Краткая инструкция по установке и запуску Режущего плоттера Сreation
1) Установить USB драйвер CH340SER.exe (Плоттер должен быть отключен от компьютера)
2) Подключаем USB-кабель напрямую в материнскую плату (сзади системного блока)
3) Включить питание плоттера
4) Заходим в диспетчер устройств: Мой компьютер => Свойства => Диспетчер устройств => Порты (СOM и LTP) => USB Serial port => Свойства => Параметры порта => Скорость (бит/c) => Выставляем 38400 => Ок
5) Правой кнопкой кликнуть на USB Serial port => Обновить конфигурацию оборудования.
6) Перезагружаем компьютер.
7) Снова проверяем скорость порта (Пункт 4)
 Установка плагина для CorelDraw. Открываем на диске файл CorelDraw(12, X3, X4, X5, X6, X7) Plug-in V1.3beta23_Setup.exe
Установка плагина для CorelDraw. Открываем на диске файл CorelDraw(12, X3, X4, X5, X6, X7) Plug-in V1.3beta23_Setup.exe
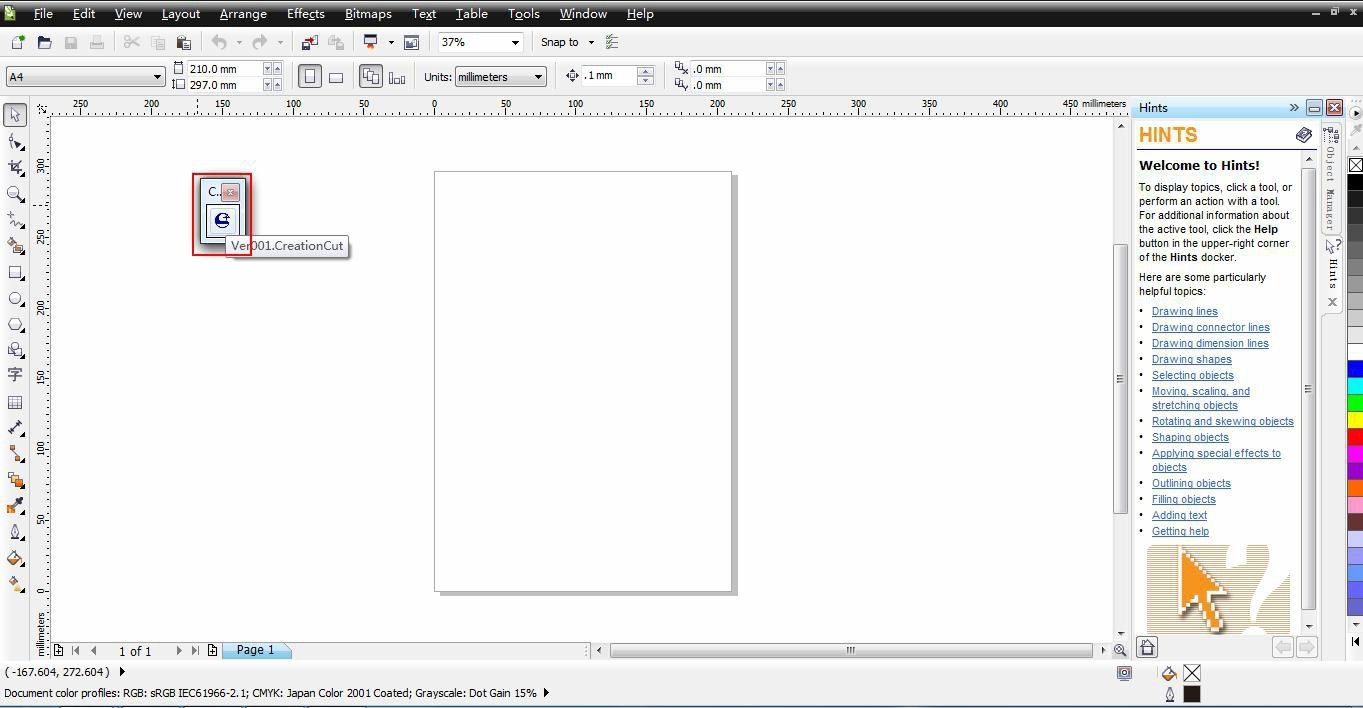
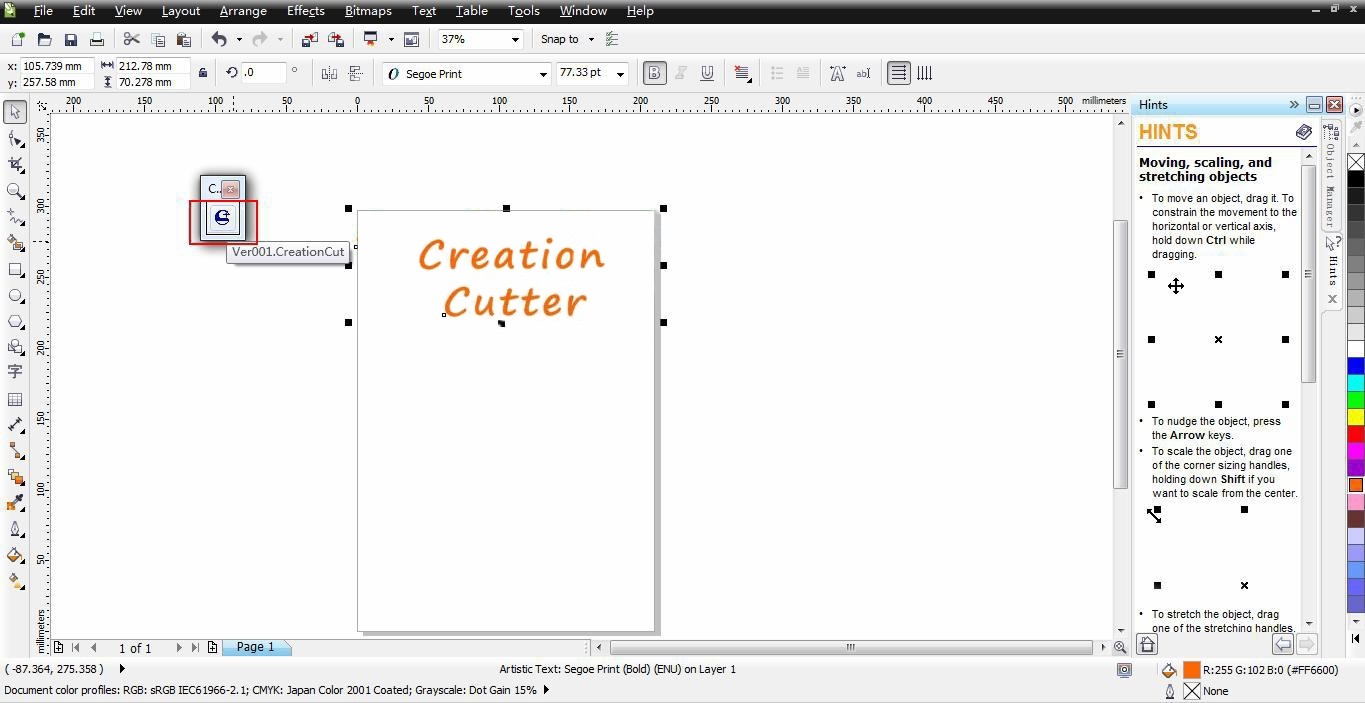
9) Запускаем программу CorelDraw, должна появиться иконка «Creation Cut»

10) Создаем объект, убираем заливку, выставляем сверхтонкий абрис.
11) Выделяем объект и нажимаем на иконку «Creation Cut»
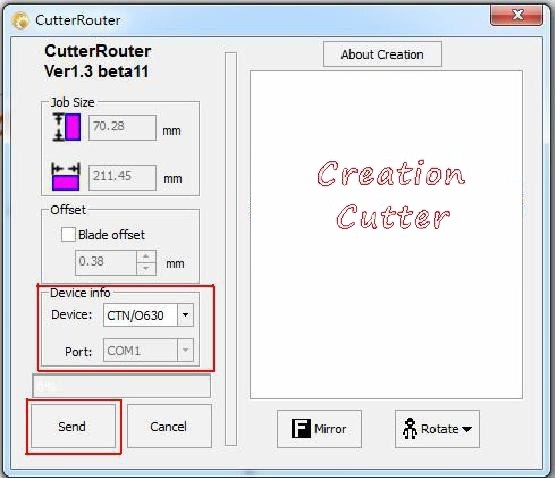
12) Выбираем модель устройства и порт устройства (пункта 4)
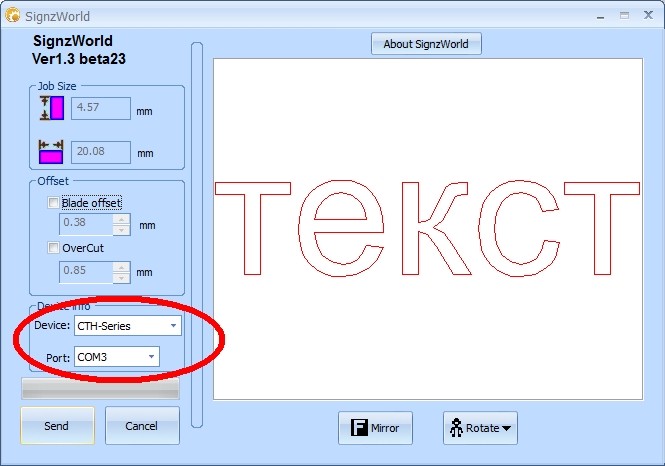
13) Отправляем на резку кнопкой «Send»
В диспетчере устройств и в программе Flexi номер порта и скорость порта должны быть выставлены одинаково.
Внимание! Перед тем как делать Контурную Резку, на плоттере серии СТ-Н важно установить компенсацию от лазера до ножа.
Как это сделать:
• На листе бумаги рисуем точку и ставим в эту точку стержень (ручка, идет в комплекте).
• Нажимаем On Line (на дисплее плоттера указано х=0 у=0)
• Нажимаем “MODE” до тех пор пока на экране не появится “LaserOEF”
• Нажимаем стрелку «вверх», появится надпить “LastrON”, загорится лазер,
• Нажимаем “Original button” (круг с перекрестием), появляются параметры LX-LY перемещаем лазер на точку
• Нажимаем “Original button” (круг с перекрестием),
• Нажимаем “On Line”.
• Компенсация установлена, плоттер готов к работе.
Компенсацию делать каждый раз не нужно, так как она сохраняется в памяти
плоттера.
• Чтобы включить компенсацию, нажимаем On Line
• Нажимаем “MODE” до тех пор, пока на экране не появится “LaserOFF”
• Нажимаем стрелку «вверх», появится надпить “LaserON”, далее нажимаем “On Line”.
СБОРКА СТОЙКИ
(комплектуется модель СТ-900Н и СТ-1200Н, для модели СТ-630Н опционально)

УСТАНОВКА НОЖА
Установите нож в держатель как показано на рисунке:

НАСТРОЙКА ВЫЛЕТА НОЖА
(на примере самоклеящейся пленки)

УСТАНОВКА ДЕРЖАТЕЛЯ НОЖА В КАРЕТКУ

Ослабьте зажимной винт.
Вставьте держатель ножа в каретку.
Зафиксируйте положение держателя винтом.
Установка драйвера USB
Вставьте компакт диск в привод вашего компьютера. Найдите папку с драйвером вашей модели плоттера. Дважды щелкните левой кнопкой мыши по файлу CDM20802_Setup.ЕХЕ. На мониторе вашего компьютера появится окно

После установки окно закроется автоматически.
Подключите плоттер к компьютеру с помощью USB кабеля. Включите плоттер. На мониторе вашего компьютера появится диалоговое окно


Выберите «Автоматическая установка» и нажмите «Далее».
Ждем окончания процесса установки

После окончания установки появится окно

Жмем «Готово». Окно автоматически закроется.
ВАЖНО! В настройках порта, который будет присвоен плоттеру после установки драйвера, нужно установить скорость передачи данных порта 38400 битс
Описание
Внешний вид

| 1 — левая крышка | 11 — навигационные клавиши |
| 2 — ограничительный выключатель | 12 — правая крышка (под ней материнская плата плоттера) |
| 3 — прижимной ролик | 13 — последовательный порт (COM) |
| 4 — направляющая каретки | 14 — USB порт |
| 5 — верхняя крышка | 15 — ручка опускания ролика |
| 6 — каретка | 16 — нижняя крышка (под ней блок питания, плата управления, вентилятор) |
| 7 — держатель ножа | 17 — ножка |
| 8 — винт держателя ножа | 18 — разъем для подключения шнура питания 220В |
| 9 — функциональные клавиши | 19 — выключатель |
| 10 — дисплей |
Панель управления

| 1 — Up (Вверх) | 6 — Left (Влево) |
| 2 — Pause/Continue (Пауза/Продолжить) | 7 — Backward (Назад) |
| 3 — Online (Онлайн) | 8 — Clearance (Очистка) |
| 4 — Down (Вниз) | 9 — Right (Вправо) |
| 5 — Mode (Режим) | 10 — Forward (Вперед) |
Основные действия
Включение плоттера
1 — Убедитесь, что выключатель питания плоттера находится в положении «OFF»(«Выключено»).
2 — Подключите кабель питания плоттера к соответствующему разъему и включите плоттер.
Загрузка материала
Вы можете как листовой материал, так и рулонный.
1 — поднимите ручки опускания прижимного ролика
2 — вставьте материал между роликами и рабочей поверхностью плоттера

3 — опустите прижимные ролики

ПРИМЕЧАНИЕ:
|
При использовании рулонного |
При использовании листового материала |

4 — настройте положение роликов и материала так, чтобы
от края материала было 1-10см запаса
5 — располагайте материал или настраивайте ролики
так, чтобы материал всегда был прижат минимум
двумя (2-мя) роликами

Эксплуатационная инструкция
Информация на дисплее после включения плоттера
|
Первая и вторая строчки показывают название модели |
 |
|
После загрузки плоттера появится следующая информация (см. рисунок). |
 |
|
На этом рисунке показаны координаты каретки. |
 |
Информация на дисплее во время работы плоттера
|
Во время резки вы можете нажать на кнопку «Пауза» чтобы приостановить резку. |
 |
Настройка давления ножа
|
После включения плоттера и установки нулевой точки координат |
 |
Настройка скорости резки
|
После включения плоттера и установки нулевой точки координат |
 |
Проверка давления ножа
В режиме настройки координат каретки нажмите на кнопку «Пауза»
Плоттер вырежет квадрат. Вы можете отрегулировать давление в соответствии с результатами.
Расширенные настройки параметров
Расширенные настройки параметров включают в себя несколько настроек, в том числе настройка пропорций на оси Х и Y.
ВАЖНО: ПЕРЕД ИЗМЕНЕНИЕМ ЭТИХ ПАРАМЕТРОВ СДЕЛАЙТЕ ТЕСТ САМОДИАГНОСТИКИ, ПРОВЕРЬТЕ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ, СБРОСЬТЕ ВСЕ НАСТРОЙКИ НА ЗАВОДСКИЕ ИЛИ НА НАСТРОЙКИ ПО УМОЛЧАНИЮ.
Первый параметр. Настройка пропорциональности оси Х.
|
Нажмите кнопку «Mode» 4 раза для входа в режим настройки. |
 |
Второй параметр. Настройка пропорциональности оси Y.
|
Нажмите кнопку «Mode» 5 раз для входа в режим настройки. |
 |
Третий параметр. Модель плоттера.
|
Эта информация отображается при включении плоттера |
 |
Четвертый параметр. Самодиагностика.
|
Нажмите кнопку «Пауза», когда плоттер находится в |
 |
Пятый параметр. Сброс на заводские настройки.
|
Нажмите кнопку «Пауза», когда плоттер находится в |
 |
Смещение ножа
Если плоттер не дорезает контур во время резки, то вам необходимо настроить смещение в программном обеспечении (пожалуйста, читайте руководство вашего программного обеспечения).

Если во время резки правые углы не под прямым углом — пожалуйста, установите остроугольную компенсации (Sharp-angled compensation) в вашем программном обеспечении.
ВНИМАНИЕ: изменяя значение смещения вы должны следовать реальной ситуации, как показано ниже:

При использовании специализированного программного обеспечения мы рекомендуем выбирать высокую точность выхода (high precision output).
Возможные неисправности и методы их устраненния
Вопрос: Будут ли искажены буквы/цифры/символы при размере меньше 1см?
Ответ: При резке мелких букв/цифр/символов настраивайте смещение. Например в программе «ArtCut»:
- Нажмите «plotting output». Появится новое окно.
- Нажмите «Set».
- В появившемся окне нажмите «compensation setting»
- Выберите «Sharp-angled compensation» и настройте значение смещения
Компенсация колеблется в пределах 0.1-0.7, чаще всего мы устанавливаем значение 0,25. Кроме того, скорость резки должна быть установлена ниже 20.
Вопрос: Почему есть дополнительный ход после и во время резки?
Ответ: — Проверьте нож. Если кончик ножа движется из стороны в сторону, то замените держатель.
— Если есть независимые от коррекций искажения букв/цифр/символов, то замените ваше программное обеспечение.
— Проверьте правильность подготовки файлов (макетов) для резки.
Вопрос: Почему кривые вырезаются зигзагообразно?
Ответ: Двигатели режущего плоттера обладают высокой мощностью и высокой скоростью. Необходимо регулировать скорость резки в зависимости от размера букв/цифр/символов. Для вырезания небольших символов на глянцевых пленках рекомендуемое значение скорости составляет не более 40. В большинстве случаев оптимальная скорость резки лежит в пределах 50-60. Для резки большого количества больших символов скорость резки может составлять 70-80. Таким образом вам необходимо выставлять скорость в соответствии с размером вырезаемых символов. Ниже приведена таблица с рекомендуемыми параметрами.
|
Размер шрифта (мм) |
Рекомендуемая скорость (мм) |
|
<10 |
10 – 20 |
|
10 – 30 |
30 |
|
30 – 50 |
40 – 50 |
|
50 – 500 |
60 |
|
>500 |
70 – 80 |
Вопрос: Почему бумага отклоняется («уходит» в сторону) при большой длине?
Ответ: Кронштейн подачи рулонного материала должен быть параллелен рабочей поверхности плоттера и прижимным роликам. Материал должен заправляться ровно, без изгибов и замятий. Если один из прижимных роликов изношен, то его необходимо заменить. Вы можете регулировать силу прижима роликов, тем самым компенсируя прижим изношенных роликов. При очень сильном прижиме ролики стираются быстрее.
Вопрос: Почему при касании металлических частей плоттера чувствуется покалывание?
Ответ: Заземление плоттера выполнено надлежащим образом. Убедитесь, что ваша сеть заземлена.
Вопрос: Почему разрез не гладкий?
Ответ: Режущая часть ножа слишком длинная. Настройте вылет ножа. Нож затуплен. Замените нож.
Вопрос: Почему плоттер царапает линию перед началом резки?
Ответ: Если плоттер выключить во время резки, в памяти остается информация о последней работе. Так как работа была прервана некорректно плоттер будет пытаться освободить память от оставшейся информации. Для решения этой проблемы выключите и включите плоттер.
Вопрос: Не работает ЖК-дисплей или отображаются черные (зависит от дисплея) квадраты.
Ответ: Проверьте шнур питания, если не работает дисплей. Если на дисплее черные квадраты, то необходимо проверить напряжение питания сети.
Вопрос: Почему плоттер не может закрыть (не дорезает) некоторые символы?
Ответ: Потому что нож плоттера имеет эксцентричное строение. Для устранения этого необходимо настроить компенсация закрытия («closing compensation»). Например в программе «ArtCut»:
- Нажмите «plotting output». Появится новое окно.
- Нажмите «Set»
–В появившемся окне нажмите «compensation setting»
- Установите значение компенсации. Обычно оно составляет 0,5.
Вопрос: Почему некоторые места не прорезаны?
Ответ: Настройте вылет ножа. Возможно нож затуплен-замените нож. Если данные действия не решили проблему, то обратитесь в сервисный центр.
Вопрос: Почему некоторые разрезы глубже, а некоторые мельче?
Ответ: В плоттерах серии CT используются высококачественный мягкий материал из ПВХ в качестве «подушки» для ножа (чтобы не повредить нож). Длительное использование оставляет прорези в этой «подушке». Для решения этой проблемы необходимо заменить «подушку» или настроить вылет ножа и увеличить силу прижима ножа.
Вопрос: Почему плоттер не вырезает при отправке файла на резку?
Ответ: Убедитесь в правильности подключения плоттера к компьютеру (проверьте СОМ порты). Убедитесь в том, что плоттер находится в готовности (на ЖК-дисплее должно отображаться «ONLINE»). Убедитесь в правильности установки драйверов плоттера и вашего программного обеспечения. При необходимости переустановите их.
Вопрос: Как обслуживать плоттер?
Ответ: В плоттерах серии СТ используются высококачественные японские детали, которые не требуют смазки. Ежедневное обслуживание заключается в уборке остатков материала, клея, уборка пыли мягкой щеткой. Если плоттер эксплуатируется в пыльных помещениях, то раз в год необходимо делать полную чистку и смазку всех деталей. Замена основных узлов плоттера осуществляется в сервисном центре.
Установка плагина для CorelDRAW 12, X3, X4, X5
1. Убедитесь, что на вашем компьютере установлен CorelDraw 12, X3, X4, X5
2. Вставьте компакт-диск в привод вашего ПК. Откройте папку «Creation CorelDraw Plug-in».
Дважды кликните левой кнопкой мыши «CorelDraw(12,X3,X4,X5,X6,X7)Plug-in V1.3beta23_Setup.exe»

3. Выберите язык и нажмите «OK»
4. Нажимаем «Next» («Далее»)
5. Читаем лицензионное соглашение и нажимаем «I Agree» («Я принимаю»)
6. Ждем окончания процесса установки
7. Нажмите «Yes» («Да») для установки дополнительных пакетов
8. Установка завершена
9. После установки запустите CorelDraw. Появился новый инструмент «CreationCut»
10. Создайте новый макет для резки на плоттере, выделите его и нажмите
11. Автоматически запустится программа «CutterRouter»с вашим макетом
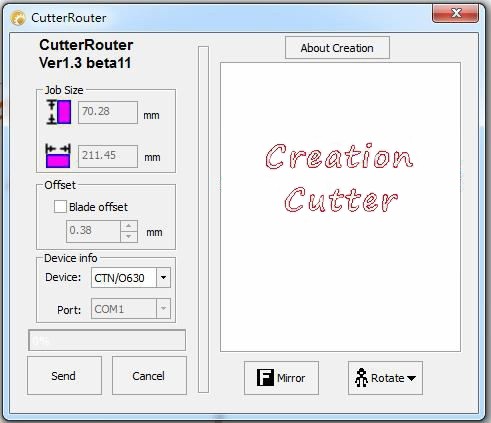
12. Выберите модель и порт на котором установлен ваш плоттер. После этого нажмите «Send» («Отправить»)
СБОРКА СТОЙКИ
(комплектуется модель СТ-900Н и СТ-1200Н, для модели СТ-630Н опционально)

УСТАНОВКА НОЖА
Установите нож в держатель как показано на рисунке:

НАСТРОЙКА ВЫЛЕТА НОЖА
(на примере самоклеящейся пленки)

УСТАНОВКА ДЕРЖАТЕЛЯ НОЖА В КАРЕТКУ

• Ослабьте зажимной винт.
• Вставьте держатель ножа в каретку.
• Зафиксируйте положение держателя винтом.
Установка драйвера USB
Вставьте компакт диск в привод вашего компьютера. Найдите папку с драйвером вашей модели плоттера. Дважды щелкните левой кнопкой мыши по файлу CDM20802_Setup.ЕХЕ. На мониторе вашего компьютера появится окно.

После установки окно закроется автоматически.
Подключите плоттер к компьютеру с помощью USB кабеля. Включите плоттер. На мониторе вашего компьютера появится диалоговое окно.


Выберите «Автоматическая установка» и нажмите «Далее».
Ждем окончания процесса установки.

После окончания установки появится окно.

Жмем «Готово». Окно автоматически закроется.
ВАЖНО! В настройках порта, который будет присвоен плоттеру после установки драйвера, нужно установить скорость передачи данных порта 38400 битс
Описание. Внешний вид.

| 1 — левая крышка | 11 — навигационные клавиши |
| 2 — ограничительный выключатель | 12 — правая крышка (под ней материнская плата плоттера) |
| 3 — прижимной ролик | 13 — последовательный порт (COM) |
| 4 — направляющая каретки | 14 — USB порт |
| 5 — верхняя крышка | 15 — ручка опускания ролика |
| 6 — каретка | 16 — нижняя крышка (под ней блок питания, плата управления, вентилятор) |
| 7 — держатель ножа | 17 — ножка |
| 8 — винт держателя ножа | 18 — разъем для подключения шнура питания 220В |
| 9 — функциональные клавиши | 19 — выключатель |
| 10 — дисплей |
Панель управления

| 1 — Up (Вверх) | 6 — Left (Влево) |
| 2 — Pause/Continue (Пауза/Продолжить) | 7 — Backward (Назад) |
| 3 — Online (Онлайн) | 8 — Clearance (Очистка) |
| 4 — Down (Вниз) | 9 — Right (Вправо) |
| 5 — Mode (Режим) | 10 — Forward (Вперед) |
Основные действия
Включение плоттера
1. Убедитесь, что выключатель питания плоттера находится в положении «OFF»(«Выключено»).
2. Подключите кабель питания плоттера к соответствующему разъему и включите плоттер.
Загрузка материала
Вы можете как листовой материал, так и рулонный.
1. Поднимите ручки опускания прижимного ролика.
2. Вставьте материал между роликами и рабочей поверхностью плоттера.

3. Опустите прижимные ролики.

ПРИМЕЧАНИЕ:
| При использовании рулонного материала используйте роликовый механизм (комплектуются не все модели). |
При использовании листового материала располагайте материал согласно рисунку. |

4. Настройте положение роликов и материала так, чтобы от края материала было 1-10 см запаса.
5. Располагайте материал или настраивайте ролики так, чтобы материал всегда был прижат минимум двумя (2-мя) роликами.

Эксплуатационная инструкция
Информация на дисплее после включения плоттера
Информация на дисплее во время работы плоттера
| Во время резки вы можете нажать на кнопку «Пауза» чтобы приостановить резку. Нажмите эту кнопку еще раз, чтобы возобновить резку. Вы можете изменить скорость резки и давление на нож во время работы плоттера. Для этого нажмите кнопку «Пауза», чтобы приостановить резку. Затем нажимайте кнопку «Вверх» для увеличения скорости резки или «вниз» для снижения. Нажимайте кнопку «Вправо» для увеличения давления на нож. Нажмите кнопку «Влево» для уменьшения. |
 |
Настройка давления ножа
| После включения плоттера и установки нулевой точки координат нажмите кнопку «Mode» (Режим) для входа в режим настройки давления. Нажимайте кнопку «Вверх» для увеличения давления. Нажимайте кнопку «Вниз» для уменьшения давления. Нажмите кнопку «Mode» 5 раз для возврата к координатам каретки. Нажмите кнопку «On Line» для выхода из режима настроек. |
 |
Настройка скорости резки
| После включения плоттера и установки нулевой точки координат нажмите кнопку «Mode» (Режим) 2 раза для входа в режим настройки скорости резки. Нажимайте кнопку «Вверх» для увеличения скорости. Нажимайте кнопку «Вниз» для уменьшения скорости. Нажмите кнопку «Mode» 4 раза для возврата к координатам каретки. Нажмите кнопку «On Line» для выхода из режима настроек. |
 |
Проверка давления ножа
В режиме настройки координат каретки нажмите на кнопку «Пауза».
Плоттер вырежет квадрат. Вы можете отрегулировать давление в соответствии с результатами.
Расширенные настройки параметров
Расширенные настройки параметров включают в себя несколько настроек, в том числе настройка пропорций на оси Х и Y.
ВАЖНО: ПЕРЕД ИЗМЕНЕНИЕМ ЭТИХ ПАРАМЕТРОВ СДЕЛАЙТЕ ТЕСТ САМОДИАГНОСТИКИ, ПРОВЕРЬТЕ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ, СБРОСЬТЕ ВСЕ НАСТРОЙКИ НА ЗАВОДСКИЕ ИЛИ НА НАСТРОЙКИ ПО УМОЛЧАНИЮ.
Первый параметр. Настройка пропорциональности оси Х.
| Нажмите кнопку «Mode» 4 раза для входа в режим настройки. Чем выше значение, тем больше расхождение (смещение). Чем ниже значение, тем меньше расхождение (смещение). |
 |
Второй параметр. Настройка пропорциональности оси Y.
| Нажмите кнопку «Mode» 5 раз для входа в режим настройки. Чем выше значение, тем больше расхождение (смещение). Чем ниже значение, тем меньше расхождение (смещение). |
.jpg "Инструкция по эксплуатации режущих плоттеров Creation") |
Третий параметр. Модель плоттера.
| Эта информация отображается при включении плоттера и при входе в настройку «Set Type». Нажмите кнопку «Пауза», когда плоттер находится в режиме «Настройка пропорциональности оси Y». Если этот параметр не соответствует фактической модели плоттера, то это приведет к неправильной резке и потере пропорциональности. |
 |
Четвертый параметр. Самодиагностика.
| Нажмите кнопку «Пауза», когда плоттер находится в режиме настройки скорости. Нажмите кнопку «On Line» чтобы запустить самодиагностику. После входа в режим самодиагностики плоттер будет работать автоматически. Если вы захотите отменить тест самодиагностики, то перезапустите плоттер. |
 |
Пятый параметр. Сброс на заводские настройки.
| Нажмите кнопку «Пауза», когда плоттер находится в режиме «Настройка пропорциональности оси Х». Нажмите кнопку «On Line» чтобы восстановить настройки по умолчанию. После этого все настройки плоттера будут сброшены на заводские. |
 |
Смещение ножа
Если плоттер не дорезает контур во время резки, то вам необходимо настроить смещение в программном обеспечении (пожалуйста, читайте руководство вашего программного обеспечения).

Если во время резки правые углы не под прямым углом — пожалуйста, установите остроугольную компенсации (Sharp-angled compensation) в вашем программном обеспечении.
ВНИМАНИЕ: изменяя значение смещения вы должны следовать реальной ситуации, как показано ниже:

При использовании специализированного программного обеспечения мы рекомендуем выбирать высокую точность выхода (high precision output).
Возможные неисправности и методы их устраненния
Вопрос: Как искажаются символы/цифры/буквы с размером до 1 см?
Ответ: В процессе резки символов/цифр/букв нужно настроить смещение. К примеру, такие действия выполняются в программе «ArtCut»:
• Необходимо нажать «plotting output». После появится новое окно.
• Нажимаем «Set».
• Далее в окне выбираем «compensation setting».
• Затем выполните настройку смещения с помощью «Sharp-angled compensation» и настройте значение смещения.
Компенсация изменяется от 0,1 до 0,7. Оптимальное значение ? 0,25 со скоростью резки ниже 20.
Вопрос: Появился дополнительный ход во время и после резки. Почему?
Ответ:
• Нужно проверить нож. Если его кончик двигается в разные стороны, то выполните замену держателя.
• Если имеется искажение символов/цифр/букв независимо от коррекции, то выполните замену ПО.
• Проверьте, правильно ли подготовлены макеты (файлы) для резки.
Вопрос: Должны ли кривые вырезаться зигзагообразно?
Ответ: В режущем плоттере двигатели имеют высокую мощность и скорость. Нужно регулировать скорость резки зависимо от размера символов/цифр/букв. Чтобы вырезать на глянцевой пленке небольшие символы рекомендуется применять значение скорости до 40. Чаще всего, оптимальная скорость резки находится в пределах 50-60. Для выполнения резки огромного количества больших символов, нужно установить скорость резки 70-80. В итоге скорость выставляется зависимо от размеров вырезаемых символов. Ниже представлена таблица с оптимальными параметрами.
| Размер шрифта (мм) | Рекомендуемая скорость (мм) |
| <10 | 10 — 20 |
| 10 — 30 | 30 |
| 30 — 50 | 40 — 50 |
| 50 — 500 | 60 |
| >500 | 70 — 80 |
Вопрос: По какой причине бумага с большой длиной «уходит» в сторону (отклоняется)?
Ответ: Кронштейн, который подает рулонный материал, должен находиться параллельно рабочей поверхности плоттера, а также прижимным роликам. Исходный материал заправляется ровно без замятий и изгибов. Если изношен один прижимной ролик, то его необходимо заменить. Сила прижима роликов регулируется, что позволяет компенсировать прижим изношенных роликов. Во время сильного прижима ролики начинают стираться намного быстрее.
Вопрос: Почему бьет статическим электричеством (покалывание), если коснутся металлических частей плоттера?
Ответ: Плоттер заземлен надлежащим образом. Нужно убедиться, что заземлена ваша сеть.
Вопрос:Почему нет гладкости в разрезе?
Ответ: Нож имеет слишком длинную режущую часть. Нужно выполнить настройку вылета ножа. Нож затуплен. Выполните замену ножа.
Вопрос: Почему перед началом резки плоттер царапает линию?
Ответ: Если плоттер отключить до окончания резки, то он сохранит в памяти последнюю работу. Поскольку ее прервали некорректно, то плоттер попытается освободить память от данной информации. Чтобы решить данную проблему, нужно выключить и включить его.
Вопрос: На ЖК-дисплее отображаются черные квадраты либо он совсем не работает?
Ответ: Чтобы дисплей заработал, нужно проверить питание. Если появились черные квадраты, то стоит проверить напряжение в сети.
Вопрос: Почему плоттер не дорезает (не закрывает) некоторые символы?
Ответ: это связано с эксцентричным строением. Чтобы устранить это, нужно настроить компенсацию закрытия («closing compensation»). К примеру, следующие действия выполняются в программе «ArtCut»:
• Необходимо нажать «plotting output», после появится новое окно.
• Нажимаем «Set».
• В окне выбираем «compensation setting».
• Устанавливам значение компенсации примерно 0,5.
Вопрос: В чем причина не прорезанных мест?
Ответ: Нужно настроить вылет ножа. Если он затуплен, то нож подлежит замене. Либо обратиться в СЦ.
Вопрос: Почему иногда разрезы то мельче, то глубже?
Ответ: Плоттеры серии СТ оборудованы высококачественным мягким материалом, созданным из ПВХ как «подушка» для ножа, для минимизации повреждений последнего. Длительная эксплуатация оставляет прорези в ?подушке?. Чтобы устранить проблему нужно заменить «подушку» либо настроить вылет и силу прижима ножа.
Вопрос: Почему плоттер не вырезает во время отправки материала на резку?
Ответ: Убедитесь, что правильно подключен плоттер к ПК, для этого проверьте СОМ порты. Дополнительно проверьте плоттер, чтобы он находился в состоянии готовности (должна быть надпись ?ONLINE? на ЖК-дисплее) и было правильно установлено программное обеспечение и драйвера плоттера. Если последние установлены неправильно, то их нужно переустановить.
Вопрос: Как выполнить обслуживание плоттера?
Ответ: Плоттер СТ создан из японских деталей, не требующих смазки. Ежедневное обслуживание представлено уборкой остатков материалов, клея, а также уборкой пыли с помощью мягкой щетки. Если плоттер находится в пыльном помещении, то один раз в год нужно делать полную чистку с последующей смазкой всех деталей. В сервисном центре выполняется замена главных узлов плоттера.
Ротационные труборезы REED 03240


Инструкция по эксплуатации
Роторный труборез Reed — очень эффективный инструмент для резки чугуна, ковкого чугуна и стальных труб различных размеров от 20 до 42 дюймов. В большинстве случаев ротационный труборез предназначен для одного человека. Модели RC30, RC36 и RC42 лучше работают с двумя операторами.

Для достижения наилучших результатов и эффективной работы следует внимательно следовать этим инструкциям. Это относится ко ВСЕМУ размеру ротационных труборезов.
Определите наилучший тип отрезного круга для резки трубы, ориентируясь на Рис. 1.
Модели фрез «S» и «I» заменяются друг на друга заменой режущих дисков, установленных в каждой конкретной фрезе. Например, при замене режущих роликов на ролики RCI8-30 резак RC36S для стали превращается в RC36I и может резать трубы из чугуна/ковкого чугуна номинальным диаметром 30 дюймов.
Чтобы заменить режущие ролики, положите ротационный труборез на бок так, чтобы головка штифта диска была направлена вниз. Затем слегка постучите по обращенным вверх концам всех штифтов колеса, позволяя им выпасть достаточно далеко, чтобы можно было снять режущий диск. Совместите режущий ролик и внешний ролик и вставьте штифты колеса обратно в отверстие. Затем легким постукиванием установите штифт колеса на место. Повторите эту процедуру для всех режущих дисков.
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ для ротационных труборезов RC20 и RC24
- Чтобы подготовиться к резке, ослабьте гайки на основных винтах ровно настолько, чтобы рама резака могла скользить по концу трубы. (Основные винты также можно вынуть из прорези рамы, чтобы позволить резаку открыться и поместиться вокруг трубы. Снова вставьте основной винт в прорезь рамы, чтобы закрыть раму резака.)
- Расположите резак так, чтобы режущие ролики находились на одной линии с отметкой обрезки. Вращайте резак до тех пор, пока вес резака не ляжет на подпружиненные направляющие пальцы, а две направляющие не будут центрированы на верхней части трубы. В это время все режущие колеса должны находиться вдали от трубы. Стрелка на раме указывает направление желаемого вращения.
- Слегка покачивайте и покачивайте резак, пока все четыре направляющих пальца не коснутся трубы. Этот процесс обеспечивает правильную посадку резака на трубе.
- Затем, не нарушая положения фрезы, ОДИНАКОВО затяните от руки гайки основного винта. Обычно два нижних колеса соприкасаются с трубой первыми. Продолжайте затягивать, пока подпружиненные направляющие пальцы втягиваются и позволяют верхним колесам касаться трубы. С помощью торцового ключа на рабочей рукоятке затяните одну доступную гайку как можно туже, сохраняя при этом возможность вращения резака.
- Наденьте ключ на наиболее доступный выступ. Вращайте резак по одному выступу за раз в направлении стрелки, пока другая гайка не окажется в положении для затягивания. После одного полного оборота проверьте, правильно ли движется фреза.
- Для завершения резки продолжайте вращать резак. Через каждые пол-оборота затягивайте гайку ближайшего основного винта на четверть-пол-оборота. Важно завершить разрез без пауз и поддерживать постоянное давление.
ПОЛЕЗНЫЕ СОВЕТЫ
- Стальную трубу необходимо прорезать насквозь через стену. Чугунная труба, в зависимости от возраста и твердости, будет отламываться чисто и правильно после того, как будет пробита примерно одна четвертая часть стены. Ковкое железо, будучи очень прочным, обычно отламывается после того, как пробита от одной трети до половины стены.
- При резке чугунной трубы, услышав первый щелчок или треск в трубе, продолжайте затягивать гайки, чтобы поддерживать максимальное давление на трубу, пока не произойдет полная отсечка. Если во время резки на трубе можно поддерживать опору, например, с помощью крана, гидравлического домкрата и т. д., это часто сокращает время операции наполовину, вызывая более раннее разрушение и бег вокруг трубы, а не ее часть. путь.
- При разрезании участка чугунной трубы, который долгое время находился в земле, линия может быть сжата по разным причинам, а слегка неровный излом разрезов может препятствовать подъему отрезанного куска. Один из способов обойти эту трудность — сделать три разреза вместо двух. Сделайте третий надрез примерно на 21/2 дюйма внутри одного из концевых надрезов. Кувалда выломает двух с половиной дюймовую секцию, а затем большая часть легко поднимется. При резке литой трубы под сжатием резак необходимо подавать и вращать до тех пор, пока все наружные ролики не соприкоснутся с трубой, чтобы убедиться в полном разрыве.
- Резак спроектирован таким образом, чтобы не ломаться при режущих нагрузках. Ручка сгибается первой.
- Некоторые марки труб из ковкого чугуна мягче других и поддаются более быстрой и легкой резке с помощью отрезных дисков RCS8-30 для стальных труб. Если поломка отрезного диска не является чрезмерной, значительная экономия времени и труда вполне может оправдать это.


ТРУБА С СИЛЬНОЙ КОРРОСТЬЮ И РЖАВЧИНОЙ: Удалите ржавчину и окалину с участка, подлежащего резке, с помощью средства для удаления накипи REED. (Рис. 3). Молоток и зубило или грубый file также может использоваться. Это поможет сэкономить режущие ролики и время резки; и помогает выровнять резак на трубе, чтобы обеспечить отслеживание.
ПОЛЕЗНЫЕ СОВЕТЫ: На трубах большого диаметра желательно чередовать двух рабочих, тянущих за рукоятку. Неспособность поддерживать максимальное давление приводит только к потере времени. Несмотря на то, что литая труба и труба из ковкого чугуна будут ломаться вдоль линии разреза после частичного проникновения, продолжайте подавать колеса, чтобы убедиться, что разрез завершен. Ковкий чугун имеет тенденцию к затвердеванию. Непрерывная подача и максимальное давление помогают предотвратить это. Если вам нужно полностью разрезать ковкий чугун, рассмотрите возможность использования отрезных кругов для стали, так как они режут намного быстрее. Стальные отрезные круги не прослужат так же долго, как отрезные круги для ковкого чугуна, и могут быть эффективны только для менее твердого ковкого чугуна.
Затяните винт подачи.
 ВНИМАНИЕ: Всегда надевайте надлежащие защитные очки при использовании этого или любого другого ручного инструмента.
ВНИМАНИЕ: Всегда надевайте надлежащие защитные очки при использовании этого или любого другого ручного инструмента.
RC30S используется с тисками FPV20.

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ труборезов RC30, RC36 и RC42
Чтобы облегчить вращение фрез RC30 и выше, к каждой фрезе прилагается храповой механизм. Этот механизм состоит из седла (или поворотного блока), которыйampкрепится к трубе цепью, рычажной рукояткой и защелкой (рис. 4 и 5). Когда рукоятка поворачивается вверх, защелка скользит вверх по верхней части выступа на резаке. Когда рукоятка поворачивается вниз, защелка входит в зацепление с выступом и тянет резак вокруг трубы.
- Поместите верхнюю половину хомута (та, что с направляющими пальцами) на верхнюю часть трубы. Убедитесь, что круглые канавки в проушинах обращены в сторону, противоположную направлению вращения. Выровняйте колеса по желаемой линии реза.
ЗАМЕТКА: Проверьте Рис 7 чтобы увидеть правильное положение шарнирного штифта резака RC42. - Прикрепите нижнюю вилку к верхней вилке по одной стороне, вставляя основные винты в пазы и устанавливая гайки в зенкерные отверстия.
- Проверьте, не находятся ли режущие ролики над желаемой линией реза. Вращайте резак до тех пор, пока вес резака не ляжет на подпружиненные направляющие пальцы, а две направляющие не будут центрированы на верхней части трубы. В это время все режущие колеса должны находиться вдали от трубы.
- Слегка покачивайте и покачивайте резак, пока все четыре направляющих пальца не коснутся трубы. Этот процесс обеспечивает правильную посадку резака на трубе. Проверьте, центрированы ли режущие ролики над желаемой линией реза.
- Затем, не нарушая положения фрезы, ОДИНАКОВО затяните от руки гайки основного винта. Обычно два нижних колеса соприкасаются с трубой первыми. Продолжайте затягивать, пока подпружиненные направляющие пальцы втягиваются и позволяют верхним колесам касаться трубы. С помощью гаечного ключа затяните одну доступную гайку как можно туже, сохраняя при этом возможность вращения резака.

- Установка храпового механизма Вставьте моментный рычаг в седло. Поместите седло на ту сторону резака, где должна оставаться труба. Прижмите зубья седла к трубе, а моментный рычаг к земле под углом. Отрегулируйте положение седла так, чтобы расстояние от центра реза до края седла составляло 3-1/8 дюйма (79 мм). (Рис. 6). Убедитесь, что все четыре зубца седла соприкасаются с трубой для правильного выравнивания. Ослабьте гайку цепного винта до конца винта, оберните цепь вокруг трубы и туго затяните. Зацепите ближайшее звено цепи за защелку на противоположном конце седла. Полностью затяните винт цепи прилагаемым ключом.
- Соедините рукоятку храповика с треугольным седлом, вставив нижний стальной штифт на конце рукоятки в отверстие в седле. Закрепите рукоятку с помощью прилагаемой шайбы и шплинта.
- Подсоедините красную защелку (используемую для крепления ушек) к штифту храповой рукоятки. Зафиксируйте защелку другой шайбой и шплинтом из комплекта поставки. Проверьте, находится ли защелка по центру резака.

- Поднимите рукоятку, пока защелка не скользнет вверх по одному из выступов, затем потяните рукоятку вниз, чтобы повернуть резак.
- После каждого полуоборота затяните одну из черных гаек на резаке прилагаемым ключом, чередуя каждую гайку. Каждый раз затягивайте гайки как можно сильнее. После одного полного оборота проверьте, правильно ли движется фреза.




Важно завершить разрез без пауз и поддерживать постоянное давление.
Для фрез RC30 и более крупных может быть целесообразно иметь двух рабочих: один человек затягивает гайки, а другой вращает фрезу.
Стрелка влево показывает «центр линии разреза».
Стрелка вправо показывает «край седла».


Гарантия REED
REED отремонтирует или заменит инструменты с любыми дефектами из-за дефектных материалов или изготовления в течение одного (1) года или пяти (5) лет с даты покупки, в зависимости от обстоятельств. Настоящая гарантия не распространяется на выход из строя детали из-за неправильного обращения с инструментом, неправильного использования или повреждения, вызванного ремонтом или модификацией, выполненными или попытанными техническими специалистами по ремонту, не авторизованными REED. Эта гарантия распространяется только на инструменты REED и не распространяется на аксессуары. Эта гарантия распространяется исключительно на первоначального покупателя.
Один (1) год гарантии: Гарантия на блоки питания для пневматических, электрических, гидравлических и аккумуляторных инструментов составляет один год. Сюда входят, помимо прочего, насосы REED, универсальные двигатели для труборезных станков, силовые приводы, электроинструменты для снятия фаски, резьбонарезные станки, аккумуляторные батареи и зарядные устройства.
Гарантия на пять (5) лет: На любой инструмент REED, на который не распространяется гарантия сроком на один (1) год выше, распространяется пятилетняя (5) гарантия REED.
НИКАКАЯ СТОРОНА НЕ УПОЛНОМОЧЕНА ПРОДЛАТЬ ДРУГИЕ ГАРАНТИИ. НЕ ПРИМЕНЯЕТСЯ ГАРАНТИЯ НА КОММЕРЧЕСКУЮ ПРИГОДНОСТЬ ИЛИ ПРИГОДНОСТЬ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ.
Претензии по гарантии не принимаются, если рассматриваемый продукт не получен с предоплатой доставки на заводе REED. Все претензии по гарантии ограничиваются ремонтом или заменой, по усмотрению компании REED, бесплатно для покупателя. REED не несет ответственности за любой ущерб, включая случайные и косвенные. Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые зависят от штата, провинции или страны.
ПРОИЗВОДСТВО РИДА
1425 Западная 8-я улица Эри, Пенсильвания 16502
Телефон в США: 800-666-3691 or +1 814-452-3691 Факс: + 1 814-455-1697
reedsales@reedmfgco.com
www.reedmfgco.com

Документы / Ресурсы
Рекомендации
Предложения товаров в интернет-магазине не является публичной
офертой. Договоры купли-продажи товара с посредниками оформляются
через отдел продаж ближайшего регионального офиса.
Города бесплатной доставки до транспортных терминалов ТК»Деловые
линии»: Абакан, Адлер, Альметьевск, Ангарск, Апатиты, Арзамас,
Армавир, Артем, Архангельск, Асбест, Астрахань, Ачинск, Балаково,
Балашиха, Барнаул, Белгород, Белорецк, Бердск, Березники, Бийск,
Благовещенск, Борисоглебск, Боровичи, Братск, Брянск, Бузулук,
Великие Луки, Великий Новгород, Владивосток, Владикавказ, Владимир,
Волгоград, Волгодонск, Волжский, Вологда, Воркута, Воронеж,
Воскресенск, Воткинск, Всеволожск, Выборг, Гатчина, Глазов,
Горелово, Грозный, Дзержинск, Димитровград, Дмитров, Домодедово,
Евпатория, Ейск, Екатеринбург, Елец, Железнодорожный, Забайкальск,
Зеленоград, Златоуст, Иваново, Ижевск, Иркутск, Йошкар-Ола, Казань,
Калининград, Калуга, Каменск-Уральский, Каменск-Шахтинский, Камышин,
Качканар, Кемерово, Керчь, Киров, Кирово-Чепецк, Клин, Клинцы,
Ковров, Коломна, Колпино, Комсомольск-на-Амуре, Кострома, Котлас,
Красногорск, Краснодар, Краснокамск, Красноярск, Кропоткин, Кузнецк,
Курган, Курск, Ленинск-Кузнецкий, Ливны, Липецк, Магнитогорск,
Майкоп, Махачкала, Миасс, Мичуринск, Москва Север, Мурманск, Муром,
Мытищи, Набережные Челны, Нальчик, Находка, Невинномысск,
Нефтекамск, Нижневартовск, Нижнекамск, Нижний Новгород, Нижний
Тагил, Новокузнецк, Новомосковск, Новороссийск, Новосибирск,
Новоуральск, Новочебоксарск, Новочеркасск, Новый Уренгой, Ногинск,
Норильск, Ноябрьск, Обнинск, Одинцово, Озерск, Октябрьский, Омск,
Орел, Оренбург, Орехово-Зуево, Орск, Пенза, Первоуральск, Пермь,
Петрозаводск, Подольск, Прокопьевск, Псков, Пушкин, Пушкино,
Пятигорск, Ржев, Рославль, Россошь, Ростов-на-Дону, Рубцовск,
Рыбинск, Рязань, Салават, Самара, Санкт-Петербург, Саранск, Саратов,
Севастополь, Северодвинск, Сергиев Посад, Серов, Серпухов,
Симферополь, Смоленск, Солнечногорск, Сосновый Бор, Сочи,
Ставрополь, Старый Оскол, Стерлитамак, Ступино, Сургут, Сызрань,
Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томилино,
Томск, Туапсе, Тула, Тюмень, Улан-Удэ, Ульяновск, Усинск, Уссурийск,
Усть-Кут, Уфа, Ухта, Феодосия, Хабаровск, Ханты-Мансийск, Чебоксары,
Челябинск, Череповец, Чехов, Чита, Шадринск, Шахты, Энгельс,
Южно-Сахалинск, Юрюзань, Якутск, Ялта, Ярославль.