЕ
Перед установкой чехлов, оберните шлицевую часть приводного вала липкой лентой, чтобы не повредить чехлы.
Количество смазки:
1 CD-FTV: 105–125 г.
3ZZ-FE, 1ZZ-FE: 152–162 г.
Временно установите новый защитный чехол наружного шарнира с 2 хомутами на приводной вал.
Заполните корпус внутреннего шарнира и чехол консистентной смазкой.
 |
Рис. 3.123. Установка хомута защитного чехла наружного шарнира |
Установите хомут защитного чехла наружного шарнира (рис. 3.123).
Установите приводной вал в мягких тисках.
Закрепите 2 хомута защитного чехла наружного шарнира на чехле.
Установите специальное приспособление 09521-24010 на больший хомут чехла наружного шарнира.
ВНИМАНИЕ
Положение правого хомута защитного чехла наружного шарнира и левого хомута защитного чехла наружного шарнира в канавках чехла при затяжке должно быть таким, как показано на рисунке
3.123
.
Зазор: 0.8 мм или более
Затяните винт специального приспособления до сжатия большого хомута.
ВНИМАНИЕ
Не затягивайте чрезмерно винт специального приспособления.
 |
Рис. 3.124. Регулировка зазора большого хомута |
Используя специальное приспособление 09240-00020, отрегулируйте зазор большого хомута (рис. 3.124).
Зазор: 0.8 мм или меньше
Аналогичным образом установите малый хомут чехла наружного шарнира.
Установите демпфер привода переднего колеса (механическая коробка передач)
 |
Рис. 3.125. Расстояние установки демпфера привода переднего колеса |
Удостоверьтесь, что демпфер привода переднего колеса находится в канавке вала (рис. 3.125).
Необходимо выдержать расстояние, которое дано ниже.

Установите внутренний шарнир привода переднего колеса
Разместите трипод заходной фаской к валу наружного шарнира.
 |
Рис. 3.126. Выровнивание монтажных меток, нанесенных перед разборкой перед установкой внутреннего шарнира |
Выровняйте монтажные метки, нанесенные перед разборкой (рис. 3.126).
Используя латунный стержень и молоток, установите трипод на вал наружного шарнира.
ВНИМАНИЕ
Не наносите удары по роликам.
Используя расширитель стопорного кольца, установите новое стопорное кольцо на вал.
Заполните корпус внутреннего шарнира и чехол консистентной смазкой.

Установите чехол внутреннего шарнира на вал.
Установите хомут чехла внутреннего шарнира
 |
Рис. 3.127. Фиксация хомутов чехла внутреннего шарнира с помощью отверткои |
Согните ленту и зафиксируйте хомуты чехла внутреннего шарнира отверткой (рис. 3.127).
Проверьте привод переднего колеса.
Убедитесь, что в наружном шарнире нет значительного зазора.
(Убедитесь в плавности перемещения внутреннего шарнира в осевом направлении.
Убедитесь, что во внутреннем шарнире нет значительного радиального зазора.
Убедитесь, что защитные чехлы не имеют повреждений.
ВНИМАНИЕ
Перемещайте приводной вал удерживая его горизонтально.
Удостоверьтесь, что чехлы находятся в канавках вала.
Удостоверьтесь, что чехлы не растянуты и не сжаты, когда приводной вал находится в свободном состоянии.
-
Техническое обслуживание приводов генераторов
Проверку технического состояния приводов генератора производят на пунктах формирования и оборота пассажирских составов и на ПТО в пути следования. При проверке особое внимание уделяют состоянию ремней, наличию шума, стука при работе привода, отсутствию нагрева шарниров карданных валов и корпусов редукторов в местах установки подшипников, наличию утечек масла из редукторов, прочности деталей крепления и предохранительных устройств.
В случае загрязнений детали привода необходимо очистить от грязи, снега и льда, пользуясь деревянными молотками и скребками.
У приводов генератора ТРК (рис. 9.1) и ТК-2 (рис. 9.2) наиболее слабым узлом является клиноременная передача, которая подвергается при работе действию различных возмущающих факторов.
Для приводов ТРК в первую очередь — это действие реактивного момента, который возникает в работающем редукторе и приводит к уменьшению или увеличению межцентрового расстояния между шкивами, что вызывает либо проскальзывание ремней и их быстрый износ, либо перенапряжение и обрывы. Отрицательно на работу приводов влияет переменность крутящего момента, вибрации шкивов, усиливающих или ослабляющих натяжение ремней. Большое влияние на срок службы ремней оказывает нарушение правил монтажа, непа- раллельность или перекосы осей больше нормы. Часто имеет место нарушение качества изготовления ремней. Очень важно своевременно регулировать натяжение ремней, которое обеспечивается сжатием
Рис. 9.1. Текстропно-редукторно-карданный привод:
— ведущий шкив; — ведомый шкив; — приводные ремни; — редуктор; — натяжное устройство; б — карданный вал; 7 — генератор; — предохранительные устройства
пружин натяжного устройства до высоты 100±5 мм для привода ТРК и 110±5 мм для привода ТК-2.
В эксплуатации замене подлежат ремни с надрывами, расслоением и разлохмачиванием. Разрешается кратковременно эксплуатировать приводы ТК-2 и ТРК соответственно на четырех и трех ремнях. При этом следует уменьшить натяжение ремней увеличением высоты пружины натяжного устройства на 5-10 мм и снизить нагрузку на генератор до 40-50% от номинальной. Заменяют ремни
Рис. 9.2. Текстропно-карданный привод:
— вал подвески; — предохранительный болт; — узел ведомого шкива; — генератор; 5 — натяжное устройство; — предохранительные скобы генератора; 7 — ведомый шкив; — ремни приводные; — ведущий шкив[3]
комплектно, предварительно подобрав их по длине, на приспособлении по схеме в соответствии с рисунком 9.3, а. Диаметр измерительного шкива Д для привода ТК-2 равен 127,3 мм. Усилие Р на подвижном шкиве равно ЗООН (ЗОКГС). Расчетную длину L ремня при измерении на двух шкивах определяют по формуле:
L=2A +ПД,
В эксплуатации допускается разница ремней по длине в одной группе не более 10 мм.
Рис. 9.3. Ремонт клиноременной передачи:
а — схема определения длины ремня; б — схема определения износа канавки и ремня
Устанавливать в одном комплекте новые и старые ремни не разрешается. Взаимный износ ремней и канавок шкивов определяют по схеме в соответствии с рисунком 9.3, б. При этом необходимо измерить размер У при нормальном натяжении передачи. Зная высоту ремня h и глубину канавки Я, можно вычислить зазор X между дном канавки и ремнем, который должен быть не менее 2 мм.
Шкивы проверяют осмотром и обстукиванием. На шкивах не допускаются трещины, отколы и ослабление крепления. При осмотре карданного вала шарниры ощупывают с целью определения степени нагрева и прочности соединений. Температура шарниров карданных валов, редукторов и муфт должна быть одинаковой в сравнении с температурой нормально работающих букс. Узлы с повышенным нагревом подлежат разборке и ремонту.
У карданных валов не допускаются вмятины, погнутости, пробоины трубы и другие механические повреждения.
У редукторов всех типов выявляют недостаток или загрязнение масла. Не допускаются посторонние шумы при работе редуктора, изломы зубьев шестерён, разрушение подшипников и зазоры в посадке шестерён и подшипников на валах.
Ослабление или повреждение предохранительных устройств или болтовых соединений не допускается. Если в пути следования обнаружат заклинивание редуктора или ослабление узла крепления ведущего шкива с зубчатой фиксацией, то на перегоне необходимо снять ремни и на ближайшем ПТО или в пункте формирования заменить редуктор или произвести перемонтаж узла крепления ведущего шкива с зубчатой фиксацией.
Болты и шпильки при ослаблении необходимо устанавливать с применением пластмассы или эпоксидного клея. Новые болты и шпильки изготавливают из стали 40Х.
Плоскоремённый привод должен иметь длину ремня, обеспечивающую отклонение генератора от вертикального положения на угол 8-15° в сторону ведущего шкива.
Ремень не должен иметь надрывов и расслоений, в деталях сшивки не допускаются повреждения. Смещение ведущего шкива выявляют по взаимному расположению ремня и шкивов, которое в исправном состоянии должно быть симметричным.
У привода генератора от средней части оси (рис. 9.4) недопустим сдвиг редуктора, который определяют по разрыву контрольных полосок, нанесённых с обеих сторон фланцев редуктора и вдоль оси колёсной пары, а также по выдавливанию резиновых вкладышей ведущего фланца.
Рис. 9.4. Привод от средней части оси:
— опорная скоба; 2 — кронштейн; 7 — корпуса момента опоры; — стержень опоры; — редуктор; — карданный вал; 7-— муфта сцепления
У фрикционных и эластичных муфт не допускаются разрушения и ослабление болтов крепления. В случае повреждений муфт приводов от средней части оси карданный вал демонтируют и на пункте формирования заменяют муфту.
При обнаружении сдвига редуктора вдоль оси на перегоне или промежуточной станции необходимо снять карданный вал, со скоростью не более 30 км/ч следовать до ближайшего ПТО или пункта формирования и заменить колесную пару. При обнаружении заклинивания подшипников полого вала в пути следования необходимо демонтировать карданный вал, опору момента с опорным и аварийным плечами, снять ведомый вал и следовать со скоростью не более 30 км/ч до ближайшего ПТО или пункта формирования. Редуктор при этом свободно вращается на оси.
При разрушении подшипников ведомого вала или излома шестерён, их заклинивании на перегоне или промежуточной станции следует отвернуть девять болтов ведомого вала М12х60 и три болта М12х40. Вместо трех болтов М12х40 ввернуть три отжимных болта М12х80 и вывести шестерни из зацепления. В таком положении ведомый вал необходимо зафиксировать тремя болтами Ml2x80 и следовать до ближайшего ПТО или пункта формирования, где необходимо заменить колёсную пару. Разрушение опоры момента определяют по наличию стуков и толчков при работе привода. При обнаружении такого дефекта необходимо снять карданный вал, принять меры к закреплению опоры, а в пункте формирования выполнить ремонт.
Приводы от торца оси колёсной пары не должны иметь ослабления шпилек крепления редуктора или промежуточной части. У приводного вала не должно быть обрывов и трещин в резиновых вкладышах шарниров, вмятин на корпусах шарниров и трубе. При обнаружении неисправностей приводного вала в пути следования его следует демонтировать и на пункте формирования или оборота произвести ремонт. Заклинивание редуктора можно выявить по обрыву резиновой предохранительной муфты, наличию посторонних шумов, нагреву редуктора.
Генератор при заклинивании редуктора не вырабатывает электроэнергию. При обнаружении заклинивания редуктора в пути следования его следует демонтировать, установить буксовую крышку, а на ближайшем ПТО произвести промежуточную ревизию буксового узла.
При контроле состояния приводов генератора на пунктах оборота л формирования пассажирских составов не допускается ставить в тоезда вагоны, приводы которых имеют:
-
просроченный или истекающий в пути следования срок ревизии привода;
■угловое перемещение карданного вала, измеренное на дуге диаметром 100 мм, которое у ступицы шарнира у привода от средней части оси достигает более 3 мм, а у приводов от торца оси — более 2,5 мм при измерении на дуге диаметром 120 мм у ступицы шарнира;
-
следы редукторного масла на диске колёсной пары или утечки масла через лабиринтное уплотнение;
-
недостаток или отсутствие смазки в игольчатых подшипниках или шлицевых соединениях карданных валов, которые можно выявить по наличию ржавчины;
-
некомплектность клиновых ремней.
Через шесть месяцев эксплуатации все приводы генератора подвергают техн и чес кой ревизии.
Техническая ревизия приводов производится также при неясности клейм предыдущей ревизии, при обнаружении в смазке редуктора посторонних примесей, при необходимости производства колёсным парам полного освидетельствования или после обточки колёсной пары с редукторным приводом от средней части оси.
Техническая ревизия выполняется в пунктах формирования составов и в отделениях по ремонту редукторно-карданных приводов вагонного, депо. Перед производством ревизии все узлы привода очищают от грязи и льда и протирают ветошью, смоченной в керосине или дизельном топливе. Ревизия приводов от средней части оси выполняется с выкаткой колёсной пары, а у приводов с клиноремённой передачей — без выкатки колёсных пар, если не требуется демонтаж ведущего шкива с зубчатой фиксацией. Редуктор привода от торца оси должен быть снят с вагона и разобран в ремонтном отделении. У редукторов всех типов проверяют состояние и износы шестерён, допуски на зазоры и биение в соответствии с техническими требованиями. Все выявленные неисправности в деталях приводов должны быть устранены. После выполнения работ по технической ревизии восстанавливают контрольные полосы и на корпусе хвостовика редукторно-карданных приводов наносят белилами надпись с указанием даты и места выполненных работ.
-
Ремонт текстропно-карданных приводов (ТК-2) и текстропно-редукторно- карданных приводов (ТРК)
При плановых ремонтах вагонов приводы ТК-2 и ТРК должны быть демонтированы с вагона, их узлы разобраны, осмотрены и отремонтированы.
Демонтаж приводов начинают разборкой натяжного устройства 5 (см. рис. 9.1 и 9.2). Для этого необходимо отвернуть контргайку и рычажную гайку, снять последовательно шайбу, пружины, втулку и опору пружины, а затем отсоединить болт от корпуса редуктора в приводе ТРК. Для снятия ремней редуктор с ведомым шкивом (или узел ведомого шкива ТК-2) отклонить в сторону колёсной пары и вручную удалить ремни из канавок шкивов. Затем снимают предохранительные скобы карданного вала и предохранительный болт (см. рис. 9.2) узла ведомого шкива или редуктора привода ТРК. Далее снимают карданный вал, разбирают его шарниры.
| Видео (кликните для воспроизведения). |
Для снятия редуктора или узла ведомого шкива необходимо вывесить их для разгрузки валика подвески и выбить валик легкими ударами молотка через латунную оправку или выпрессовать, используя съемник. При этом следует сохранить регулировочные шайбы подвески. Для демонтажа ведомого шкива к его ступице крепят съемник, винт которого упирается в торец вала. Наносить удары по боковым граням канавок и закреплять на них съемные устройства не допускается.
Вал узла ведомого шкива выпрессовывают из корпуса ударами молотка через латунную оправку после предварительного снятия подшипниковых крышек и пружинных колец.
Разборку редуктора (рис. 9.5) начинают со слива масла через нижнюю пробку, затем снимают смотровую крышку, сапун, масло- указатель, подшипниковые крышки и разбирают торцовое крепление подшипников. Валы редукторов выпрессовывают ударами молотка через латунную оправку по торцу вала или лёгким прессом.
Рис. 9.5. Редуктор привода ТРК:
Для разборки узла ведущего шкива (рис. 9.6) необходимо отвернуть болты 2 крепления крышки и снять крышку. Шкив снимают вывёртыванием двух диаметрально расположенных болтов крепления буксовой крышки 5. Для защиты шкива от деформации между болтами и шкивом установить прокладку толщиной 10-12 мм. Далее надо отвернуть болты и снять крышку. Затем следует отогнуть стопорную пластину и вывернуть два болта 10. Для удаления зубчатого сегмента следует ввернуть болты в его резьбовые отверстия до упора и выпрессовать первый сегмент. Второй сегмент снимется свободно. Далее необходимо снять крестовину и клиновые планки 8. Гайка б снимается с использованием рычажного или инерционного ключа. Отворачивать и заворачивать гайку ударами молотка или зубилом по ее граням не разрешается.
Износ ремней и канавок шкивов определяют до разборки по схеме, изображённой на рис. 9.3, б. После снятия ремней внимательно проверяют состояние их рабочих поверхностей, которые не должны иметь трещин, складок, тканевых заусенцев и срывов резины. Если выбраковывают хотя бы один ремень, весь комплект следует заменить.
— подшипники; — валик подвески; — втулка; 5 — вал ведомый; б — фланец; 7 — шестерня ведущая; — вал ведущий; — крышки подшипников; — шкив ведомый; — корпус редуктора
Ставить в один комплект ремни бывшие в употреблении и новые не допускается. Разница по длине ремней в одном комплекте — не более 2 мм. Шкивы с износами канавок протачивают на токарном станке, если оставшаяся толщина обода не
Рис. 9.6. Ведущий шкив ТРКП: а — общий вид; б — детали крепления ведущего шкива
менее 6 мм (рис. 9.7). После разборки детали крепления узла ведущего шкива осмотреть и выявить на рабочих поверхностях гаек, крестовин, зубчатых сегментов и клиновых планок наличие забоин и задиров, которые следует запилить. Гайки и сегменты с трещинами, отколами, вмятинами глубиной более 1,5 мм подлежат замене. Высота резьбовой части гайки должна быть не менее 33 мм. Состояние резьбы гайки проверяют на вытяжку. Для этого пластилином снимают слепок участка резьбы и замеряют профиль резьбовым щупом. При несимметричном расположении резьбового щупа по отношению к профилю слепка гайку следует заменить.
Валы редукторов и вал узла ведомого шкива привода ТК-2 подвергают магнитопорошковому контролю. Трещины в деталях не допускаются. В подшипниках замеряют радиальные и осевые зазоры, которые не должны превышать соответственно 0,05 и 0,065 мм.
У валов проверяют износ в месте установки уплотнений. Износ по диаметру вала не должен превышать 0,5 мм, а поверхность должна иметь чистоту полирования. Если одновременно разбирают несколько редукторов, не допускается обезличивать зубчатые пары, они должны быть установлены в свой корпус. Тщательно проверяется износ и
состояние рабочих поверхностей зубчатых колёс. Если на поверхности зубьев обнаружены трещины, выкрашивание металла более 20% рабочей поверхности, шестерни заменяют комплектно. Штангензубомером ШЗ18 определяют износ поверхности зуба, который не должен превышать 20% его первоначальной толщины.
клиновой канавки шкива:
— изношенная рабочая поверхность шкива; 2 — снимаемый слой металла
Призматические шпонки должны входить в пазы валов и колёс плотно. Размеры отверстий под подшипники в корпусе редуктора и узла ведомого шкива должны соответствовать чертёжным. Разбивка и развальцовка отверстий не разрешается. При повреждении в корпусе редуктора резьбовых отверстий для болтов подшипниковых крышек допускается один раз рассверлить и нарезать резьбу до ближайшего большего стандартного размера.
Износ валика в подвеске редуктора и узла ведомого шкива допускается не более 0,6 мм. При большем износе или при обрыве резьбы валика разрешается наплавка повреждённых мест с предварительным подогревом валика до температуры 250-300°С.
Износ втулок подвески по диаметру допускается не более 0,3 мм.
При ремонте карданного вала особое внимание следует обратить на состояние подшипников и крестовин. Иголки подшипников должны свободно проворачиваться в наружной обойме и не иметь выкрашивания металла.
Цапфы крестовин должны иметь гладкие поверхности без следов наминов иголками. Отремонтированный карданный вал подвергают динамической балансировке на специальном стенде. Допускаемый дисбаланс — не более 0,5 Н-см.
-
Сборка, регулировка и испытание приводов ТРК и ТК-2
Монтаж узла ведущего шкива (рис. 9.6) приводов ТРК и ТК-2 начинают с установки гайки резьбовую часть которой покрывают смазкой ЛЗ-ЦНИИ.[1]
Гайку следует навернуть с предварительным натягом 100-150 н-м без применения ударных нагрузок. Проверка положения гайки и её
окончательная затяжка производятся с применением специального шаблона (рис. 9.8), укрепленного на торце оси. После предварительной затяжки ось симметрии одного из зубьев гайки должна располагаться на шаблоне между рисками 13-19°. Если положение гайки не соответствует этому требованию, то регулировку производят подбором упорного кольца подшипника или заменой гайки. Применение регулировочных прокладок не допускается, так как это приводит к ослаблению узла крепления шкива. Окончательно затягивают гайку рычажным или инерционным ключом так, чтобы ось симметрии зуба располагалась напротив нулевой риски, что соответствует усилию затяжки 4-6 кН-м.
При переходе оси симметрии контрольного зуба нулевой риски монтаж производится заново. Далее следует смазать и установить клиновые планки прямым углом в паз оси, крестовину и зубчатые сегменты 11. Наклонные грани сегментов должны прилегать к крестовине. Детали закрепить болтами с тарельчатыми пружинами и стопорной пластиной 13. Болты следует затягивать поочерёдно усилием 50-60 н.м до полного сжатия тарельчатых пружин. При этом ударами молотка через медную прокладку дважды поджимают крестовину, а затем зубчатые секторы. Для закрепления болтов края пластины отгибают на грани болтов. Далее в буксу закладывают смазку ЛЗ-ЦНИИ, устанавливают крепительную крышку
Рис. 9.8. Положение специального шаблона при установке гайки ведущего шкива
ставят шпонку 7, шкив и закрепляют его крышкой с болтами и шайбами
3. Плотную посадку шкива обеспечивают ударами молотка через медную прокладку по торцу шкива и окончательно затягивают болты. Зазор между торцом гайки и торцом шкива, а также зазор между торцом лабиринта и торцом шкива должен быть не менее 2 мм. Для проверки качества сборки корпус буксы необходимо провернуть на оси и убедиться в отсутствии заеданий в лабиринтном уплотнении.
Монтаж узла ведомого шкива начинают с напрессовки на вал шарикового подшипника и внутреннего кольца роликового подшипника.
Их необходимо застопорить пружинными кольцами, а затем в корпус запрессовать наружное кольцо цилиндрического подшипника и вал с шариковым подшипником. Подшипники смазать смазкой ЖРО в количестве 0,55 кг и установить крышки с войлочными уплотнениями, закрепив их болтами с пружинными шайбами. Войлочные кольца перед установкой пропитывают в течение 20 мин разогретым до 80°С составом из 85% солидола Ж и 15% графита. На конусные поверхности вала устанавливают ведомый шкив и фланец, закрепив их гайками и шплинтами.
Сборку редуктора (см. рис. 9.5) привода ТРК начинают с запрессовки в его корпус наружного кольца роликового подшипника а на ведущий вал — внутреннего кольца. При запрессовке колец следует применять втулочные оправки для защиты посадочных поверхностей от задиров. Далее в корпус редуктора через смотровое окошко вводят ведущую шестерню 7 и напрессовывают её на вал, предварительно надев маслоотбойное кольцо и дистанционную втулку. Затем на вал и в корпус запрессовывают шариковый подшипник и закрепляют его плоской шайбой и болтами. После установки подшипниковых крышек в корпус редуктора вводят шестерню-вал и собирают его подшипниковые узлы. При сборке редуктора все свободные полости и поверхности смазывают консистентной смазкой.
Далее на корпус редуктора ставят сапун, крышку смотрового окна с резиновой прокладкой, сливную пробку и напрессовывают на конусные поверхности валов ведомый шкив и фланец 6. В завершение редуктор заправляют маслом круглогодичным типа ТС-Ю-ОТП в количестве 1,8 л до уровня, который определяют щупом по рискам в вертикальном положении редуктора. Не следует допускать избыток масла, что приводит к его утечкам через уплотнения крышек и сапун.
Шарнир подвески узла ведомого шкива смазывают шприцеванием солидолом Ж до появления смазки между регулировочными шайбами.
На срок службы клиновых ремней в большой степени влияет правильное взаимное расположение шкивов. Отклонение от одноплоскостного расположения шкивов и взаимное смещение их торцов не должно превышать 5 мм.
Регулировку производят постановкой шайб между кронштейном рамы тележки и втулкой, приваренной к корпусу редуктора или корпусу узла ведомого шкива. Осевое перемещение узла ведомого шкива в кронштейне подвески и редуктора ТРКП в шарнире подвески не должно превышать 1 мм.
При сборке шарниров карданного вала на крестовину одевают уплотнения и вводят её в кардан и фланец, а затем попарно запрессовывают игольчатые подшипники и крепят их крышками. Затем карданный вал собирают по шлицевому соединению. В процессе сборки в игольчатые подшипники крестовин закладывают смазку № 158, а в шлицевое соединение — солидол Ж.
Собранный карданный вал устанавливают между генератором и редуктором или узлом ведомого шкива, крепят болтами с корончатыми гайками и шплинтуют. Под гайки следует устанавливать пружинные шайбы. Зазоры между фланцами соединяемых узлов не допустимы.
На редуктор, узел ведомого шкива и карданный вал должны быть установлены предохранительные устройства.
Клиновые ремни устанавливают в последнюю очередь, вручную, без применения каких-либо приспособлений.
Регулировку натяжения выполняют поджатием пружины натяжного устройства до рабочей высоты 110+2 мм у привода ТК-2 и до 100±5 — у привода ТРКП.
Редукторы до постановки на вагон испытывают на стенде в течение 5 мин в каждую сторону на холостом ходу и по 20 мин под нагрузкой 8,5 кВт при частоте вращения ведущего вала 1380 мин’1. Исправное состояние определяют по отсутствию посторонних шумов и течи масла. Допустимый нагрев корпуса редуктора—не более 70°С.
-
Ремонт редукторно-карданных приводов от средней части оси типа ВБА-32/2, EUK-160-1M
Полную разборку редуктора со снятием его деталей со средней части оси производят при необходимости ремонта колёсной пары со сменой элементов или при обнаружении в деталях неисправностей, требующих их замены. Для определения неисправностей в деталях редуктора перед разборкой колесную пару ставят на стенд, из редуктора сливают масло и промывают дизельным топливом или керосином с добавкой 5-7% масла Далее детали редуктора осматривают и проверяют основные параметры.
Щупом измеряют зазор между разъемными частями корпусов для резиновых колец и нажимными кольцами. Резиновые кольца необходимо заменять, если зазор составляет 0,2 мм и менее.
Необходимо проверить биение корпуса редуктора относительно оси колесной пары специальными индикаторными приспособления
ми. У редукторов ВБА-32/2 и EUK-160-1M допускается биение по фланцам корпуса редуктора до 0,15 мм, а по фланцу блока малой шестерни — не более 0,1 мм. При проверке колесную пару следует прокручивать и на слух определять неисправности подшипников. Если подшипники имеют значительные износы, изломы, трещины и раковины на дорожках качения, то проворот оси будет затруднен, стрелка индикатора имеет скачкообразные подергивания, из подшипника слышно пересыпание роликов. Суммарный осевой зазор в подшипниках полого вала, проверяемый индикатором, должен быть для редукторов ВБА-32/2 в пределах 0,3-0,5 мм, а для редукторов EUK-160-1M — 0,18-0,25 мм.
Увеличение зазора больше нормы происходит из-за неправильной сборки редуктора или недопустимых износов подшипников.
Для контроля зазора в зацеплении шестерен (рис. 9.9) у редуктора снимают крышку, устанавливают основание штатива на корпус редуктора крепят его болтом и устанавливают индикатор по оси малой шестерни на середине зуба. Ось колесной пары закрепляют неподвижно, а вал малой шестерни поворачивают за фланец в обе стороны до лёгкого соударения зубьев. Стрелка индикатора указывает зазор, который должен быть у редуктора ВБА-32/2 в пределах 0,12-0,19 мм, а у редукторов EUK-160-1M — 0,2-0,3 мм.
Результаты проверок заносят в журнал и определяют объем разбо- рочных работ.
Рис. 9.9. Измерение зазоров в сцеплении шестерен приводов от средней части оси
При разборке на сопрягаемые детали наносят керном риски или отметки, по которым при последующей сборке определяют их первоначальное положение.
При плановых видах ремонта вагонов следует производить демонтаж блока малой шестерни. Для этого следует открутить болты его крепления и в резьбовые отверстия монтажного стакана ввинтить три демонтажных болта, с помощью которых блок малой шестерни выжимают из корпуса. После удаления болта, крепящего упорную
шайбу на торце хвостовика шестерни, выполняют разборку блока малой шестерни на прессе в соответствии с рис. 9.10.
Наиболее ответственные детали приводов от средней части оси при периодических видах ремонта подлежат неразрушающему магнитопорошковому контролю.
К ним относятся: вал опоры момента, вал малой шестерни, полый вал, карданный вал. Трещины в деталях не допускаются и ремонту не подлежат.
При замене резиновых колец их поверхности перед установкой на ось обезжиривают промыванием в водном растворе 1 %-ного хозяйственного мыла при температуре 30-40°С с последующим ополаскиванием тёплой, чистой водой и просушиванием. Поверхности оси колесной пары также должны быть очищены от грязи и масла. На поверхностях резиновых деталей не должно быть трещин и надрывов.
Полые валы подлежат замене при наличии трещин, отколов или износа более 4 мм.
Рис. 9.10. Демонтаж блока малой шестерни привода ВБА-32/2:
а — положение блока малой шестерни при выпрессовке вала; б — положение блока малой шестерни при выпрессовке подшипников
Хвостовик малой шестерни проверяют на биение, которое не должно превышать более 0,04 мм. Изношенные посадочные места под подшипники у валов допускается восстанавливать хромированием металлизацией.
Шлицевой фланец устанавливается на шлицевой конец вала с натягом до 0,001 мм. Разработка шлицевых канавок допускается не более 0,01 мм от чертежного размера.[2]
Подшипники промывают в бензине с добавлением 4-6% масла, осматривают и проверяют на легкость вращения.
Подшипники выбраковывают при обнаружении раковин, трещин, темных пятен и задиров на поверхностях качения. Наличие пятен синего цвета свидетельствует о работе подшипников с чрезмерным нагревом, который имеет место из-за неправильной регулировки зазоров при монтаже или из- за недостатка масла. У исправных подшипников следует замерить радиальный зазор. При установке на вал новых подшипников следует измерить также диаметр колец для обеспечения их плотной посадки.
Ведущая и ведомые шестерни выбраковывают по требованиям, указанным при ремонте редуктора ТРКП.
В лабиринтных крышках, соединительных фланцах, монтажных стаканах, маслоотбойных кольцах, корпусах редукторов могут быть забоины и заусенцы, которые следует зачистить надфилем и шлифовальной шкуркой № 6 с добавлением масла. Канавки и отверстия для подвода масла в монтажных стаканах и других деталях прочищают и продувают сжатым воздухом.
В корпусах редукторов допускается ремонтировать изношенные резьбовые отверстия сваркой с последующей нарезкой. Особое внимание следует уделить контролю диаметров и отсутствию недопустимой овальности в посадочных отверстиях редукторов, приводных колец, а также в посадочных местах под подшипники, шестерни, приводные кольца на валах шестерен и полых валах.
Все резиновые прокладки кольца при капитальном ремонте ставят новыми, а при деповском ремонте и их можно повторно использовать, если в них нет трещин, вырывов, вмятин от деталей.
Войлочные уплотнительные кольца карданных валов при плановых ремонтах следует заменить новыми. Пресс-масленки и каналы для подвода смазки в крестовинах промывают в бензине и продувают сжатым воздухом. Игольчатые подшипники с повреждениями подлежат замене. Заменяют также крестовины с износами более нормы шипов по диаметру и длине. Крестовины устанавливают в комплекте с подшипниками. Изношенные отверстия под подшипники у вилок можно ремонтировать проточкой на токарном станке до ближайшего большего градационного размера, постановкой ремонтной втулки или металлизацией посадочных поверхностей. На трубе вала могут быть вмятины и протертости от предохранительных скоб не более 0,2 мм.
Изношенное шлицевое соединение вала допускается восстановить наплавкой и механической обработкой до ремонтных размеров, а втулки — на протяжном станке. В этом случае на втулке и торце вала наносят клейма Р1 или Р2 (1 -й или 2-й ремонтные размеры).
Отремонтированные сваркой карданные валы подвергают динамической балансировке. Дисбаланс устраняют приваркой пластин.
При ремонте муфт сцепления необходимо проверить износ фрикционных накладок, который считается допустимым, если расстояние от поверхности фрикционной накладки до головки заклёпок не менее 0,5 мм. Если на поверхности накладок есть риски более 0,3 мм глубиной, их необходимо проточить. Изношенные накладки заменяют новыми, изготовленными из асбестовой ленты. Крепят накладки латунными заклёпками или клеем ВС-ЮТ, предварительно обезжирив поверхность диска ацетоном. Детали муфт с изломами и трещинами заменяют, а риски и коррозия устраняется шлифовальной шкуркой. Под просевшие пружины можно ставить регулировочные прокладки, обеспечивающие их необходимое нажатие.
Наибольшее отклонение по массе грузиков одного комплекта не более 3%. Собранная муфта подвергается балансировке высверливанием металла с торца бурта муфты.
Монтаж привода на оси выполняют до напрессовки колес. Детали, устанавливаемые с натягом, должны нагреваться в ванне с трансформаторным маслом. В процессе сборки привода выполняют необходимые контрольные и регулировочные работы с использованием индикаторных приспособлений и разнообразной технологической оснастки.
После сборки узла блока малой шестерни осевой зазор подшипников контролируют индикатором (рис. 9.11), который должен быть в пределах 0,07-0,09 мм. Во время выполнения проверки наружные кольца подшипников прижимаются к монтажному стакану тремя зажимами 3. Регулировку необходимого зазора выполняют гайкой и контргайкой, которые стопорятся загибанием шайбы на их грани.
Надежная работа зубчатого зацепления зависит от точности его сборки. Правильность зацепления определяют замером зазора в зацеплении, который регулируется прокладками под боковые крышки, а также по расположению пятна контакта на поверхности зуба шестерён (рис. 9.12). При выполнении этой проверки на зубья малой шестерни наносят белила и проворачивают на полный оборот большую шестерню. При правильном зацеплении контактные пятна располагаются на середине боковых граней зубьев шестерён и должны быть не менее 45% высоты зуба и не менее 65% его длины. При смещении пятен регу-
лировку производят перемещением шестерён по направлению стрелок в соответствии с рис. 9.12.
Рис. 9.11. Контроль осевого зазора подшипников блокамалой шестерни редуктора EUK-160-1M
Следует проверить осевые зазоры подшипников полого вала, биение корпуса редуктора относительно оси колёсной пары и биение фланца ведомой шестерни. Редукторы, отвечающие требованиям, заполняют маслом ТС- 10 ОТП и испытывают на стенде, вращая по 90 мин в каждую сторону, из них 30 мин — без нагрузки и 60 мин под нагрузкой 40 кВт и частоте вращения до 900 мин»1.
Ш
После испытания редукторы снаружи окрашивают эмалью ПФ-115, а на оси наносят белилами полосу шириной 30-40 мм в месте её прилегания к редуктору.
Рис. 9.12. Проверка зубчатого зацепления шестерен:
а— неудовлетворительные отпечатки;б— удовлетворительные отпечатки соответственно верхние без нагрузки, нижние — под нагрузкой
-
Техническое обслуживание приводов генераторов
Проверку технического состояния приводов генератора производят на пунктах формирования и оборота пассажирских составов и на ПТО в пути следования. При проверке особое внимание уделяют состоянию ремней, наличию шума, стука при работе привода, отсутствию нагрева шарниров карданных валов и корпусов редукторов в местах установки подшипников, наличию утечек масла из редукторов, прочности деталей крепления и предохранительных устройств.
В случае загрязнений детали привода необходимо очистить от грязи, снега и льда, пользуясь деревянными молотками и скребками.
У приводов генератора ТРК (рис. 9.1) и ТК-2 (рис. 9.2) наиболее слабым узлом является клиноременная передача, которая подвергается при работе действию различных возмущающих факторов.
Для приводов ТРК в первую очередь — это действие реактивного момента, который возникает в работающем редукторе и приводит к уменьшению или увеличению межцентрового расстояния между шкивами, что вызывает либо проскальзывание ремней и их быстрый износ, либо перенапряжение и обрывы. Отрицательно на работу приводов влияет переменность крутящего момента, вибрации шкивов, усиливающих или ослабляющих натяжение ремней. Большое влияние на срок службы ремней оказывает нарушение правил монтажа, непа- раллельность или перекосы осей больше нормы. Часто имеет место нарушение качества изготовления ремней. Очень важно своевременно регулировать натяжение ремней, которое обеспечивается сжатием
Рис. 9.1. Текстропно-редукторно-карданный привод:
— ведущий шкив; — ведомый шкив; — приводные ремни; — редуктор; — натяжное устройство; б — карданный вал; 7 — генератор; — предохранительные устройства
пружин натяжного устройства до высоты 100±5 мм для привода ТРК и 110±5 мм для привода ТК-2.
В эксплуатации замене подлежат ремни с надрывами, расслоением и разлохмачиванием. Разрешается кратковременно эксплуатировать приводы ТК-2 и ТРК соответственно на четырех и трех ремнях. При этом следует уменьшить натяжение ремней увеличением высоты пружины натяжного устройства на 5-10 мм и снизить нагрузку на генератор до 40-50% от номинальной. Заменяют ремни
Рис. 9.2. Текстропно-карданный привод:
— вал подвески; — предохранительный болт; — узел ведомого шкива; — генератор; 5 — натяжное устройство; — предохранительные скобы генератора; 7 — ведомый шкив; — ремни приводные; — ведущий шкив[3]
комплектно, предварительно подобрав их по длине, на приспособлении по схеме в соответствии с рисунком 9.3, а. Диаметр измерительного шкива Д для привода ТК-2 равен 127,3 мм. Усилие Р на подвижном шкиве равно ЗООН (ЗОКГС). Расчетную длину L ремня при измерении на двух шкивах определяют по формуле:
L=2A +ПД,
В эксплуатации допускается разница ремней по длине в одной группе не более 10 мм.
Рис. 9.3. Ремонт клиноременной передачи:
а — схема определения длины ремня; б — схема определения износа канавки и ремня
Устанавливать в одном комплекте новые и старые ремни не разрешается. Взаимный износ ремней и канавок шкивов определяют по схеме в соответствии с рисунком 9.3, б. При этом необходимо измерить размер У при нормальном натяжении передачи. Зная высоту ремня h и глубину канавки Я, можно вычислить зазор X между дном канавки и ремнем, который должен быть не менее 2 мм.
Шкивы проверяют осмотром и обстукиванием. На шкивах не допускаются трещины, отколы и ослабление крепления. При осмотре карданного вала шарниры ощупывают с целью определения степени нагрева и прочности соединений. Температура шарниров карданных валов, редукторов и муфт должна быть одинаковой в сравнении с температурой нормально работающих букс. Узлы с повышенным нагревом подлежат разборке и ремонту.
У карданных валов не допускаются вмятины, погнутости, пробоины трубы и другие механические повреждения.
У редукторов всех типов выявляют недостаток или загрязнение масла. Не допускаются посторонние шумы при работе редуктора, изломы зубьев шестерён, разрушение подшипников и зазоры в посадке шестерён и подшипников на валах.
Ослабление или повреждение предохранительных устройств или болтовых соединений не допускается. Если в пути следования обнаружат заклинивание редуктора или ослабление узла крепления ведущего шкива с зубчатой фиксацией, то на перегоне необходимо снять ремни и на ближайшем ПТО или в пункте формирования заменить редуктор или произвести перемонтаж узла крепления ведущего шкива с зубчатой фиксацией.
Болты и шпильки при ослаблении необходимо устанавливать с применением пластмассы или эпоксидного клея. Новые болты и шпильки изготавливают из стали 40Х.
Плоскоремённый привод должен иметь длину ремня, обеспечивающую отклонение генератора от вертикального положения на угол 8-15° в сторону ведущего шкива.
Ремень не должен иметь надрывов и расслоений, в деталях сшивки не допускаются повреждения. Смещение ведущего шкива выявляют по взаимному расположению ремня и шкивов, которое в исправном состоянии должно быть симметричным.
У привода генератора от средней части оси (рис. 9.4) недопустим сдвиг редуктора, который определяют по разрыву контрольных полосок, нанесённых с обеих сторон фланцев редуктора и вдоль оси колёсной пары, а также по выдавливанию резиновых вкладышей ведущего фланца.
Рис. 9.4. Привод от средней части оси:
— опорная скоба; 2 — кронштейн; 7 — корпуса момента опоры; — стержень опоры; — редуктор; — карданный вал; 7-— муфта сцепления
У фрикционных и эластичных муфт не допускаются разрушения и ослабление болтов крепления. В случае повреждений муфт приводов от средней части оси карданный вал демонтируют и на пункте формирования заменяют муфту.
При обнаружении сдвига редуктора вдоль оси на перегоне или промежуточной станции необходимо снять карданный вал, со скоростью не более 30 км/ч следовать до ближайшего ПТО или пункта формирования и заменить колесную пару. При обнаружении заклинивания подшипников полого вала в пути следования необходимо демонтировать карданный вал, опору момента с опорным и аварийным плечами, снять ведомый вал и следовать со скоростью не более 30 км/ч до ближайшего ПТО или пункта формирования. Редуктор при этом свободно вращается на оси.
При разрушении подшипников ведомого вала или излома шестерён, их заклинивании на перегоне или промежуточной станции следует отвернуть девять болтов ведомого вала М12х60 и три болта М12х40. Вместо трех болтов М12х40 ввернуть три отжимных болта М12х80 и вывести шестерни из зацепления. В таком положении ведомый вал необходимо зафиксировать тремя болтами Ml2x80 и следовать до ближайшего ПТО или пункта формирования, где необходимо заменить колёсную пару. Разрушение опоры момента определяют по наличию стуков и толчков при работе привода. При обнаружении такого дефекта необходимо снять карданный вал, принять меры к закреплению опоры, а в пункте формирования выполнить ремонт.
Приводы от торца оси колёсной пары не должны иметь ослабления шпилек крепления редуктора или промежуточной части. У приводного вала не должно быть обрывов и трещин в резиновых вкладышах шарниров, вмятин на корпусах шарниров и трубе. При обнаружении неисправностей приводного вала в пути следования его следует демонтировать и на пункте формирования или оборота произвести ремонт. Заклинивание редуктора можно выявить по обрыву резиновой предохранительной муфты, наличию посторонних шумов, нагреву редуктора.
Генератор при заклинивании редуктора не вырабатывает электроэнергию. При обнаружении заклинивания редуктора в пути следования его следует демонтировать, установить буксовую крышку, а на ближайшем ПТО произвести промежуточную ревизию буксового узла.
При контроле состояния приводов генератора на пунктах оборота л формирования пассажирских составов не допускается ставить в тоезда вагоны, приводы которых имеют:
-
просроченный или истекающий в пути следования срок ревизии привода;
■угловое перемещение карданного вала, измеренное на дуге диаметром 100 мм, которое у ступицы шарнира у привода от средней части оси достигает более 3 мм, а у приводов от торца оси — более 2,5 мм при измерении на дуге диаметром 120 мм у ступицы шарнира;
-
следы редукторного масла на диске колёсной пары или утечки масла через лабиринтное уплотнение;
-
недостаток или отсутствие смазки в игольчатых подшипниках или шлицевых соединениях карданных валов, которые можно выявить по наличию ржавчины;
-
некомплектность клиновых ремней.
Через шесть месяцев эксплуатации все приводы генератора подвергают техн и чес кой ревизии.
Техническая ревизия приводов производится также при неясности клейм предыдущей ревизии, при обнаружении в смазке редуктора посторонних примесей, при необходимости производства колёсным парам полного освидетельствования или после обточки колёсной пары с редукторным приводом от средней части оси.
Техническая ревизия выполняется в пунктах формирования составов и в отделениях по ремонту редукторно-карданных приводов вагонного, депо. Перед производством ревизии все узлы привода очищают от грязи и льда и протирают ветошью, смоченной в керосине или дизельном топливе. Ревизия приводов от средней части оси выполняется с выкаткой колёсной пары, а у приводов с клиноремённой передачей — без выкатки колёсных пар, если не требуется демонтаж ведущего шкива с зубчатой фиксацией. Редуктор привода от торца оси должен быть снят с вагона и разобран в ремонтном отделении. У редукторов всех типов проверяют состояние и износы шестерён, допуски на зазоры и биение в соответствии с техническими требованиями. Все выявленные неисправности в деталях приводов должны быть устранены. После выполнения работ по технической ревизии восстанавливают контрольные полосы и на корпусе хвостовика редукторно-карданных приводов наносят белилами надпись с указанием даты и места выполненных работ.
-
Ремонт текстропно-карданных приводов (ТК-2) и текстропно-редукторно- карданных приводов (ТРК)
При плановых ремонтах вагонов приводы ТК-2 и ТРК должны быть демонтированы с вагона, их узлы разобраны, осмотрены и отремонтированы.
Демонтаж приводов начинают разборкой натяжного устройства 5 (см. рис. 9.1 и 9.2). Для этого необходимо отвернуть контргайку и рычажную гайку, снять последовательно шайбу, пружины, втулку и опору пружины, а затем отсоединить болт от корпуса редуктора в приводе ТРК. Для снятия ремней редуктор с ведомым шкивом (или узел ведомого шкива ТК-2) отклонить в сторону колёсной пары и вручную удалить ремни из канавок шкивов. Затем снимают предохранительные скобы карданного вала и предохранительный болт (см. рис. 9.2) узла ведомого шкива или редуктора привода ТРК. Далее снимают карданный вал, разбирают его шарниры.
Для снятия редуктора или узла ведомого шкива необходимо вывесить их для разгрузки валика подвески и выбить валик легкими ударами молотка через латунную оправку или выпрессовать, используя съемник. При этом следует сохранить регулировочные шайбы подвески. Для демонтажа ведомого шкива к его ступице крепят съемник, винт которого упирается в торец вала. Наносить удары по боковым граням канавок и закреплять на них съемные устройства не допускается.
Вал узла ведомого шкива выпрессовывают из корпуса ударами молотка через латунную оправку после предварительного снятия подшипниковых крышек и пружинных колец.
Разборку редуктора (рис. 9.5) начинают со слива масла через нижнюю пробку, затем снимают смотровую крышку, сапун, масло- указатель, подшипниковые крышки и разбирают торцовое крепление подшипников. Валы редукторов выпрессовывают ударами молотка через латунную оправку по торцу вала или лёгким прессом.
Рис. 9.5. Редуктор привода ТРК:
Для разборки узла ведущего шкива (рис. 9.6) необходимо отвернуть болты 2 крепления крышки и снять крышку. Шкив снимают вывёртыванием двух диаметрально расположенных болтов крепления буксовой крышки 5. Для защиты шкива от деформации между болтами и шкивом установить прокладку толщиной 10-12 мм. Далее надо отвернуть болты и снять крышку. Затем следует отогнуть стопорную пластину и вывернуть два болта 10. Для удаления зубчатого сегмента следует ввернуть болты в его резьбовые отверстия до упора и выпрессовать первый сегмент. Второй сегмент снимется свободно. Далее необходимо снять крестовину и клиновые планки 8. Гайка б снимается с использованием рычажного или инерционного ключа. Отворачивать и заворачивать гайку ударами молотка или зубилом по ее граням не разрешается.
Износ ремней и канавок шкивов определяют до разборки по схеме, изображённой на рис. 9.3, б. После снятия ремней внимательно проверяют состояние их рабочих поверхностей, которые не должны иметь трещин, складок, тканевых заусенцев и срывов резины. Если выбраковывают хотя бы один ремень, весь комплект следует заменить.
— подшипники; — валик подвески; — втулка; 5 — вал ведомый; б — фланец; 7 — шестерня ведущая; — вал ведущий; — крышки подшипников; — шкив ведомый; — корпус редуктора
Ставить в один комплект ремни бывшие в употреблении и новые не допускается. Разница по длине ремней в одном комплекте — не более 2 мм. Шкивы с износами канавок протачивают на токарном станке, если оставшаяся толщина обода не
Рис. 9.6. Ведущий шкив ТРКП: а — общий вид; б — детали крепления ведущего шкива
менее 6 мм (рис. 9.7). После разборки детали крепления узла ведущего шкива осмотреть и выявить на рабочих поверхностях гаек, крестовин, зубчатых сегментов и клиновых планок наличие забоин и задиров, которые следует запилить. Гайки и сегменты с трещинами, отколами, вмятинами глубиной более 1,5 мм подлежат замене. Высота резьбовой части гайки должна быть не менее 33 мм. Состояние резьбы гайки проверяют на вытяжку. Для этого пластилином снимают слепок участка резьбы и замеряют профиль резьбовым щупом. При несимметричном расположении резьбового щупа по отношению к профилю слепка гайку следует заменить.
Валы редукторов и вал узла ведомого шкива привода ТК-2 подвергают магнитопорошковому контролю. Трещины в деталях не допускаются. В подшипниках замеряют радиальные и осевые зазоры, которые не должны превышать соответственно 0,05 и 0,065 мм.
У валов проверяют износ в месте установки уплотнений. Износ по диаметру вала не должен превышать 0,5 мм, а поверхность должна иметь чистоту полирования. Если одновременно разбирают несколько редукторов, не допускается обезличивать зубчатые пары, они должны быть установлены в свой корпус. Тщательно проверяется износ и
состояние рабочих поверхностей зубчатых колёс. Если на поверхности зубьев обнаружены трещины, выкрашивание металла более 20% рабочей поверхности, шестерни заменяют комплектно. Штангензубомером ШЗ18 определяют износ поверхности зуба, который не должен превышать 20% его первоначальной толщины.
клиновой канавки шкива:
— изношенная рабочая поверхность шкива; 2 — снимаемый слой металла
Призматические шпонки должны входить в пазы валов и колёс плотно. Размеры отверстий под подшипники в корпусе редуктора и узла ведомого шкива должны соответствовать чертёжным. Разбивка и развальцовка отверстий не разрешается. При повреждении в корпусе редуктора резьбовых отверстий для болтов подшипниковых крышек допускается один раз рассверлить и нарезать резьбу до ближайшего большего стандартного размера.
Износ валика в подвеске редуктора и узла ведомого шкива допускается не более 0,6 мм. При большем износе или при обрыве резьбы валика разрешается наплавка повреждённых мест с предварительным подогревом валика до температуры 250-300°С.
Износ втулок подвески по диаметру допускается не более 0,3 мм.
При ремонте карданного вала особое внимание следует обратить на состояние подшипников и крестовин. Иголки подшипников должны свободно проворачиваться в наружной обойме и не иметь выкрашивания металла.
Цапфы крестовин должны иметь гладкие поверхности без следов наминов иголками. Отремонтированный карданный вал подвергают динамической балансировке на специальном стенде. Допускаемый дисбаланс — не более 0,5 Н-см.
-
Сборка, регулировка и испытание приводов ТРК и ТК-2
Монтаж узла ведущего шкива (рис. 9.6) приводов ТРК и ТК-2 начинают с установки гайки резьбовую часть которой покрывают смазкой ЛЗ-ЦНИИ.[1]
Гайку следует навернуть с предварительным натягом 100-150 н-м без применения ударных нагрузок. Проверка положения гайки и её
окончательная затяжка производятся с применением специального шаблона (рис. 9.8), укрепленного на торце оси. После предварительной затяжки ось симметрии одного из зубьев гайки должна располагаться на шаблоне между рисками 13-19°. Если положение гайки не соответствует этому требованию, то регулировку производят подбором упорного кольца подшипника или заменой гайки. Применение регулировочных прокладок не допускается, так как это приводит к ослаблению узла крепления шкива. Окончательно затягивают гайку рычажным или инерционным ключом так, чтобы ось симметрии зуба располагалась напротив нулевой риски, что соответствует усилию затяжки 4-6 кН-м.
При переходе оси симметрии контрольного зуба нулевой риски монтаж производится заново. Далее следует смазать и установить клиновые планки прямым углом в паз оси, крестовину и зубчатые сегменты 11. Наклонные грани сегментов должны прилегать к крестовине. Детали закрепить болтами с тарельчатыми пружинами и стопорной пластиной 13. Болты следует затягивать поочерёдно усилием 50-60 н.м до полного сжатия тарельчатых пружин. При этом ударами молотка через медную прокладку дважды поджимают крестовину, а затем зубчатые секторы. Для закрепления болтов края пластины отгибают на грани болтов. Далее в буксу закладывают смазку ЛЗ-ЦНИИ, устанавливают крепительную крышку
Рис. 9.8. Положение специального шаблона при установке гайки ведущего шкива
ставят шпонку 7, шкив и закрепляют его крышкой с болтами и шайбами
3. Плотную посадку шкива обеспечивают ударами молотка через медную прокладку по торцу шкива и окончательно затягивают болты. Зазор между торцом гайки и торцом шкива, а также зазор между торцом лабиринта и торцом шкива должен быть не менее 2 мм. Для проверки качества сборки корпус буксы необходимо провернуть на оси и убедиться в отсутствии заеданий в лабиринтном уплотнении.
Монтаж узла ведомого шкива начинают с напрессовки на вал шарикового подшипника и внутреннего кольца роликового подшипника.
Их необходимо застопорить пружинными кольцами, а затем в корпус запрессовать наружное кольцо цилиндрического подшипника и вал с шариковым подшипником. Подшипники смазать смазкой ЖРО в количестве 0,55 кг и установить крышки с войлочными уплотнениями, закрепив их болтами с пружинными шайбами. Войлочные кольца перед установкой пропитывают в течение 20 мин разогретым до 80°С составом из 85% солидола Ж и 15% графита. На конусные поверхности вала устанавливают ведомый шкив и фланец, закрепив их гайками и шплинтами.
Сборку редуктора (см. рис. 9.5) привода ТРК начинают с запрессовки в его корпус наружного кольца роликового подшипника а на ведущий вал — внутреннего кольца. При запрессовке колец следует применять втулочные оправки для защиты посадочных поверхностей от задиров. Далее в корпус редуктора через смотровое окошко вводят ведущую шестерню 7 и напрессовывают её на вал, предварительно надев маслоотбойное кольцо и дистанционную втулку. Затем на вал и в корпус запрессовывают шариковый подшипник и закрепляют его плоской шайбой и болтами. После установки подшипниковых крышек в корпус редуктора вводят шестерню-вал и собирают его подшипниковые узлы. При сборке редуктора все свободные полости и поверхности смазывают консистентной смазкой.
Далее на корпус редуктора ставят сапун, крышку смотрового окна с резиновой прокладкой, сливную пробку и напрессовывают на конусные поверхности валов ведомый шкив и фланец 6. В завершение редуктор заправляют маслом круглогодичным типа ТС-Ю-ОТП в количестве 1,8 л до уровня, который определяют щупом по рискам в вертикальном положении редуктора. Не следует допускать избыток масла, что приводит к его утечкам через уплотнения крышек и сапун.
Шарнир подвески узла ведомого шкива смазывают шприцеванием солидолом Ж до появления смазки между регулировочными шайбами.
На срок службы клиновых ремней в большой степени влияет правильное взаимное расположение шкивов. Отклонение от одноплоскостного расположения шкивов и взаимное смещение их торцов не должно превышать 5 мм.
Регулировку производят постановкой шайб между кронштейном рамы тележки и втулкой, приваренной к корпусу редуктора или корпусу узла ведомого шкива. Осевое перемещение узла ведомого шкива в кронштейне подвески и редуктора ТРКП в шарнире подвески не должно превышать 1 мм.
При сборке шарниров карданного вала на крестовину одевают уплотнения и вводят её в кардан и фланец, а затем попарно запрессовывают игольчатые подшипники и крепят их крышками. Затем карданный вал собирают по шлицевому соединению. В процессе сборки в игольчатые подшипники крестовин закладывают смазку № 158, а в шлицевое соединение — солидол Ж.
Собранный карданный вал устанавливают между генератором и редуктором или узлом ведомого шкива, крепят болтами с корончатыми гайками и шплинтуют. Под гайки следует устанавливать пружинные шайбы. Зазоры между фланцами соединяемых узлов не допустимы.
На редуктор, узел ведомого шкива и карданный вал должны быть установлены предохранительные устройства.
Клиновые ремни устанавливают в последнюю очередь, вручную, без применения каких-либо приспособлений.
Регулировку натяжения выполняют поджатием пружины натяжного устройства до рабочей высоты 110+2 мм у привода ТК-2 и до 100±5 — у привода ТРКП.
Редукторы до постановки на вагон испытывают на стенде в течение 5 мин в каждую сторону на холостом ходу и по 20 мин под нагрузкой 8,5 кВт при частоте вращения ведущего вала 1380 мин’1. Исправное состояние определяют по отсутствию посторонних шумов и течи масла. Допустимый нагрев корпуса редуктора—не более 70°С.
-
Ремонт редукторно-карданных приводов от средней части оси типа ВБА-32/2, EUK-160-1M
Полную разборку редуктора со снятием его деталей со средней части оси производят при необходимости ремонта колёсной пары со сменой элементов или при обнаружении в деталях неисправностей, требующих их замены. Для определения неисправностей в деталях редуктора перед разборкой колесную пару ставят на стенд, из редуктора сливают масло и промывают дизельным топливом или керосином с добавкой 5-7% масла Далее детали редуктора осматривают и проверяют основные параметры.
Щупом измеряют зазор между разъемными частями корпусов для резиновых колец и нажимными кольцами. Резиновые кольца необходимо заменять, если зазор составляет 0,2 мм и менее.
Необходимо проверить биение корпуса редуктора относительно оси колесной пары специальными индикаторными приспособления
ми. У редукторов ВБА-32/2 и EUK-160-1M допускается биение по фланцам корпуса редуктора до 0,15 мм, а по фланцу блока малой шестерни — не более 0,1 мм. При проверке колесную пару следует прокручивать и на слух определять неисправности подшипников. Если подшипники имеют значительные износы, изломы, трещины и раковины на дорожках качения, то проворот оси будет затруднен, стрелка индикатора имеет скачкообразные подергивания, из подшипника слышно пересыпание роликов. Суммарный осевой зазор в подшипниках полого вала, проверяемый индикатором, должен быть для редукторов ВБА-32/2 в пределах 0,3-0,5 мм, а для редукторов EUK-160-1M — 0,18-0,25 мм.
Увеличение зазора больше нормы происходит из-за неправильной сборки редуктора или недопустимых износов подшипников.
Для контроля зазора в зацеплении шестерен (рис. 9.9) у редуктора снимают крышку, устанавливают основание штатива на корпус редуктора крепят его болтом и устанавливают индикатор по оси малой шестерни на середине зуба. Ось колесной пары закрепляют неподвижно, а вал малой шестерни поворачивают за фланец в обе стороны до лёгкого соударения зубьев. Стрелка индикатора указывает зазор, который должен быть у редуктора ВБА-32/2 в пределах 0,12-0,19 мм, а у редукторов EUK-160-1M — 0,2-0,3 мм.
Результаты проверок заносят в журнал и определяют объем разбо- рочных работ.
Рис. 9.9. Измерение зазоров в сцеплении шестерен приводов от средней части оси
При разборке на сопрягаемые детали наносят керном риски или отметки, по которым при последующей сборке определяют их первоначальное положение.
При плановых видах ремонта вагонов следует производить демонтаж блока малой шестерни. Для этого следует открутить болты его крепления и в резьбовые отверстия монтажного стакана ввинтить три демонтажных болта, с помощью которых блок малой шестерни выжимают из корпуса. После удаления болта, крепящего упорную
шайбу на торце хвостовика шестерни, выполняют разборку блока малой шестерни на прессе в соответствии с рис. 9.10.
Наиболее ответственные детали приводов от средней части оси при периодических видах ремонта подлежат неразрушающему магнитопорошковому контролю.
К ним относятся: вал опоры момента, вал малой шестерни, полый вал, карданный вал. Трещины в деталях не допускаются и ремонту не подлежат.
При замене резиновых колец их поверхности перед установкой на ось обезжиривают промыванием в водном растворе 1 %-ного хозяйственного мыла при температуре 30-40°С с последующим ополаскиванием тёплой, чистой водой и просушиванием. Поверхности оси колесной пары также должны быть очищены от грязи и масла. На поверхностях резиновых деталей не должно быть трещин и надрывов.
Полые валы подлежат замене при наличии трещин, отколов или износа более 4 мм.
Рис. 9.10. Демонтаж блока малой шестерни привода ВБА-32/2:
а — положение блока малой шестерни при выпрессовке вала; б — положение блока малой шестерни при выпрессовке подшипников
Хвостовик малой шестерни проверяют на биение, которое не должно превышать более 0,04 мм. Изношенные посадочные места под подшипники у валов допускается восстанавливать хромированием металлизацией.
Шлицевой фланец устанавливается на шлицевой конец вала с натягом до 0,001 мм. Разработка шлицевых канавок допускается не более 0,01 мм от чертежного размера.[2]
Подшипники промывают в бензине с добавлением 4-6% масла, осматривают и проверяют на легкость вращения.
Подшипники выбраковывают при обнаружении раковин, трещин, темных пятен и задиров на поверхностях качения. Наличие пятен синего цвета свидетельствует о работе подшипников с чрезмерным нагревом, который имеет место из-за неправильной регулировки зазоров при монтаже или из- за недостатка масла. У исправных подшипников следует замерить радиальный зазор. При установке на вал новых подшипников следует измерить также диаметр колец для обеспечения их плотной посадки.
Ведущая и ведомые шестерни выбраковывают по требованиям, указанным при ремонте редуктора ТРКП.
В лабиринтных крышках, соединительных фланцах, монтажных стаканах, маслоотбойных кольцах, корпусах редукторов могут быть забоины и заусенцы, которые следует зачистить надфилем и шлифовальной шкуркой № 6 с добавлением масла. Канавки и отверстия для подвода масла в монтажных стаканах и других деталях прочищают и продувают сжатым воздухом.
В корпусах редукторов допускается ремонтировать изношенные резьбовые отверстия сваркой с последующей нарезкой. Особое внимание следует уделить контролю диаметров и отсутствию недопустимой овальности в посадочных отверстиях редукторов, приводных колец, а также в посадочных местах под подшипники, шестерни, приводные кольца на валах шестерен и полых валах.
Все резиновые прокладки кольца при капитальном ремонте ставят новыми, а при деповском ремонте и их можно повторно использовать, если в них нет трещин, вырывов, вмятин от деталей.
Войлочные уплотнительные кольца карданных валов при плановых ремонтах следует заменить новыми. Пресс-масленки и каналы для подвода смазки в крестовинах промывают в бензине и продувают сжатым воздухом. Игольчатые подшипники с повреждениями подлежат замене. Заменяют также крестовины с износами более нормы шипов по диаметру и длине. Крестовины устанавливают в комплекте с подшипниками. Изношенные отверстия под подшипники у вилок можно ремонтировать проточкой на токарном станке до ближайшего большего градационного размера, постановкой ремонтной втулки или металлизацией посадочных поверхностей. На трубе вала могут быть вмятины и протертости от предохранительных скоб не более 0,2 мм.
Изношенное шлицевое соединение вала допускается восстановить наплавкой и механической обработкой до ремонтных размеров, а втулки — на протяжном станке. В этом случае на втулке и торце вала наносят клейма Р1 или Р2 (1 -й или 2-й ремонтные размеры).
Отремонтированные сваркой карданные валы подвергают динамической балансировке. Дисбаланс устраняют приваркой пластин.
При ремонте муфт сцепления необходимо проверить износ фрикционных накладок, который считается допустимым, если расстояние от поверхности фрикционной накладки до головки заклёпок не менее 0,5 мм. Если на поверхности накладок есть риски более 0,3 мм глубиной, их необходимо проточить. Изношенные накладки заменяют новыми, изготовленными из асбестовой ленты. Крепят накладки латунными заклёпками или клеем ВС-ЮТ, предварительно обезжирив поверхность диска ацетоном. Детали муфт с изломами и трещинами заменяют, а риски и коррозия устраняется шлифовальной шкуркой. Под просевшие пружины можно ставить регулировочные прокладки, обеспечивающие их необходимое нажатие.
Наибольшее отклонение по массе грузиков одного комплекта не более 3%. Собранная муфта подвергается балансировке высверливанием металла с торца бурта муфты.
Монтаж привода на оси выполняют до напрессовки колес. Детали, устанавливаемые с натягом, должны нагреваться в ванне с трансформаторным маслом. В процессе сборки привода выполняют необходимые контрольные и регулировочные работы с использованием индикаторных приспособлений и разнообразной технологической оснастки.
После сборки узла блока малой шестерни осевой зазор подшипников контролируют индикатором (рис. 9.11), который должен быть в пределах 0,07-0,09 мм. Во время выполнения проверки наружные кольца подшипников прижимаются к монтажному стакану тремя зажимами 3. Регулировку необходимого зазора выполняют гайкой и контргайкой, которые стопорятся загибанием шайбы на их грани.
Надежная работа зубчатого зацепления зависит от точности его сборки. Правильность зацепления определяют замером зазора в зацеплении, который регулируется прокладками под боковые крышки, а также по расположению пятна контакта на поверхности зуба шестерён (рис. 9.12). При выполнении этой проверки на зубья малой шестерни наносят белила и проворачивают на полный оборот большую шестерню. При правильном зацеплении контактные пятна располагаются на середине боковых граней зубьев шестерён и должны быть не менее 45% высоты зуба и не менее 65% его длины. При смещении пятен регу-
лировку производят перемещением шестерён по направлению стрелок в соответствии с рис. 9.12.
Рис. 9.11. Контроль осевого зазора подшипников блокамалой шестерни редуктора EUK-160-1M
Следует проверить осевые зазоры подшипников полого вала, биение корпуса редуктора относительно оси колёсной пары и биение фланца ведомой шестерни. Редукторы, отвечающие требованиям, заполняют маслом ТС- 10 ОТП и испытывают на стенде, вращая по 90 мин в каждую сторону, из них 30 мин — без нагрузки и 60 мин под нагрузкой 40 кВт и частоте вращения до 900 мин»1.
Ш
После испытания редукторы снаружи окрашивают эмалью ПФ-115, а на оси наносят белилами полосу шириной 30-40 мм в месте её прилегания к редуктору.
Рис. 9.12. Проверка зубчатого зацепления шестерен:
а— неудовлетворительные отпечатки;б— удовлетворительные отпечатки соответственно верхние без нагрузки, нижние — под нагрузкой
| Видео (кликните для воспроизведения). |
Источники:
- Устройство автомобиля ЗИЛ-5301 «Бычок» (комплект из 25 плакатов). — М.: Третий Рим, 2010. — 114 c.
- Литвиненко, В. В. Электрооборудование автомобилей ВАЗ-2110, -2111, -2112 / В.В. Литвиненко. — М.: За рулем, 2007. — 168 c.
- Выгонов, В. В. Автомобили и оружие. Модели для мальчиков / В.В. Выгонов, С.В. Столярова. — М.: АСТ-Пресс Книга, 2016. — 172 c.
Ремонт приводов автомобиля
Оценка 5 проголосовавших: 1

Позвольте представиться на нашем сайте. Я Сергей Сколкин. Я уже более 6 лет работаю автомехаником. В настоящее время являюсь специалистом в этом направлении, хочу подсказать всем посетителям сайта как решать разнообразные задачи.
Все данные для сайта собраны и тщательно переработаны с целью донести в доступном виде всю необходимую информацию. Перед применением описанного на сайте всегда необходима ОБЯЗАТЕЛЬНАЯ консультация с профессионалами.