Руководство «Анализ измерительных систем. MSA»
 Цель данного документа – дать руководящие принципы для выбора процедур аттестации измерительных систем, применяемых в автомобильной промышленности. Под измерительной системой понимается совокупность всех факторов, влияющих на результат измерения, в том числе: контрольно-измерительное оборудование, методика проведения измерений, персонал, программное обеспечение и т. д.
Цель данного документа – дать руководящие принципы для выбора процедур аттестации измерительных систем, применяемых в автомобильной промышленности. Под измерительной системой понимается совокупность всех факторов, влияющих на результат измерения, в том числе: контрольно-измерительное оборудование, методика проведения измерений, персонал, программное обеспечение и т. д.
На базе данного руководства разработан ГОСТ 51814.6 Анализ измерительных и контрольных процессов
В руководстве предложены методы оценки и критерии приемлемости измерительных систем по следующим статистическим характеристикам:
- смещение;
- линейность;
- сходимость;
- воспроизводимость;
- стабильность.
Руководство содержит удобные типовые бланки для сбора и анализа данных.
Вы можете:
- Купить официальное руководство MSA
- Пройти обучение по SPC и MSA
- Пройти обучение по MSA
Консультирование предприятия при проведении работ по анализу измерительных систем MSA
Анализ измерительной системы MSA
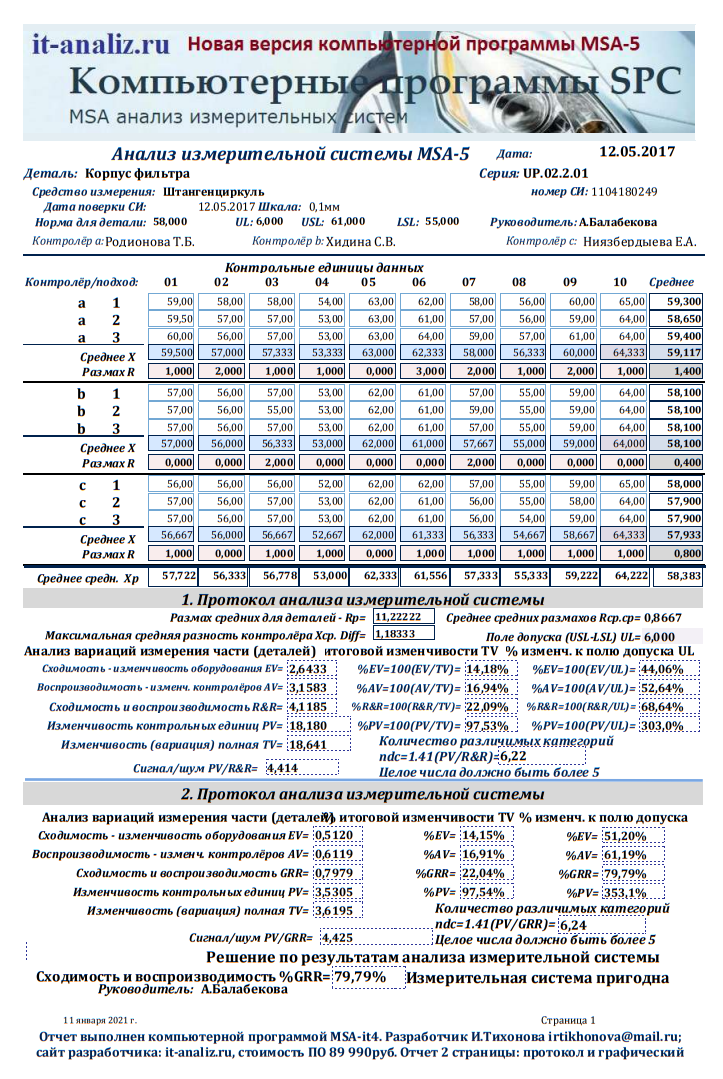
В 2021 году, разработана и запущена новая компьютерная программа MSA-5.
Данная версия содержит два протокола анализа измерительной системы. Получена возможность напечатать первую страницу отчёта: таблицу и два протокола на одной странице №1 и отдельно, на странице №2 вывести на печать графический анализ измерительной системы. Появилась возможность вывести на печать (перевести в формат PDF и сохранить) весь протокол Analiz-5 на двух страницах. Это делает вашу работу эффективней, чем в предыдущей версии.
Прежде, чем принять решение о внедрении SPC на производстве, вы должны быть уверены в том, что ваша измерительная система пригодна!
Управлять можно только тем, что можно измерить. © Уолтер Шухарт
Ваши измерения правильны? Надо проверить! Только компьютерная программа MSA-5 способна оценить: средство измерения СИ, среду измерения, методы и работу (компетентность) контролёров.
 Если измерительная система не пригодна – вы не способны контролировать процесс!
Если измерительная система не пригодна – вы не способны контролировать процесс!
Анализ измерительной системы MSA по оценке параметров процессов.
Заказать БЕСПЛАТНО пробную версию компьютерной программы MSA: Инструкция к пробной версии ПО MSA
Для оценки (измерения) характеристик продукции и процессов необходимо минимизировать риск того, что несоответствие измерительной системы может привести к ложным решениям при контроле продукции и к излишнему регулированию процесса.
Измерительная система включает в себя: средство измерения СИ (поверенное, калиброванное), правило проведения измерений (методика, навыки оператора), измеряемый объект (нередко с нестабильными, изменчивыми характеристиками).
Демоверсия компьютерной программы MSA предоставляется по запросу!
Папка PPAP Production Part Approval Process для подтверждения того, что продукт соответствуеттребованиям заказчика!
(Key Product Characteristics/ Ключевые характеристики продукта КХП ) направляются потребителям продукции (деталей) на машиностроительные предприятия, для заключения договора (контракта) на поставки деталей/компонентов.
Папка PPAP содержит:
· Протоколы MSA- подтверждение пригодности измерительнойсистемы по всем КХП.
· Протоколы SPC- подтверждение воспроизводимости процесса расчёты Cp; Cpk по всем ККХ.
· Протоколы SPC- подтверждение пригодности продукта расчёты Pp; Ppk по всем КХП.
· Протоколы FMEA (PFMEA, DFMEA) по стадии проектирования и постоянного мониторинга.
MSA (анализ измерительных систем) включает в себя определение:
§разрешающей способности;
§точности;
§отклонений от линейности;


IATF 16949 определено, что результаты Анализа измерительной системы (MSA) оцениваются по значению %R&R (Третье издание руководства по MSA по значению %GRR– Gage Repeatabilily and Reproducibility):
Рекомендации по оценке измерительного процесса по значению %R&R
Метод РИС:


Компьютерные программы SPC, MSA, FMEA (базы данных)
Разделы презентаций
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Геометрия
- Информатика
- История
- Литература
- Математика
- Медицина
- Музыка
- МХК
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Немецкий язык
- Французский язык
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Экология
- Экономика
- Детские презентации
- Шаблоны, фоны презентаций
- Разное
- Образование
- Искусство
- Юриспруденция
- Маркетинг
- Менеджмент
- Страхование
- Логистика
Вы можете изучить и скачать доклад-презентацию на
тему Анализ измерительных процессов MSA
( Measurement System Analysis ).
Презентация на заданную тему содержит 43 слайдов. Для просмотра воспользуйтесь
проигрывателем,
если материал оказался полезным для Вас — поделитесь им с друзьями с
помощью социальных кнопок и добавьте наш сайт презентаций в закладки!
Презентации»
Образование»
Анализ измерительных процессов MSA
( Measurement System Analysis )






Слайды и текст этой презентации
Слайд 1
Описание слайда:
Слайд 2
Описание слайда:
Слайд 3
Описание слайда:
Слайд 4
Описание слайда:
Слайд 5
Описание слайда:
Слайд 6
Описание слайда:
Слайд 7
Описание слайда:
Слайд 8
Описание слайда:
Слайд 9
Описание слайда:
Слайд 10
Описание слайда:
Слайд 11
Описание слайда:
Слайд 12
Описание слайда:
Слайд 13
Описание слайда:
Слайд 14
Описание слайда:
Слайд 15
Описание слайда:
Слайд 16
Описание слайда:
Слайд 17
Описание слайда:
Слайд 18
Описание слайда:
Слайд 19
Описание слайда:
Слайд 20
Описание слайда:
Слайд 21
Описание слайда:
Слайд 22
Описание слайда:
Слайд 23
Описание слайда:
Слайд 24
Описание слайда:
Слайд 25
Описание слайда:
Слайд 26
Описание слайда:
Слайд 27
Описание слайда:
Слайд 28
Описание слайда:
Слайд 29
Описание слайда:
Слайд 30
Описание слайда:
Слайд 31
Описание слайда:
Слайд 32
Описание слайда:
Слайд 33
Описание слайда:
Слайд 34
Описание слайда:
Слайд 35
Описание слайда:
Слайд 36
Описание слайда:
Слайд 37
Описание слайда:
Слайд 38
Описание слайда:
Слайд 39
Описание слайда:
Слайд 40
Описание слайда:
Слайд 41
Описание слайда:
Слайд 42
Описание слайда:
Слайд 43
Описание слайда:
Скачать презентацию на тему Анализ измерительных процессов MSA
( Measurement System Analysis ) можно ниже:
Отправить на email
Скачать
Tags
Анализ измерительных процессов MSA
( Measurement System Analysis )
Похожие презентации
Сочинения о любимой книге учащихс…
22137 просмотров

Репродуктивное здоровье человека …
4197 просмотров
Возникновение Москвы
10133 просмотра
Предпосылки правомерного поведени…
3542 просмотра
Берегите природу
5743 просмотра
Эволюция человека 11 класс
6437 просмотров
Морфемный и словообразовательный …
4604 просмотра
Тема человек и книга в истории ци…
2043 просмотра
Я и моя профессия – автомеханик
5391 просмотр

Экологические проблемы Санкт-Пете…
3969 просмотров
Правописание удвоенных согласных …
2685 просмотров
Подземные воды 2 класс
2539 просмотров

Города-герои Мурманск
2919 просмотров
Профессия повар, кондитер
4928 просмотров
Кроссворд-проверка «Второстепенны…
7162 просмотра
Что растёт на подоконнике и на кл…
3516 просмотров

Речевое развитие детей с ТНР в иг…
2300 просмотров
Занятие по риторике вежливый отка…
7797 просмотров

Технология изготовления изделия (…
2220 просмотров
ИНСТРУКЦИИ ПО ТЕХНИКЕ БЕЗОПАСНОСТ…
7113 просмотров
Волки
2769 просмотров

Птицы Красной книги
2203 просмотра

Классный час Зимующие птицы 1-4 к…
6888 просмотров
Джонатан Свифт Путешествие Гуллив…
4955 просмотров
Редкие и исчезающие виды растений…
9123 просмотра
Уроки вежливости 2 класс
5759 просмотров

ОГЭ Русский язык. Практикум. Зада…
4267 просмотров

Совы (2 класс)
4604 просмотра

Почвы. Охрана почв
3189 просмотров
Вышивка крестом
5845 просмотров
Отправить презентацию на почту
0%
Презентация успешно отправлена!
Ошибка! Введите корректный Email!
1
Первый слайд презентации
Анализ измерительных процессов MSA
( Measurement System Analysis )
")
Изображение слайда
ИСТОЧНИКИ ИНФОРМАЦИИ
1. ГОСТ Р ИСО 5725-1-2002. Точность (правильность и прецизионность ) методов и результатов измерений. Основные положения и определения.
2. ГОСТ Р 50779.10-2000 (ИСО 3534.1-93). Статистические методы. Вероятность и основы статистики. Термины и определения.
3. РМГ 29-2013. Рекомендации ГСИ. Метрология. Основные термины и определения.
4. ГОСТ Р 51814.5-2005. СМК в автомобилестроении. Анализ измерительных и контрольных процессов.
5. Анализ измерительных систем. MSA (третья версия). Пер. с англ. – Н.Новгород: СМЦ «Приоритет».
")
Изображение слайда
Цели MSA
Согласно ГОСТ51814.5-2005 анализ измерительных и контрольных процессов целесообразно применять для :
— первоначального оценивания параметров статистических характеристик измерительных и контрольных процессов для параметров автомобильных компонентов, а также параметров процессов их производства на стадии подготовки производства ;
— периодического подтверждения статистических характеристик измерительных и контрольных процессов между проведениями поверок/калибровок средств измерений и контроля;
— внеочередного подтверждения статистических характеристик измерительных и контрольных процессов в случаях замены, модернизации, ремонта средств измерительной техники, изменения технологического процесса, увеличения количества несоответствий измеряемого параметра и т. д.
")
Изображение слайда
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Измерение – нахождение значения величины опытным путем с применением специальных технических средств.
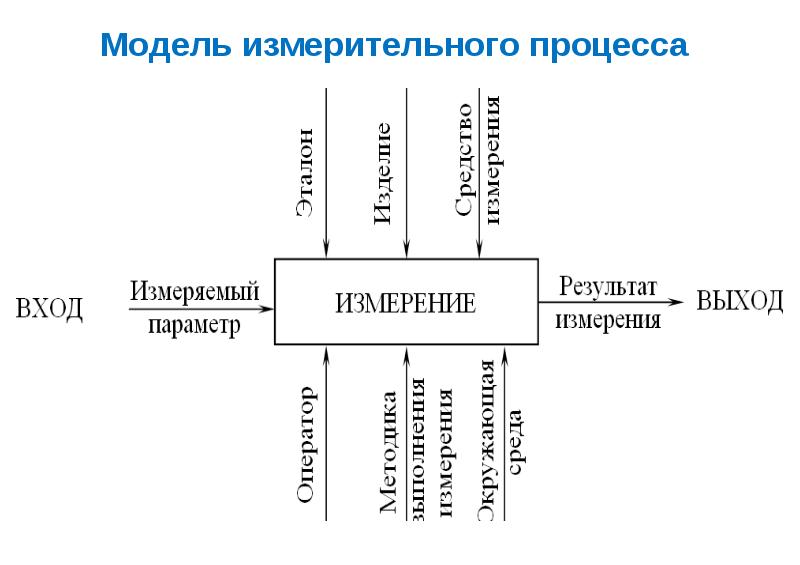
Измерительный процесс – процесс, преобразу-ющий значение измеряемого параметра в результат измерения посредством использования ресурсов (средств измерительной техники и другого оборудо-вания, оператора, окружающей среды и т.д.), регулируемый методикой выполнения измерения.
")
Изображение слайда
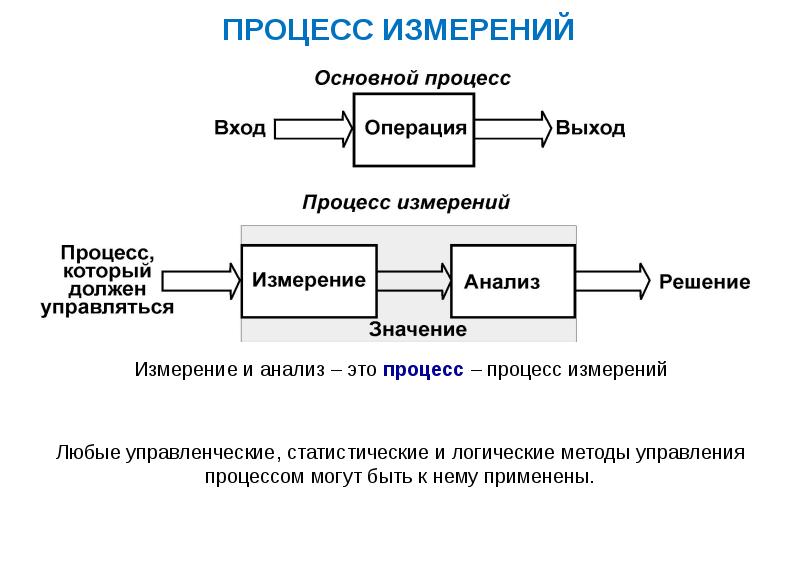
ПРОЦЕСС ИЗМЕРЕНИЙ
Измерение и анализ – это процесс – процесс измерений
Любые управленческие, статистические и логические методы управления процессом могут быть к нему применены.
Ю
")
Изображение слайда
Модель измерительного процесса
")
Изображение слайда
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Средство измерений – техническое средство, предназначенное для измерений и имеющее нормированные (установленные) метрологические характеристики.
Измерительная система – совокупность средств измерений и других средств измерительной техники, размещенных в разных точках объекта измерения, функционально объединенных с целью измерений одной или нескольких величин, свойственных этому объекту.
")
Изображение слайда
Измерительная система
Для контроля по допуску
Для слежения за процессом
КЛАССИФИКАЦИЯ ИЗМЕРИТЕЛЬНЫХ СИСТЕМ
")
Изображение слайда
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Поверка средств измерений
Поверке подвергают средства измерений, исполь-зуемые в сферах деятельности, где государственный метрологический контроль и надзор являются обяза-тельными.
Поверка СИ – это установление органом государ —
ственной метрологической службы (или другим офи-циально уполномоченным органом, организацией) пригодности измерений к применению на основании экспериментально определяемых метрологических характеристик и подтверждения их соответствия установленным обязательным требованиям.
")
Изображение слайда
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Калибровка средств измерения
В сферах деятельности, где государственный метроло-гический надзор и контроль не является обязательным, для обеспечения метрологической исправности средств измерений применяется калибровка.
Калибровка средств измерения – совокупность операций, устанавливающих соотношение между значе-нием величины, полученным с помощью данного СИ и соответствующим значением величины, определенным с помощью эталона с целью определения действительных метрологических характеристик этого СИ.
")
Изображение слайда
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Результат калибровки
• Калибровка позволяет оценить погрешности показания средства измерения, измерительной системы или меры, или приписать значения отметкам произвольных шкал.
• Результат калибровки может выражаться в виде поправки или калибровочного коэффициента или калибровочной кривой.
• Результат калибровки удостоверяется калибровочным знаком или свидетельством о калибровке.
")
Изображение слайда
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Истинное значение
Истинное значение величины ─ значение, идеальным образом характеризующее в качественном и количественном отношении соответствующую величину.
Истинное значение:
─ это значение, которое могло быть получено в результате совершенного измерения;
─ по своей природе неопределимо.
Предполагаемое истинное значение измеряемого параметра ─ это значение параметра, полученное экспериментальным путем и настолько близко к истинному значению, что в поставленной измерительной задаче может быть использовано в качестве истинного значения.
")
Изображение слайда
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Опорное значение
Опорное значение величины ─ значение величины, используемое как основа для сравнения со значением величины того же рода.
Опорным значением величины при оценке системати-ческой погрешности измерения (смещения среднего арифме-тического значения) ─ является измеренное значение величины эталона.
Опорным значением величины при оценке случайной погрешности измерения (сходимости и воспроизводимости результатов измерений) ─ является среднее значение, которое получается в результате бесконечного числа повторных измерений одной и той же величины.
")
Изображение слайда
Показатели качества измерительного процесса
")
Изображение слайда
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Точность измерений является характеристикой качества измерений, отражающая близость к нулю погрешности его результата. Для описания точности измерений в ГОСТ Р ИСО 5725.1-2002 «Точность (правильность и прецизионность ) методов и резуль-татов измерений» используют два термина:
правильность и прецизионность.
Правильность характеризует степень близости среднего арифметического значения большого числа результатов измерений к истинному значению и оценивается смещением среднего арифметического значения при многократных измерениях ФВ от истинного значения.
")
Изображение слайда
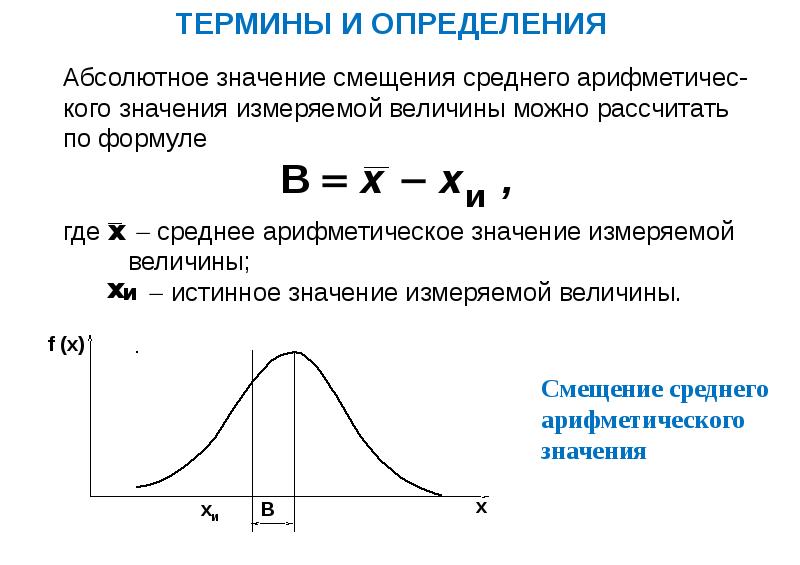
Абсолютное значение смещения среднего арифметичес-кого значения измеряемой величины можно рассчитать по формуле
где среднее арифметическое значение измеряемой величины;
истинное значение измеряемой величины.
Смещение среднего арифметического значения
В
х
х и
f (х)
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
")
Изображение слайда
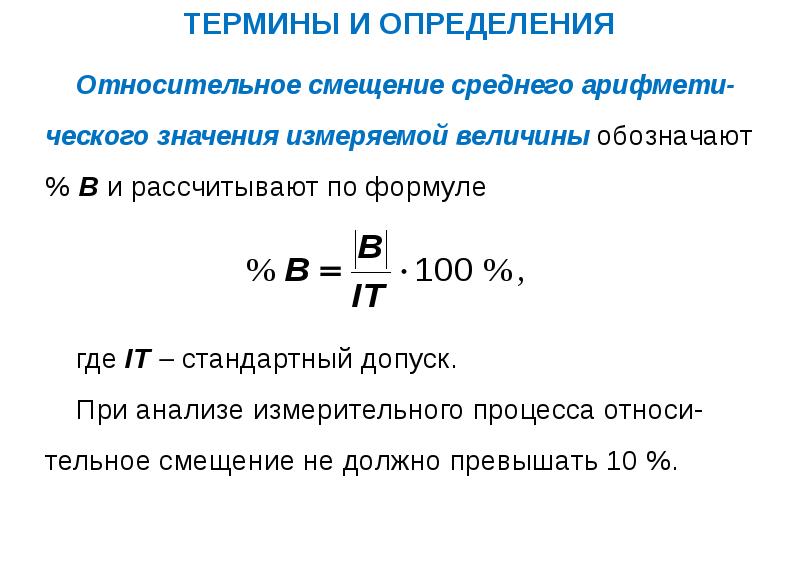
Относительное смещение среднего арифмети — ческого значения измеряемой величины обозначают % В и рассчитывают по формуле
где IT стандартный допуск.
При анализе измерительного процесса относи-тельное смещение не должно превышать 10 %.
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
")
Изображение слайда
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Возможные причины чрезмерного смещения :
средство измерения нуждается в калибровке;
износ средства измерения;
износ или повреждение эталона, погрешность эталона;
ошибочное применение средства измерения;
погрешности метода измерения в установке, базировании, креплении, методике;
деформация (прибора или детали);
влияние окружающей среды: температура, влажность, вибрация, грязь;
ошибки оператора (контролера): квалификация контролера, утомляемость, ошибки наблюдения (считываемость, параллакс) и др.
")
Изображение слайда
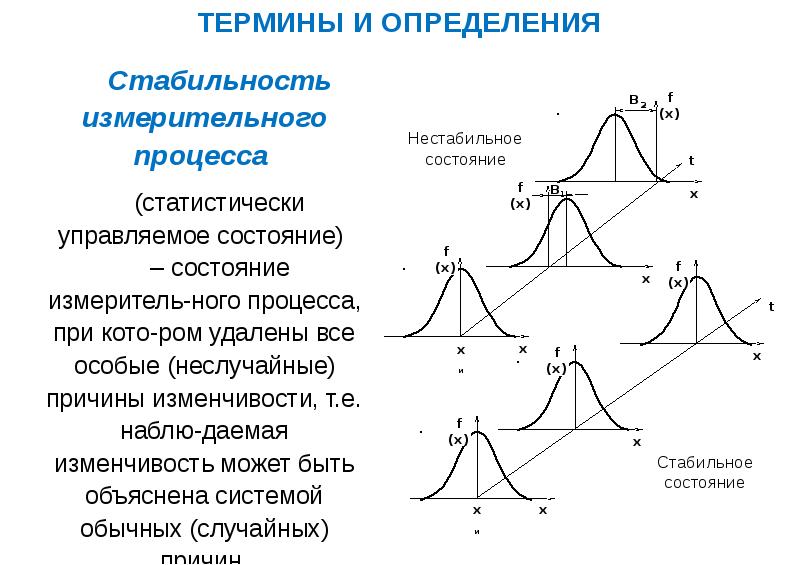
Стабильность измерительного процесса
(статистически управляемое состояние)
– состояние измеритель-ного процесса, при кото-ром удалены все особые (неслучайные) причины изменчивости, т.е. наблю-даемая изменчивость может быть объяснена системой обычных (случайных) причин.
f (x)
f (x)
t
x
f (x)
f (x)
f (x)
f (x)
x
x
x
х и
х и
x
x
t
В 2
В 1
Нестабильное состояние
Стабильное состояние
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
")
Изображение слайда
Прецизионность результатов измерений – степень близости друг к другу независимых результатов измерений, полученных в конкретных регламентированных условиях.
Прецизионность зависит только от случайных погрешностей и не имеет отношения к истинному значению измеряемой величины.
Прецизионность является общим термином для выражения изменчивости повторяющихся измере-ний и включает в себя сходимость и воспроизво-димость результатов измерений.
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
")
Изображение слайда
Сходимость результатов измерений (сходимость измерений) – это близость друг к другу результатов измере-ний одной и той же величины, выполненных повторно одними и теми же средствами, одним и тем же методом в одинаковых условиях и с одинаковой тщательностью ( EV – Equipment variation ).
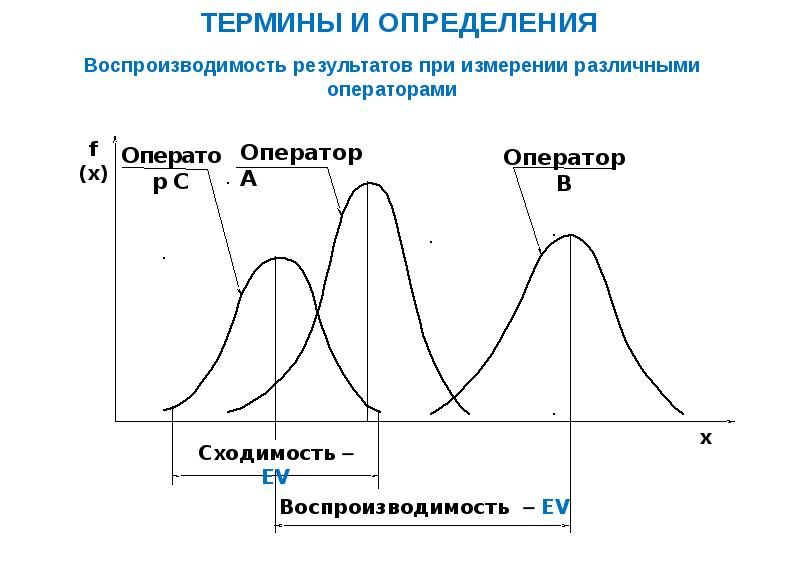
Воспроизводимость результатов измерений ( воспроизводимость измерений) – это близость результа — тов измерений одной и той же величины, полученных в раз — личных местах, разными методами, разными средствами, разными операторами, в разное время, но приведенных к одним и тем же условиям измерений (температуре, давлению, влажности и др.) (см. рис.). Воспроизводимость, также как и сходимость, количественно может быть выражена СКП результата измерения ( AV – Appraiser variation ).
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
")
Изображение слайда
Воспроизводимость EV
Оператор С
Оператор В
Оператор А
Сходимость EV
х
f (х)
Воспроизводимость результатов при измерении различными операторами
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
")
Изображение слайда
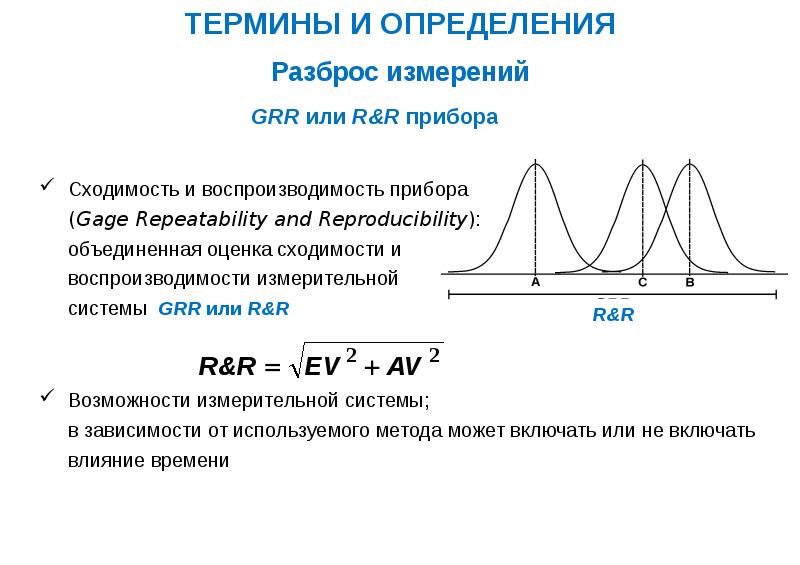
Сходимость и воспроизводимость прибора ( Gage Repeatability and Reproducibility ) : объединенная оценка сходимости и воспроизводимости измерительной системы GRR или R&R
Возможности измерительной системы; в зависимости от используемого метода может включать или не включать влияние времени
GRR или R&R прибора
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Разброс измерений
R&R
")
Изображение слайда
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Возможные причины плохой сходимости :
деталь (образец): отклонения формы, расположения поверхностей,
чистота поверхности, устойчивость образцов;
инструмент (прибор): требует ремонта, износ, плохое качество или
эксплуатация;
эталон: качество, класс, износ;
погрешности метода: изменчивость в установке, технике, установке
нуля, держании, зажиме, плотности точек;
ошибки контролера: техника, недостаток опыта или навыка, способность, утомляемость;
окружающая среда: краткосрочные колебания температуры, вибрация, освещение, чистота;
ошибочные применения измерительного прибора.
")
Изображение слайда
Достоверность измерений определяется степенью доверия к результату измерения и характеризуется вероятностью того, что истин-ное значение измеряемой величины находится в указанных пределах интервала результата измерения от х – до х + .
Как следует из анализа погрешностей, досто-верность измерений – это близость к нулю случайной или неисключенной систематичес-кой погрешности.
")
Изображение слайда
ИСТОЧНИКИ ИЗМЕНЧИВОСТИ ИС
Модель SWIPE.
Причинно-следственная диаграмма
")
Изображение слайда
ФУНДАМЕНТАЛЬНЫЕ ХАРАКТЕРИСТИКИ ИЗМЕРИТЕЛЬНОЙ СИСТЕМЫ
Адекватная разрешающая способность и чувствительность. Правило: 10 к 1.
Статистически управляемое состояние измерительной системы.
Малая изменчивость измерительной системы по сравнению с допуском при контроле продукции.
Эффективное разрешение и малая изменчивость измерительной системы по сравнению с изменчивостью производственного процесса, в случае, когда измерительная система используется для слежения за процессом.
Статистические характеристики измерительной системы могут быть различными в пределах нормального рабочего диапазона. В этом случае наибольшая изменчивость измерительной системы должна быть мала по сравнению с изменчивостью процесса и допуском.
")
Изображение слайда
РАЗРЕШАЮЩАЯ СПОСОБНОСТЬ
СРЕДСТВА ИЗМЕРЕНИЯ
Разрешающая способность средства измерения наименьшая разность между показаниями, которая может быть заметно различима.
Численное значение разрешающей способности обычно величина наименьшего значения на шкале средства измерения.
Общее эмпирическое правило MSA разрешающая способность средства измерения должна составлять, по крайней мере, одну десятую измеряемого диапазона.
Традиционно этот диапазон берется равным допуску на продукцию. Это соответствует философии непрерывного улучшения.
")
Изображение слайда
ОЦЕНКА АДЕКВАТНОСТИ РАЗРЕШАЮЩЕЙ СПОСОБНОСТИ
Наилучшей индикацией адекватности разрешающей способности являются карты размахов процесса ( SPC ).
Измерения выполнены средством измерения с неадекватной разрешающей способностью, если:
карта размахов показывает только 1, 2 или 3 возможные величины, находящиеся в пределах контрольных границ ( LCL UCL ) ;
карта размахов показывает 4 возможные величины в пределах контрольных границ и более ¼ рамахов карта размахов показывает нулевые.
")
Изображение слайда
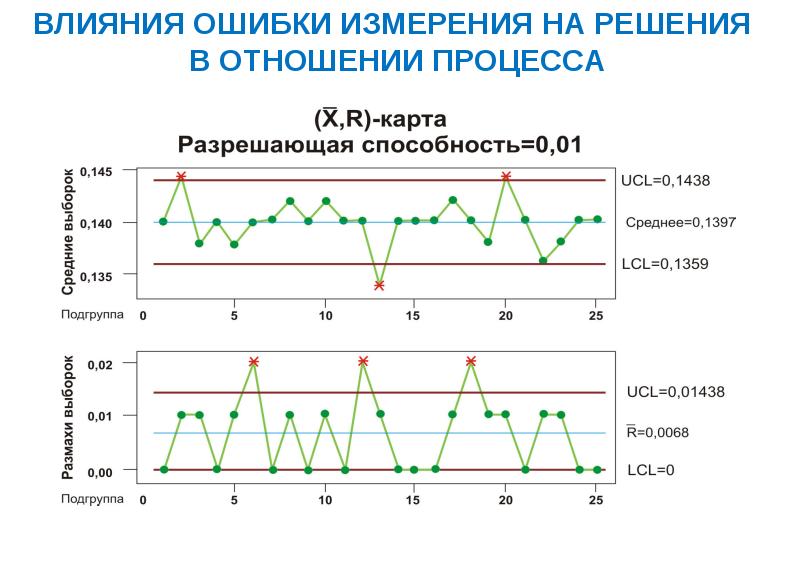
ВЛИЯНИЯ ОШИБКИ ИЗМЕРЕНИЯ НА РЕШЕНИЯ В ОТНОШЕНИИ ПРОЦЕССА
")
Изображение слайда
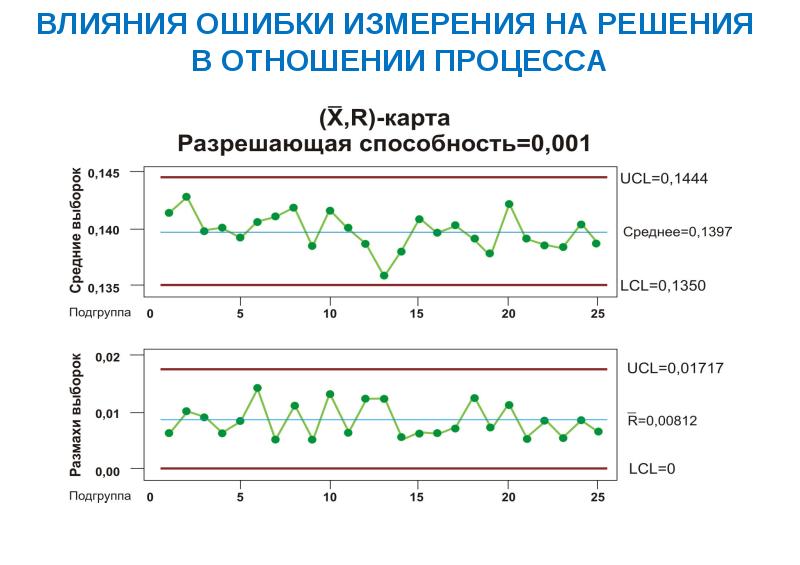
ВЛИЯНИЯ ОШИБКИ ИЗМЕРЕНИЯ НА РЕШЕНИЯ В ОТНОШЕНИИ ПРОЦЕССА
")
Изображение слайда
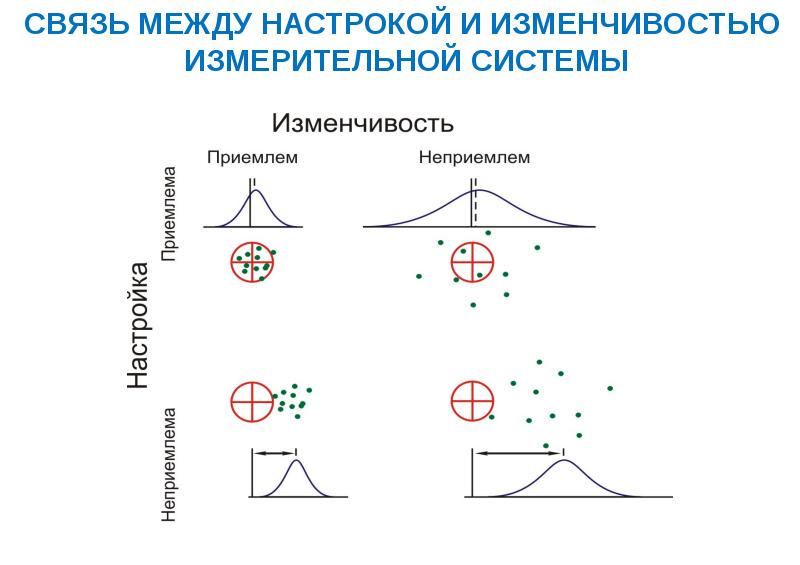
СВЯЗЬ МЕЖДУ НАСТРОКОЙ И ИЗМЕНЧИВОСТЬЮ ИЗМЕРИТЕЛЬНОЙ СИСТЕМЫ
")
Изображение слайда
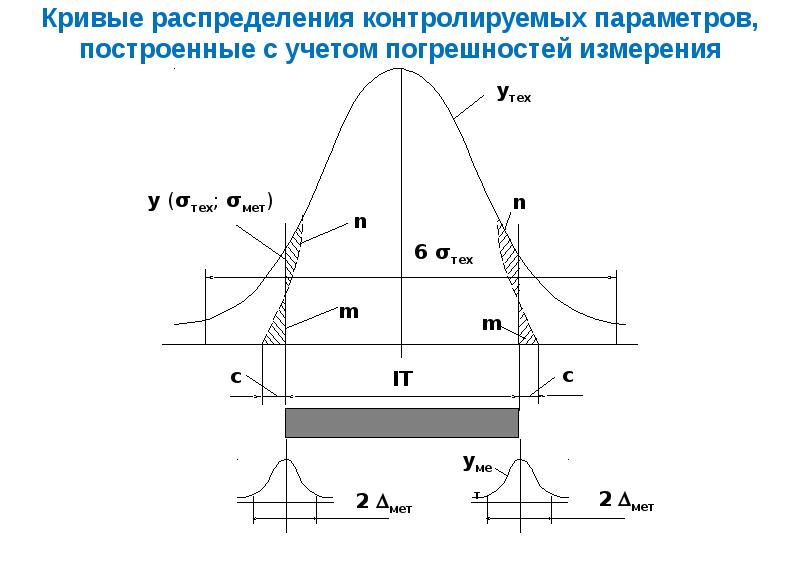
6 σ тех
m
m
n
n
c
c
IT
2 мет
2 мет
у ( σ тех ; σ мет )
у тех
у мет
Кривые распределения контролируемых параметров, построенные с учетом погрешностей измерения
")
Изображение слайда
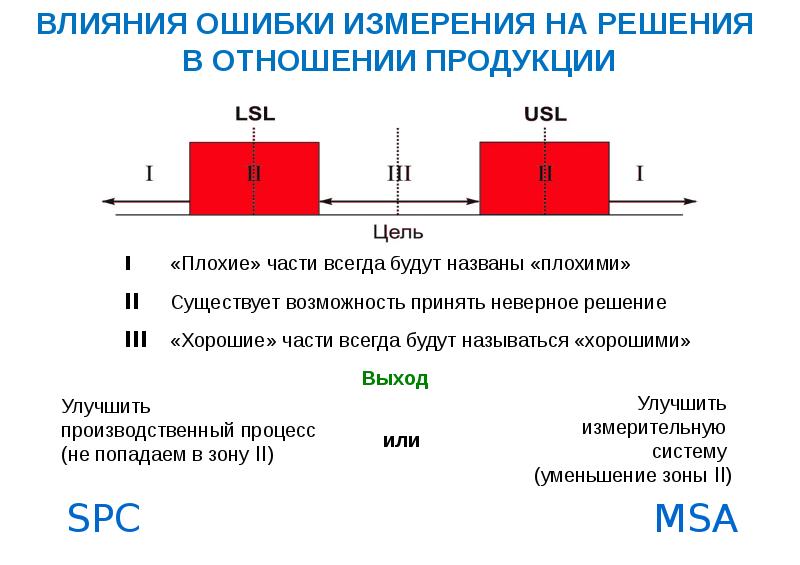
I «Плохие» части всегда будут названы «плохими»
II Существует возможность принять неверное решение
III «Хорошие» части всегда будут называться «хорошими»
Выход
Улучшить производственный процесс
(не попадаем в зону II )
или
Улучшить
измерительную
систему
(уменьшение зоны II )
SPC
MSA
ВЛИЯНИЯ ОШИБКИ ИЗМЕРЕНИЯ НА РЕШЕНИЯ В ОТНОШЕНИИ ПРОДУКЦИИ
")
Изображение слайда
В соответствии с ГОСТ Р 51814.5-2005 анализ качества измерительных процессов, входящих в состав технологических процессов, производится в следующей последовательности:
1) исследования измерительного процесса на стабильность;
2) в случае нестабильного измерительного
процесса устранение особых причин измен-
чивости ;
3) оценка смещения измерительного процесса;
Последовательность MSA
")
Изображение слайда
4) оценка сходимости и воспроизводимости
результатов измерений;
5) в случае неприемлемых сходимости и
воспроизводимости результатов измерений
анализ причин повышенной изменчивости,
проводят корректирующие действия,
осуществление корректирующих действий,
повторная оценка сходимости и воспроизводимости.
Последовательность MSA
")
Изображение слайда
Схема оценивания статистических характеристик измерительного процесса
")
Изображение слайда
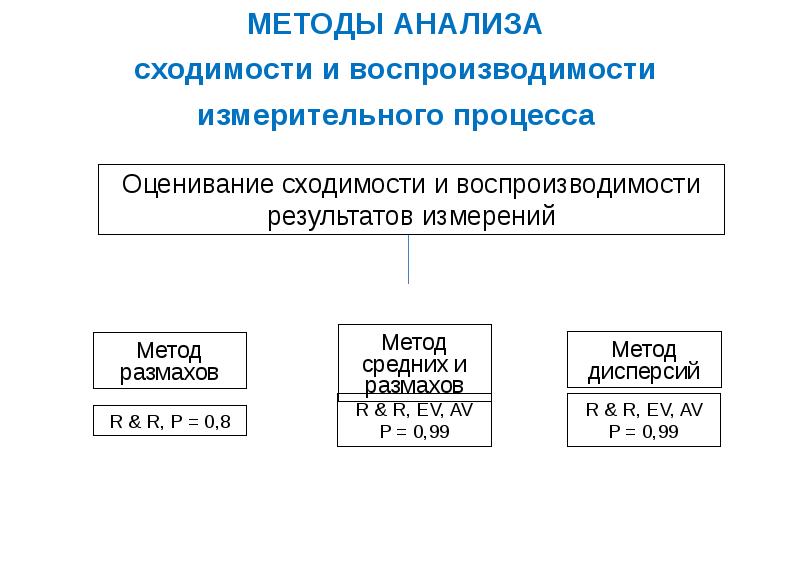
МЕТОДЫ АНАЛИЗА
сходимости и воспроизводимости
измерительного процесса
Оценивание сходимости и воспроизводимости результатов измерений
Метод размахов
R & R, P = 0,8
Метод средних и размахов
R & R, EV, AV
P = 0, 99
Метод дисперсий
R & R, EV, AV
P = 0, 99
")
Изображение слайда
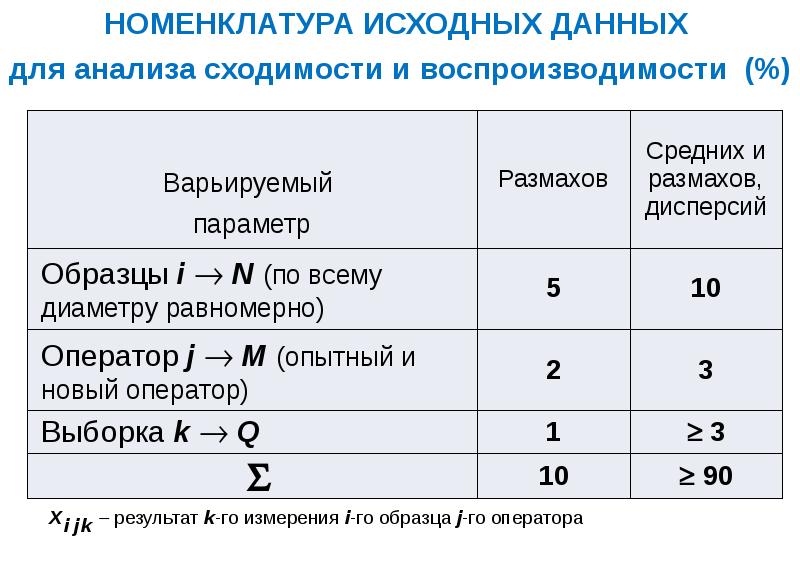
НОМЕНКЛАТУРА ИСХОДНЫХ ДАННЫХ
для анализа сходимости и воспроизводимости (%)
Метод
результат k — го измерения i — го образца j — го оператора
Варьируемый
параметр
Размахов
Средних и размахов, дисперсий
Образцы i N (по всему диаметру равномерно)
5
10
Оператор j M (опытный и новый оператор)
2
3
Выборка k Q
1
3
10
90
")
Изображение слайда
Контролер / Попытка
ЧАСТЬ
СРЕДНЕЕ
1
2
3
4
5
6
7
8
9
10
А 1
2
3
Среднее
Размах
В 1
2
3
Среднее
Размах
С 1
2
3
Среднее
Размах
Среднее по части
[ кол-во контролеров = ] =
*
* D 4 = 3,27 для двух попыток и 2,58 для трех попыток. UCL R характеризует предел значений R. Обведите те, которые выходят за данный предел. Выясните причину и исправьте ее. Повторите данные замеры, используя того же контролера и ту же часть или исключите данные из анализа, пересчитав и значение предела для оставшихся данных.
З амечания: _______________________________________________________________________________________________________________________
ТАБЛИЦА СБОРА ДАННЫХ для оценки сходимости и воспроизводимости
измерительной системы по количественному признаку
Оценка
изменчивости
")
Изображение слайда
Составляющие изменчивости измерительного процесса
Оценка СКО
Значение составляющей изменчивости
Относительные значения составляющих изменчивости
относительно поля допуска
относительно полной изменчивости
Сходимость
S e
EV
EV CL
EV TV
Воспроизводимость
AV
AV SL
AV TV
Сходимость и воспроизводимость
―
R & R
R&R SL
R&R TV
Изменчивость параметра образца
S p
PV
PV SL
PV TV
Полная изменчивость
―
TV
―
―
Вывод
Протокол сходимости и воспроизводимости измерительного процесса
")
Изображение слайда
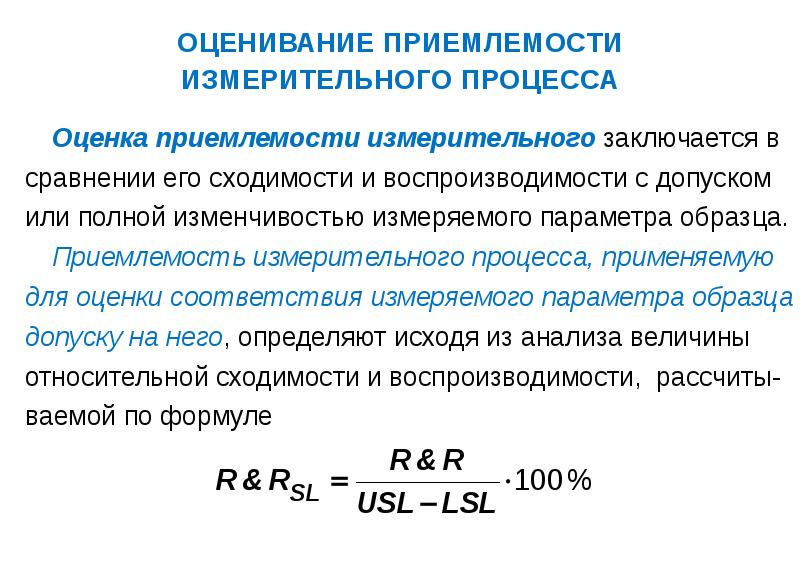
ОЦЕНИВАНИЕ ПРИЕМЛЕМОСТИ ИЗМЕРИТЕЛЬНОГО ПРОЦЕССА
Оценка приемлемости измерительного заключается в сравнении его сходимости и воспроизводимости с допуском или полной изменчивостью измеряемого параметра образца.
Приемлемость измерительного процесса, применяемую для оценки соответствия измеряемого параметра образца допуску на него, определяют исходя из анализа величины относительной сходимости и воспроизводимости, рассчиты-ваемой по формуле
")
Изображение слайда
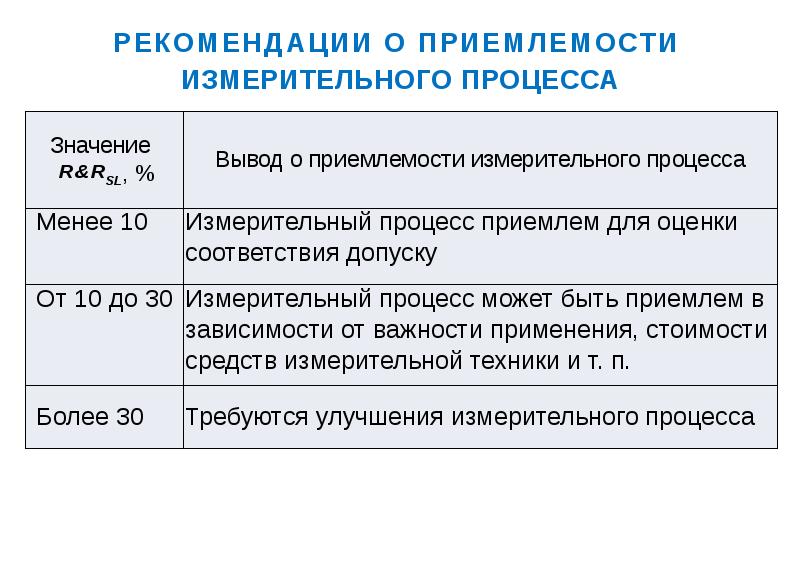
РЕКОМЕНДАЦИИ О ПРИЕМЛЕМОСТИ
ИЗМЕРИТЕЛЬНОГО ПРОЦЕССА
Значение
, %
Вывод о приемлемости измерительного процесса
Менее 10
Измерительный процесс приемлем для оценки соответствия допуску
От 10 до 30
Измерительный процесс может быть приемлем в зависимости от важности применения, стоимости средств измерительной техники и т. п.
Более 30
Требуются улучшения измерительного процесса
")
Изображение слайда