В состав ремонтных
документов входят: общее руководство
по ремонту (среднему или капитальному);
руководства по среднему, капитальному
ремонту; общие технические условия на
капитальный и/или средний ремонт;
ремонтные чертежи; каталог деталей и
сборочных единиц; нормы расхода
запасных частей по каждому виду ремонта;
ведомость документов для ремонта.
Общее руководство
по ремонту составляют тогда, когда общие
указания по организации и технологии
ремонта, а также общие технические
требования к ремонту изделий данного
класса, подкласса или группы (например,
подъемников) целесообразно изложить в
отдельном документе, исключив
указанные сведения из руководства по
ремонту изделий данного конкретного
наименования.
Общее руководство
должно включать такие разделы, как:
— организация
ремонта;
— приемка в ремонт
и хранение ремонтного фонда;
— демонтаж и
последующая разборка;
— организация
дефектации;
— ремонт типовых
деталей, соединений и сборочных единиц;
— сборка, монтаж
и испытание изделия после его ремонта
на месте эксплуатации;
— защитные
покрытия, консервация; маркировка,
упаковка, транспортирование и хранение.
Руководства по
капитальному и/или среднему ремонту
изделий конкретного наименования
составляют в следующих случаях:
— когда технически
возможно и экономически целесообразно
предусматривать ремонт изделия;
— если структурой
ремонтного цикла эти виды ремонта
предусматриваются и когда в соответствии
с принятой на эксплуатирующем изделие
предприятии системой ремонта
предусматриваются ремонты этого
изделия.
Руководство по
капитальному ремонту должно включать
следующие разделы: организация
ремонта; приемка в ремонт и хранение
ремонтного фонда; демонтаж с объекта и
последующая разборка; подготовка к
дефектации и ремонту; технические
требования (условия) на дефектацию
и ремонт; ремонт деталей и неразъемных
составных частей:
— сборка составных
частей;
— модернизация;
— сборка,
регулирование и настройка изделия;
— испытания,
проверка и приемка после ремонта;
— монтаж и испытание
на объекте;
— покрытия, смазка
и консервация;
— маркировка,
упаковка, транспортирование и хранение.
Технические условия
на ремонт составляют в тех же случаях,
что и руководства по ремонту. Они должны
содержать такие разделы, как:
— общие технические
требования;
— специальные
требования к составным частям;
— модернизация;
— требования к
собранному изделию;
— контрольные
испытания;
— покрытия и
смазка, консервация;
— маркировка,
упаковка, транспортирование и хранение.
Ремонтные чертежи
разрабатываются в тех случаях, когда
ремонт заменой на основе взаимозаменяемости
изношенных составных частей новыми
(исправными) технически невозможен или
экономически нецелесообразен.
К ремонтным относят
чертежи, предназначенные для ремонта
деталей, сборочных единиц, сборки и
контроля отремонтированного изделия,
изготовления дополнительных ремонтных
деталей и деталей с ремонтными размерами.
Каталог деталей
и сборочных единиц составляют в случаях,
когда во время эксплуатации предусмотрены
неоднократные ремонты изделия и
связанные с ними заказы запасных частей,
дополненных к предусмотренным в
комплектах ЗИП.
Каталог должен
содержать перечень и иллюстрации всех
сборочных единиц и деталей, сведения о
расположении и количестве деталей и
сборочных единиц в изделии, сведения о
материале, из которого изготовлены
детали, сведения о взаимозаменяемости
и конструктивных особенностях деталей
и сборочных единиц.
Нормы расхода
запасных частей и материалов составляют
в виде ведомостей и на основе нормативов
или расчетов.
Оформление ремонтных
документов выполняется по требованиям
стандартов ЕСКД, ЕСТД, ЕСТПП.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- Открыть в новой вкладке
8.2.3 Если РС, по согласованию с заказчиком, не выпускается в виде самостоятельного документа, то оно может быть помещено в РК отдельным разделом (или приложением) и использовано для изложения особенностей технологии среднего ремонта со ссылкой на другие темы РК [из 8.2.3 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.5 РС должно состоять из следующих тем:
- «Общие сведения» (информационные коды 000-042);
- «Организация ремонта» (информационные коды 600, 607, 610-670, 685);
- «Разборка» (информационные коды 501-530);
- «Очистка и промывка» (информационные коды 251-264);
- «Определение технического состояния (дефектация)» (информационные коды 310-312, 350-390, 681-684);
- «Ремонт» (информационные коды 401-500, 610-670);
- «Сборка и регулировка» (информационные коды 270-274, 710-712, 720, 730);
- «Посадки и соединения» (информационные коды 361, 369);
- «Испытания» (информационные коды 320-342, 344, 370);
- «Консервация и упаковка» (информационные коды 713, 810-820);
- «Транспортирование и хранение» (информационные коды 800, 830-890);
- «Перечень контрольно-проверочной и измерительной аппаратуры, технологического оборудования и инструмента» (информационные коды 060-066, 801-807, 901-907);
- «Стандартизованные технологические процессы и приложения» (информационные коды 663, 933).
В зависимости от сложности изделий и объема ремонтных работ допускается по согласованию с заказчиком объединять или исключать отдельные темы, издавать их в виде самостоятельных документов или помещать в приложениях к РС [из 8.2.5 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.6 Тема «Общие сведения» должна содержать:
- конструктивные варианты изделия (по годам выпуска, заводским номерам, модификациям и т.п.), на которые распространяется РС;
- характеристику изделия как объекта ремонта согласно 8.1.10;
- виды неисправностей и минимальный объем разборочных работ, необходимый для их устранения;
- перечень обязательных работ, а также работ по бюллетеням, которые должны проводиться при ремонте;
- перечень технических документов, которые используются совместно с РС, и перечень документов, аннулируемых в связи с изданием РС.
[из 8.2.6 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.7 В теме «Организация ремонта» должны быть приведены:
- рекомендации по организации различных видов ремонтных работ с учетом конструктивно-технологических особенностей изделия и условий ремонта;
- требования к организации рабочих мест;
- требования к составу и квалификации исполнителей;
- правила работы с грузоподъемными средствами, электротехническими устройствами, емкостями высокого давления, специальными жидкостями, источниками высокочастотных излучений, а также правила противопожарной безопасности;
- указания по использованию комплекта ЗИП, если они не приведены в инструкции по использованию ЗИП.
[из 8.2.7 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.8 В теме «Разборка» приводят:
- технологию частичной разборки систем, подсистем и изделий, не снятых с ВС;
- технологию частичной разборки самолета и систем, подсистем, изделий, снятых с ВС;
- порядок демонтажа неисправных СЧ, систем, подсистем и изделий с ВС;
- перечень СЧ, которые могут быть сняты для замены и ремонта без демонтажа систем, подсистем и изделий с ВС;
- перечень сборочных единиц (деталей компенсаторов, прецизионных пар и т.д.), влияющих на точность сборки и не подлежащих разукомплектованию.
Технология частичной разборки должна быть изложена в соответствии с требованиями 8.1.13 [из 8.2.8 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.9 Тема «Очистка и промывка» должна быть изложена в соответствии с требованиями 8.1.14 в объеме, необходимом для проведения среднего ремонта [из 8.2.9 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.10 Тема «Определение технического состояния (дефектация)» состоит из подтем: «Определение технического состояния изделия в собранном виде» и «Определение технического состояния разобранного изделия».
В теме должен быть приведен перечень дефектов, а также допустимые отклонения параметров, при которых возможна эксплуатация изделия до выработки ресурса.
В подтеме «Определение технического состояния изделия в собранном виде» приводят:
- содержание работ по непосредственной подготовке изделия к дефектации;
- технические требования, предъявляемые к изделию и его СЧ;
- методику отыскания неисправностей;
- описание видов контроля с указанием средств контроля и правил их использования.
Подтему «Определение технического состояния разобранного изделия» излагают в соответствии с требованиями 8.1.15 в объеме, необходимом для проведения среднего ремонта [из 8.2.10 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.11 В теме «Ремонт» приводят:
- технологию ремонта систем, подсистем и изделий непосредственно на ВС;
- технологию ремонта систем, подсистем и изделий, снятых с ВС.
Технология должна быть изложена в соответствии с требованиями 8.1.16 в объеме, необходимом для проведения среднего ремонта. В теме должны быть приведены указания по ремонту способом замены неисправных СЧ новыми и (или) снятыми с другого изделия, с изложением технологии подбора, подгонки, настройки и регулировки [из 8.2.11 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.12 В теме «Сборка и регулировка» приводят:
- технологию сборки систем, подсистем и изделий и их регулировку непосредственно на ВС;
- технологию сборки и регулировки СЧ и изделий, снятых с ВС.
Технология должна быть изложена в соответствии с требованиями 8.1.17 в объеме, необходимом для проведения среднего ремонта [из 8.2.12 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.13 Тема «Посадки и соединения» должна быть изложена в соответствии с требованиями 8.1.18 в объеме, необходимом для выполнения среднего ремонта. В теме должны быть приведены сведения о посадках и соединениях, а также допуски, которые имеют отличия от допусков, приведенных в РК [из 8.2.13 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.14 В теме «Испытания» должны быть приведены:
- технология испытания систем и изделий непосредственно на ВС;
- технология испытания систем и изделий с использованием стационарных и полевых средств контроля;
- программа испытаний ВС и изделий после замены или ремонта отдельных СЧ;
- летные испытания ВС, систем и изделий.
Тема должна быть изложена в соответствии с требованиями 8.1.19 в объеме, необходимом для проведения испытаний после среднего ремонта [из 8.2.14 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.15 В теме «Консервация и упаковка» должны быть изложены средства и способы наружной и внутренней консервации и расконсервации изделия и его СЧ для кратковременного хранения в различных условиях и их межоперационная защита на всех этапах ремонта, правила консервации и упаковки поврежденных и отремонтированных СЧ и изделий [из 8.2.15 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.16 Тема «Транспортирование и хранение» должна быть изложена в соответствии с требованиями 8.1.21 с учетом условий выполнения среднего ремонта [из 8.2.16 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.18 В теме «Стандартизованные технологические процессы и приложения» приводят:
- инструкцию по выполнению типовых технологических процессов;
- перечень деталей и сборочных единиц, требующих индивидуальной подгонки и совместной обработки;
- перечень крепежных деталей;
- осциллограммы, карты сопротивления и напряжений с указанием их значений и допусков и другие справочные данные, необходимые для выполнения среднего ремонта.
[из 8.2.18 ГОСТ 18675-2012]
- Открыть в новой вкладке
- Из ГОСТ 18675-2012 Документация эксплуатационная и ремонтная на авиационную технику и покупные изделия для нее
libcats.org
9-мм пистолет Макарова (ПМ). Руководство по среднему ремонту
МО СССР
Книга 9-мм пистолет Макарова (ПМ). Руководство по среднему ремонту 9-мм пистолет Макарова (ПМ). Руководство по среднему ремонту Книги Вооружение Автор: МО СССР Год издания: 1971 Формат: pdf Издат.:Воениздат Страниц: 60 Размер: 18,7 Мб Язык: Русский0 (голосов: 0) Оценка:Руководство предназначено для ремонта пистолетов ПМ в войсковых ремонтных мастерских
Популярные книги за неделю:
Только что пользователи скачали эти книги:
Электродвигатель с насосом. Общее руководство по среднему ремонту. АДИГ.062511.001СО
Введение
Настоящее общее руководство по среднему ремонту предназначено для проведения ремонтно-восстановительных работ связанных с отказами, неудовлетворительной работой электродвигателя с насосом в условиях специализированных мастерских.
Электродвигатели с насосом выпускаются в соответствии с техническими условиями ТУ4573-019-24322961-99 и предназначены для обеспечения циркуляции рабочей жидкости в системе предпускового подогрева двигателей и отопления кабины и салона автомобилей в составе жидкостных подогревателей.
В настоящем общем руководстве по среднему ремонту приняты следующие сокращения:
—электродвигатель с насосом — электронасос;
—общее руководство по среднему ремонту — руководство;
—кольцо уплотнительное резиновое — кольцо;
—уплотнитель торцовый — уплотнитель;
—уплотнительная торцовая пара — торцовая пара.
Электронасос изготавливается в климатическом исполнении У2 по ГОСТ 15150-69, в едином исполнении для внутреннего рынка и экспорта, пригодном для эксплуатации в макроклиматических районах У-Т.
Номинальный режим работы электронасоса — продолжительный S1 по ГОСТ 3940-84.
Рабочая жидкость электронасоса — антифриз по ГОСТ 159-52 или тосол по ГОСТ 28084-89. В исключительных случаях допускается применение воды в условиях эксплуатации электронасоса при температуре окружающей среды выше0 °С.
Основные параметры электронасосов при нормальных значениях климатических факторов внешней среды по ГОСТ 15150-69 должны соответствовать параметрам, приведенным в Таблица 66.
Таблица 66
|
Наименование параметра |
Электронасос |
||
|
НО 47.3780 |
НО 471.3780 |
НО 472.3780 |
НО 473.3780 |
|
1 Номинальное напряжение литания В |
12±0,2 |
24±0,5 |
12±0,2 |
|
2 Перепад давления между входом и выходомэлектронасоса, МПа, не менее |
0,015 |
0,016 |
0,015 |
|
3 Производительность л/ч. не менее |
1600 |
1800 |
1600 |
|
4 Потребляемый ток А, не более |
4,0 |
1,9 |
4,0 |
|
5 Схема подсоединения двигателя |
однопроводная |
двухпроводная |
однопроводная |
|
6 Наружный диаметр патрубков, мм |
20 |
18,8 |
Электронасос должен сохранять работоспособность при предельных значениях напряжения питания и обеспечивать параметры, приведенные в Таблица 67
Таблица 67
|
Обозначение электронасоса |
Напряжение питания, В |
Производительность л/ч, не менее |
Потребляемый ток А, не более |
|
|
Мин |
Макс |
|||
|
НО 47 3780 НО 471 3780 НО 473 3780 |
10 |
1100 |
— |
|
|
15 |
— |
5,0 |
||
|
НО 472 3780 |
20 |
1100 |
— |
|
|
30 |
— |
25 |
||
|
— Электронасос должен быть герметичным при давлениирабочей жидкости 0,2 МПа в течение (5+0,2) минут |
Электронасосы могут отличаться в основном типами применяемых комплектующих электродвигателей, не ухудшающими качество изделия.
1 Организация ремонта
1.1Для изучения электронасосов в приложениях А и Б приведены: чертеж общего вида электронасосов, схема сборки и разборки электронасосов, перечень деталей и покупных изделий с учетом модификаций электронасосов.
1.2Дефектация электронасоса.
1.2.1 Дефектация электронасоса необходима для определения характера дефекта, возможности использования деталей для ремонта или отбраковки негодных деталей.
1.2.2Перед проведением дефектации электронасос очистить от грязи и смазки, промыть водой, продуть сжатым воздухом.
1.2.3При проведении дефектации обратить внимание на состояние поверхностей узлов и деталей электронасосов, наличие на них механических повреждений и разрушения защитного покрытия. Осмотреть питающие вывода на предмет наличия на них нарушения изоляции.
1.2.4При отсутствии внешних признаков дефектов установить электронасос на средство производственного контроля — СПК, произвести пробное включение электронасоса при напряжении питания 12В или 24В (в зависимости от исполнения электронасоса), обратив при этом внимание на наличие течи из насоса рабочей жидкости.
1.2.5Разобрать электронасос на составные части.
1.2.6Определить объем ремонтных работ и потребность в составных частях.
1.2.7Результаты дефектации внести в ведомость дефектов по форме, приведенной в Таблица 68
Таблица 68
|
Обозначение |
Дефект |
Метод установления |
Заключение и методы ремонта |
Требования после ремонта |
1.3 Указания по ремонту.
1.3.1Работы по ремонту электронасосов должны выполнять лица, прошедшие обучение. Разборка, сборка и проверка электронасоса должна производиться только квалифицированными специалистами в мастерской, располагающей необходимым инструментом и оборудованием.
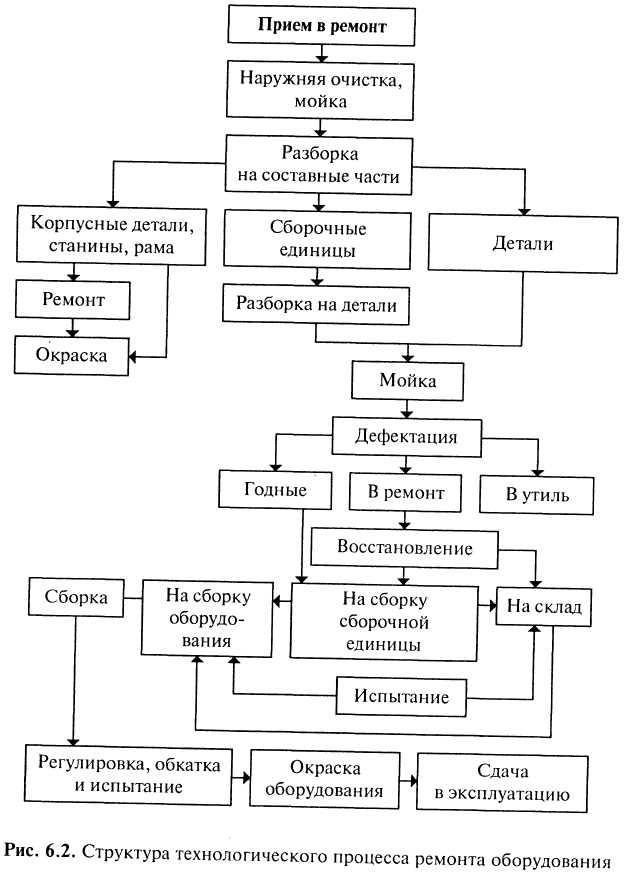
1.3.2Схема работ по ремонту электронасосов приведена на Рис. 319.

Рис.319
1.4. Мастерская по ремонту должна иметь монтажный стол, на котором выполняются ремонтно-восстановительные работы. К рабочему месту должна быть подведена сеть переменного тока напряжением 220 В частотой 50 Гц. Для проведения ремонтно-восстановительных работ необходимы средства измерения, оборудование и инструменты, приведенные в Таблица 69.
Таблица 69
|
Наименование |
Тип |
Кол |
Требуемые техническиехарактеристики |
При- меч |
|
Источник питания |
ЛИПС-35 |
1 |
Диапазон напряжения (0-36) В, ток — до 10 А,погрешность установки напряжения ±0,55 В. погрешность измерения по току±0,25 А |
|
|
Секундомер |
СДСпр-1 |
1 |
Диапазон измерения (0+2) мин, погрешность измерения±0,1 с |
|
|
Средство производственного контроля -СПК |
АСИР.306142.001 |
1 |
||
|
Стенд для проверку на герметичность |
АСИР.306142.008 |
1 |
||
|
Мегаомметр |
М 4100/3 |
1 |
500 В, диапазон измерения (0+10) МОм, погрешностьизмерения ±4% |
|
|
Отвертка |
7810-0966 ГОСТ 17199-88 |
1 |
||
|
Отвертка |
7810-0967 ГОСТ 17199-88 |
1 |
||
|
Ключ |
7811-0006 HD2 ГОСТ 2839-80 |
1 |
||
|
Ключ |
6910-0413 HDX9 ГОСТ 25787-83 |
1 |
||
|
Смазка |
Литол-24 ГОСТ 21150-87 |
|||
|
Ветошь |
Бязь арт. 142 ГОСТ29298-92 |
|||
|
Пинцет |
1 |
|||
|
Грунтовка |
Грунтовка АК-070 ОСТ 180023-80 |
|||
|
Примечание. Допускается применение других средствизмерений с характеристиками, не хуже приведённых |
2 Меры безопасности
2.1Ремонт электронасосов должен производиться лицами, имеющими допуск к работе с электроустановками напряжением до 1000В и имеющими группу по электробезопасности не ниже III.
2.2При проведении ремонтных работ электронасосов необходимо руководствоваться «Правилами технической эксплуатации электроустановок потребителей» и «Правилами техники безопасности при эксплуатации электроустановок потребителей», утвержденными в установленном порядке.
2.3При проведении демонтажа, очистки от грязи, смазки и промывки электронасосов, использовать резиновые перчатки. После работы с рабочей жидкостью — тосолом — вымыть руки с мылом.
3 Требования на ремонт
3.1 Требования к отправляемым в ремонт изделиям.
Электронасос, отправляемый в ремонт, должен быть очищен от грязи и смазки, промыт водой и продут сжатым воздухом.
3 2 Требования к отремонтированным изделиям.
3.2.1Сопротивление изоляции токоведущих частей электродвигателя относительно корпуса до введения в эксплуатацию должно быть не менее:
—20 МОм — при практически холодном состоянии в н.к.у;
—2 МОм — при установившейся рабочей температуре обмоток;
-1 МОм — после воздействия влаги, транспортирования и хранения. На период эксплуатации в пределах наработки в практически холодном состоянии в н.к.у. — не менее 0,015 МОм.
3.2.2Основные параметры электронасосов после ремонта:
а)производительность электронасоса при номинальном напряжении питания не менее 1400 л/ч;
б)ток потребления при номинальном напряжении питания, не более:
—4,5 А для электронасосов с номинальным напряжением питания 12 В;
—2,2 А для электронасосов с номинальным напряжением питания 24 В.
в)подтекание рабочей жидкости из насоса не допускается.
3.3 Требования к приемке в ремонт и хранению ремонтного фонда.
3.31 Транспортирование ремонтного фонда, может производиться любым видом транспорта, обеспечивающим их сохранность от механических повреждений и атмосферных осадков в соответствии с .правилами перевозки грузов, действующими на данный вид транспорта.
3.3.2Условия хранения ремонтного фонда в части воздействия климатических факторов 2(C) в соответствии с ГОСТ 15150-69.
3.3.3Срок транспортирования ремонтного фонда от предприятия-изготовителя к потребителю и хранения на складах не должен превышать 6 месяцев с даты выпуска изделий.
3.4Требования к демонтажу с объекта и последующей разборке изделия:
—слить охлаждающую жидкость из системы автомобиля;
—отсоединить электронасос от жидкостной системы автомобиля, для этого слабить стяжные хомуты и снять резиновые рукава, при этом отверстия в них закрыть заглушками;
-открутить два болта крепления электронасоса и отсоединить его от автомобиля;
—монтаж производится в обратной последовательности. После установки электронасоса необходимо выпустить воздух из охлаждающего контура;
-проверить провода подвода питания к электродвигателю на целостность изоляции и отсутствия обрывов, при необходимости заменить.
3.5Требования на дефектацию.
3.5.1 Перечень возможных неисправностей и способы их устранения приведены в Таблица 70.
Таблица 70
|
Неисправность |
Вероятная причинанеисправностей |
Метод устранения |
|
1 Течь рабочей жидкости из насоса по торцу фланцаэлектродвигателя. |
1Поломка пружины4. 2Неплотное прилеганиеуплотнителя 8 в сборе с кольцом 9 к торцевой поверхности ложементакорпуса. 3Дефект кольца 7 иуплотнителя 8. 4Износ колец 6 и9. |
1Заменить пружину4. 2Произвести прижимуплотнителя 8 в сборе с кольцом 9 к торцевой поверхности ложемента корпуса2, обеспечив плотное прилегание. 3Заменить кольцо 7 иуплотнитель 8. 4Заменить кольца 6 и9. |
|
2 Течь рабочей жидкости по линии разъема крышки 1 икорпуса 2. |
1Плохо прижата крышка1 к корпусу 2 2Дефект кольца 21. 3Деформация крышки 1. |
1Произвести подтяжкучетырех винтовых соединений. 2Заменить кольцо 21.Заменить крышку 1. |
|
Неисправность |
Вероятная причина неисправностей |
Метод устранения |
|
3 Перекачка рабочей жидкостиотсутствует. |
1 Неисправен электродвигатель 12. |
1 Заменить электродвигатель12. |
3.6Перечень характеристик составных частей, при которых эти составные части не подлежат ремонту:
—покороблена крышка 1;
— следы повреждения колец 6, 9 и 21;
— деформирована пружина 4;
—деформация кольца 7 и уплотнителя 8;
—неисправность электродвигателя 12;
— нарушение изоляции выводов электродвигателя 12.
3.7Требования по выявлению последствий отказов и повреждений.
3.7.1 Перечень основных проверок технического состояния приведен в Таблица 71.
Таблица 71
|
Наименование и описание проверки |
Контрольные значения параметров(характеристик) |
Методика проверки |
|
1 Проверка внешнего вида. |
1 Общее состояние поверхностей электронасоса,питающих выводов. |
1 Визуально осмотреть: — поверхности узлов и деталей электронасосов напредмет наличия на них механических повреждений и разрушения защитногопокрытия; — питающие вывода на предмет наличия на них нарушенияизоляции. |
|
2 Проверка функционированияэлектронасоса. |
2 Соответствие основных параметров электронасосатехническим требованиям п. 3.2 настоящего руководства. |
2 Проверку проводить согласно: п.5.8 ТУ4573-019-24322961-99 и руководству по эксплуатации СПК АСИР.306142.001РЭ. |
|
3 Испытание электронасоса нагерметичность |
3 Электронасос должен быть герметичным при давлениирабочей жидкости 0,2 МПа в течение (5±0,2) мин. |
3 Проверку проводить согласно руководству поэксплуатации стенда АСИР.306142.008 РЭ. |
3.7.2 Порядок поиска и выявления отказов и повреждений.
3.7.2.1Электродвигатель 12.
Для определения работоспособности электродвигателя необходимо установить электронасос на СПК. Если после включения электронасоса при номинальном напряжении отсутствует перекачка рабочей жидкости и показания амперметра СПК равны нулю — электродвигатель неисправен. Электродвигатель заменить.
3.7.2.2Подтекание рабочей жидкости.
3.7.2.2.1Если при испытании электронасоса на СПК и стенде для проверки электронасосов на герметичность рабочая жидкость протекает по линии разъема корпуса и крышки, то возможной причиной протекания является деформация крышки. Необходима её замена.
Если подтекание рабочей жидкости не устраняется, вероятной причиной является дефект поверхности кольца 21. Необходима замена кольца.
3.7.2.2.2Если при испытании электронасоса на функционирование на СПК и стенде для проверки электронасосов на герметичность имеет место подтекание рабочей жидкости по торцу фланца электродвигателя, а после разборки электронасоса при визуальном рассмотрении колец 6 и 9 обнаружен дефект поверхности колец, то кольца не пригодны для пользования. Кольца заменить.
Также вероятной причиной подтекания рабочей жидкости по торцу фланца электродвигателя является дефект поверхности кольца 7 и уплотнителя 8. При обнаружении сильного износа рабочей поверхности кольца 7 и уплотнителя 8 необходима их замена.
Если при испытании электронасоса на функционирование на СПК и стенде для проверки электронасосов на герметичность продолжается подтекание рабочей жидкости по торцу фланца электродвигателя, то возможной причиной является деформация пружины 4. Пружину заменить.
4 Ремонт
4.1Ремонт электронасосов производится в специализированной мастерской с выполнением частичной разборки, заменой его деталей и проверкой электронасоса на основании согласования с заказчиком квитанции и ведомости дефектов.
4.2Детали, которые невозможно отремонтировать, заменяют новыми, поставленными заводом-изготовителем в комплекте запчастей.
4.3Работы по ремонту электронасоса должны выполнять лица, прошедшие обучение.
4.4Описание ремонтно-восстановительных работ и замена составных частей электронасоса приведены в Таблица 72 — технологической карте ремонта электронасосов.
Таблица 72 Технологическая карта ремонта электронасосов НО 47.3780, НО 4713780, НО 472.3780, НО 473.3780
|
№ операции |
Наименование операции |
№ перехода |
Содержание работ |
Оборудование, инструмент,материалы |
|
1 |
Замена крышки 1 |
1 2 |
Отвинтить четыре винта 14, снять шайбы 17 и 19 (рис.А1) Снять крышку поз 1 с кольцом 21 |
Отвертка 7810-0966 ГОСТ 17199-8S |
|
3 |
Удалить из паза крышки кольцо 21 |
Пинцет |
||
|
4 |
Заменить крышку 1 |
|||
|
5 |
Сборку производить в обратной последовательности, приэтом четыре гайки 16 стопорить грунтовкой |
Грунтовка АК-070 ОСТ 180023-80 |
||
|
2 |
Замена кольца 21 |
1 2 |
Отвинтить четыре винта 14, снять шайбы 17 и19 Снять крышку поз 1 с кольцом 21 |
Отвертка 7810 0966 ГОСТ17199-88 |
|
3 |
Удалить из паза крышки кольцо 21 |
Пинцет |
||
|
4 |
Заменить кольцо 21 |
|||
|
5 |
Сборку производить в обратной последовательности, приэтом четыре гайки 16 стопорить грунтовкой |
Грунтовка АК-070 ОСТ 180023-80 |
||
|
3 |
Замена пружины 4 |
1 2 3 4 5 6 7 |
Отвинтить четыре винта 14 Снять крышку поз 1 с шайбами 17 и 19 и с кольцом21. Отвинтить две гайки 13 на валу электродвигателя иснять шайбу 22. Снять колесо 3 Снять деформированную пружину 4 Заменить пружину 4. Сборку производить в обратной последовательности, приэтом четыре гайки 16 стопорить грунтовкой |
Отвертка 7810-0966 ГОСТ17199-88 Ключ 6910-0413 HDX9 ГОСТ 25787-83 Пинцет Пинцет Грунтовка АК-070 ОСТ 180023-80 |
|
4 |
Замена кольца 7, и уплотнителя 8 |
1 2 3 4 |
Отвинтить четыре винта 14 Снять крышку поз 1 с шайбами 17 и 19 и с кольцом21. Отвинтить две гайки 13 на валу электродвигателя иснять шайбу 22, колесо 3, пружину 4 и шайбу 5 с вала электродвигателя 12 Отвинтить две гайки 13 со шпилек электродвигателя 12и снять шайбы 18 и 20 |
Отвертка 7810-0966 ГОСТ17199-88 Ключ 6910-0413 HDX9 ГОСТ 25787-83, Пинцет Ключ 7811-0006 HD2 ГОСТ2839-80 |
|
№ операции |
Наименование операции |
№ перехода |
Содержание работ |
Оборудование, инструмент,материалы |
|
5 6 |
Снять корпус 2 в комплекте с уплотнителем 8 и кольцом9, одновременно сняв с вала электродвигателя кольцо 7 с кольцом 6,находящимся в ложементе кольца 7. Удалить из ложемента корпуса 2 уплотнитель 8 скольцом 9 |
|||
|
7 8 9 10 |
Снять с уплотнителя 8 кольцо 9 Удалить из ложемента кольца 7 кольцо 6 Заменить кольцо 7 и уплотнитель 8 Сборку производить в обратной последовательности, приэтом четыре гайки 16 стопорить грунтовкой |
Бязь арт 142 ГОСТ29298-92 Грунтовка АК-070 ОСТ 180023-80 |
||
|
5 |
Замена электродви- |
1 |
Отвинтить четыре винта 14. |
Отвертка 7810-0966 ГОСТ17199-88 |
|
гателя |
2 |
Снять крышку поз.1 с шайбами 17 и 19 и с кольцомрезиновым 21. |
||
|
3 |
Отвинтить две гайки 13 на валу электродвигателя иснять шайбу 22, колесо 3, пружину 4 и шайбу 5 с валаэлектродвигателя |
Ключ 6910-0413 HDX9 ГОСТ 25787-83,Пинцет |
||
|
4 |
Отвинтить две гайки 13 со шпилек электродвигателя 12и снять шайбы 18 и 20. |
Ключ 7811-0006HD2 ГОСТ 2839-80 |
||
|
5 |
Снять корпус 2 в комплекте с уплотнителем 8 и кольцом9, одновременно сняв с вала электродвигателя кольцо 7 с кольцом 6,находящимся в ложементе кольца 7. |
|||
|
6 |
Снять с вала электродвигателя 12 кольцо10. |
|||
|
7 |
Отвинтить гайку 13 с винта 15 на хомуте 11 и снятьшайбы 18 и 20. |
Отвертка 7810-0967 ГОСТ17199-88 Ключ 6910-0413 HDX9ГОСТ 25787-83 |
||
|
8 |
Снять хомут 11 с электродвигателя 12. |
|||
|
9 |
Заменить электродвигатель 12, смазать поверхностьвыходного вала электродвигателя смазкой. |
Литол-24 ГОСТ21150-87 |
||
|
10 |
Сборку производить в обратной последовательности, приэтом четыре гайки 16 стопорить грунтовкой. |
Грунтовка АК-070ОСТ 180023-80 |
5 Основные параметры отремонтированного электронасоса
5.1 Основные параметры электронасоса должны соответствовать техническим требованиям п. 3.2 настоящего руководства.
6 Испытания, проверка и приемка после ремонта
6 1 После ремонта электронасоса необходимо проверить его функционирование в соответствии с требованиями п 3 2 и Таблица 71 настоящего руководства.
6 2 Если при ремонте была произведена замена электродвигателя, то перед началом испытаний необходимо произвести обкатку электронасоса в течении не менее 20 мин
В процессе обкатки электронасос проверяют на отсутствие посторонних шумов и подтекания рабочей жидкости
6 3 Перечень оборудования, необходимого для проведения испытаний, приведен в Таблица 73.
Таблица 73
|
Наименование |
Тип |
Требуемые техническиехарактеристики. |
Примечание |
|
Источник питания |
ЛИПС-35 |
Диапазон напряжения (0-36) В, ток- до 10 А,погрешность установки напряжения ±0,55 В, погрешность измерения по току ±0,25 А |
|
|
Секундомер Средство производственного контроля СПК Стенд для проверки на герметичность |
СДСпр-1 АСИР.306142.001 АСИР.306142.008 |
Диапазон измерения (0-6) мин, погрешность измерения±0,1 с |
|
|
Примечание. Допускается применение других средствизмерений с характеристиками, не хуже приведённых |
6.4 Приемка отремонтированного электронасоса.
6.4.1Оформление результатов проверки отремонтированного электронасоса необходимо сопровождать записью в журнале.
6.4.2Электронасос считают отремонтированным, если получены положительные результаты по всем видам проверок в соответствии с Таблица 71.
Приложение А (Обязательное)
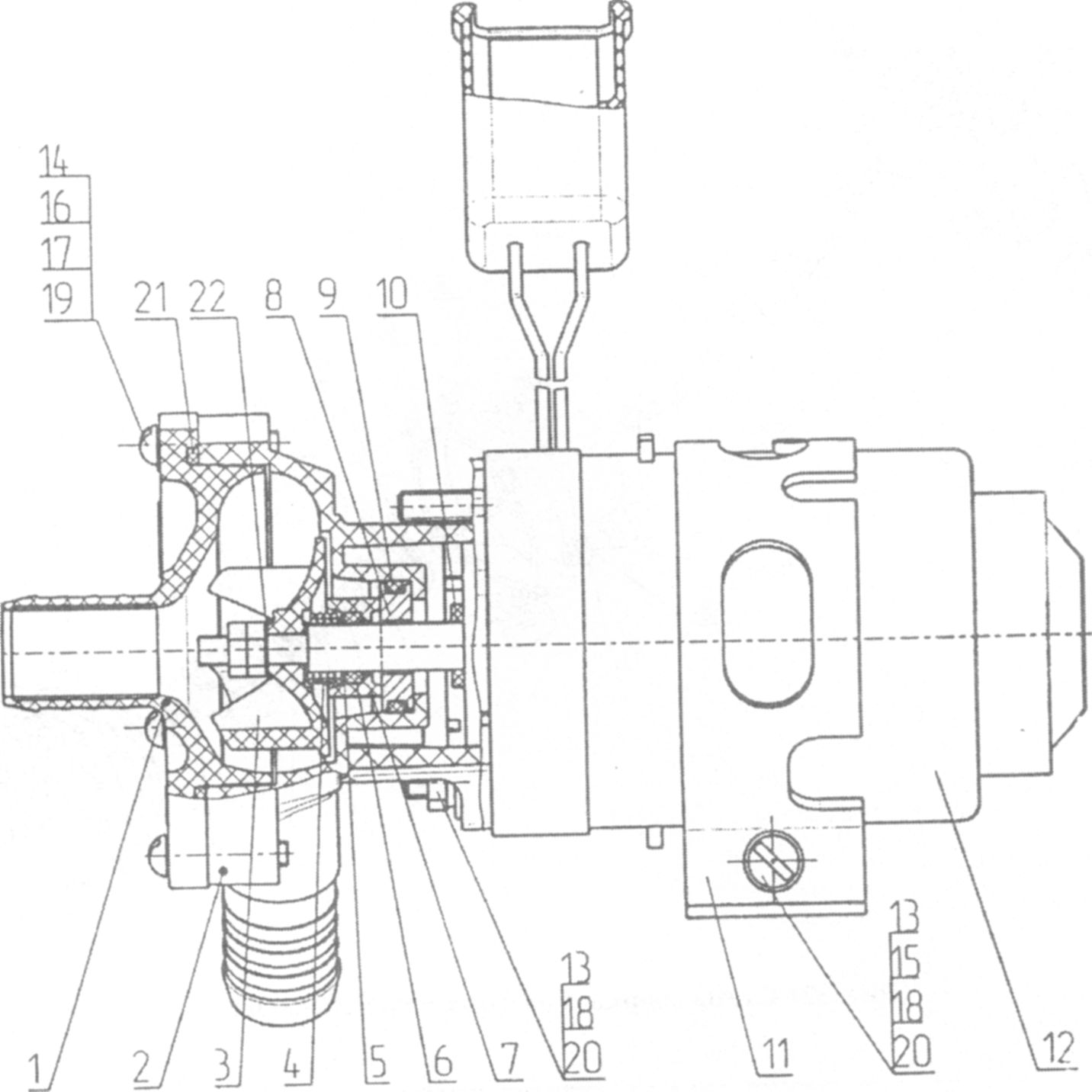
Рис. 320 Общий вид электронасосов
1 — крышка 2 — корпус, 3 — колесо, 4 — пружина, 5 — шайба, 6 — кольцо, 7 — кольцо, 8 — уплотнитель торговый, 9 — кольцо, 10 —кольцо,11 — хомут, 12 — электродвигатель, 13 — гайка, 14 — винт, 15 — винт, 16 — гайка. 17 — шайба, 18 — шайба, 19 — шайба, 20 — шайба, 21 — кольцо, 22 — шайба
Приложение Б (обязательное)
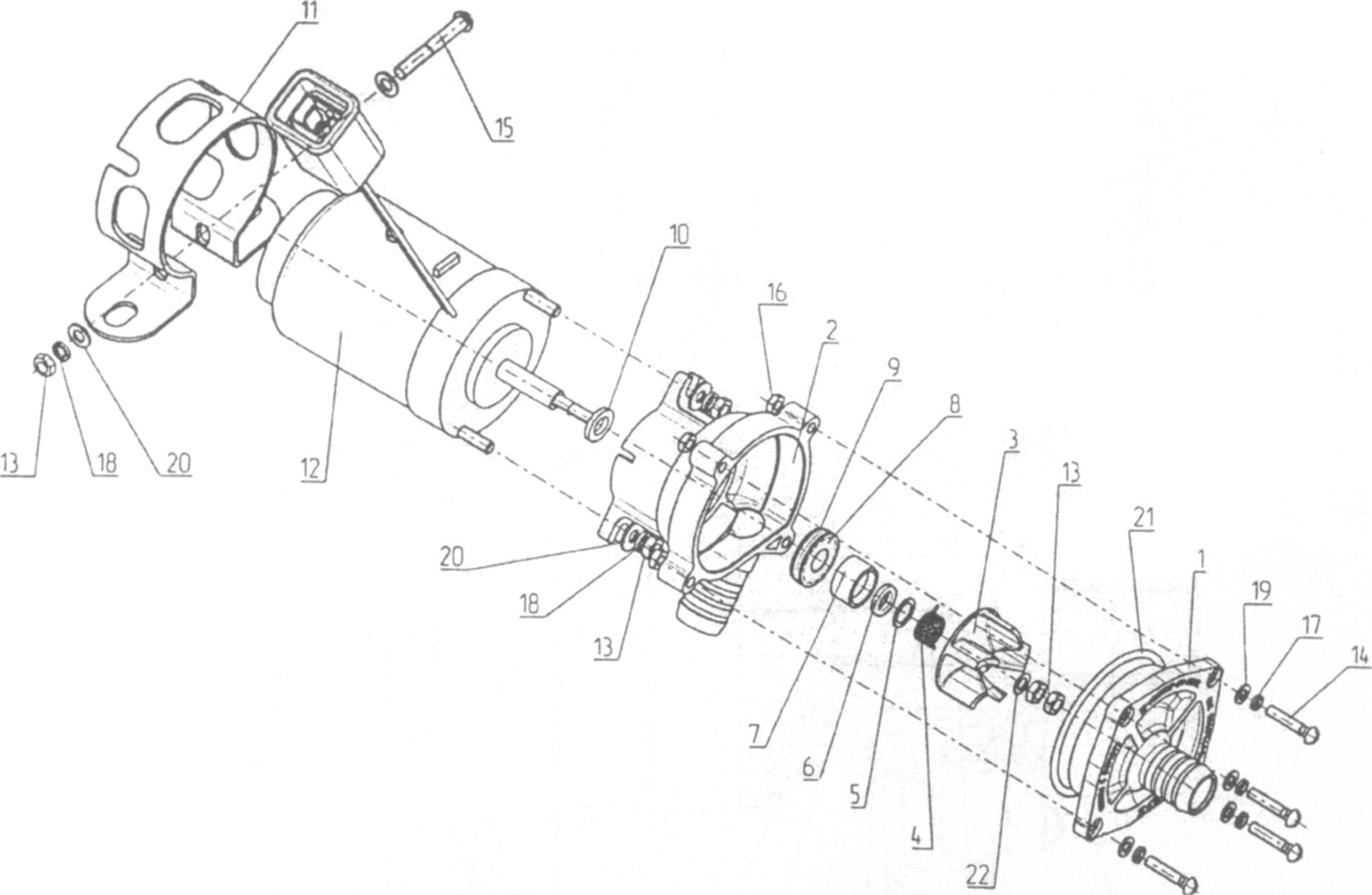
Рис. 321 Схема сборки и разборки электронасосов
Таблица 74
|
Номер пози ции |
Обозначение |
Наименование сборочных единиц, деталей |
Количество сборочных единиц, деталей дляэлектронасосов |
Сведения о возможности замены иремонта |
|||
|
НО 47.3780 |
НО 471.3780 |
НО 472.3780 |
НО 473.3780 |
||||
|
1 |
АДИГ.301116.004 |
Крышка |
1 |
Ремонту не подлежит, подлежит замене |
|||
|
-01 |
Крышка |
1 |
То же |
||||
|
-02 |
Крышка |
1 |
Тоже |
||||
|
-03 |
Крышка |
1 |
Тоже |
||||
|
2 |
АДИГ.301116.005 |
Корпус |
1 |
То же |
|||
|
-01 |
Корпус |
1 |
1 |
1 |
Тоже |
||
|
3 |
АДИГ.723521.003 |
Колесо |
1 |
— |
— |
— |
То же |
|
-01 |
Колесо |
1 |
1 |
1 |
То же |
||
|
4 |
АДИГ.753 572.003 |
Пружина |
1 |
1 |
1 |
1 |
Тоже |
|
5 |
АДИГ.711141.029 |
Шайба |
То же |
||||
|
6 |
АДИГ.754175.005 |
Кольцо |
1 |
1 |
1 |
1 |
Тоже |
|
7 |
АДИГ.713153.001 |
Кольцо |
1 |
1 |
1 |
1 |
То же |
|
8 |
АДИГ.757523.003 |
Уплотнитель торцовый |
1 |
1 |
1 |
1 |
Тоже |
|
9 |
АДИГ.754175.005-01 |
Кольцо |
1 |
1 |
1 |
1 |
Гоже |
|
10 |
АДИГ.711141.030 |
Кольцо |
1 |
1 |
1 |
1 |
Тоже |
|
11 |
АДИГ.745464.017 |
Хомут |
1 |
1 |
1 |
1 |
Ремонту не подлежит, подлежитзамене |
|
Номер позиции |
Обозначение |
Наименование сборочных единиц, деталей |
Количество сборочных единиц, деталей дляэлектронасосов |
Сведения о возможности замены иремонта |
|||
|
НО 47.3780 |
НО 471.3780 |
НО 472.3780 |
НО 473.3780 |
||||
|
12 |
Электродвигатель ДП63-20-4,0-12(1)ТУ4541-032-07511910-99 или Электродвигатель 32.3780 030 32 3780ОЗОТО |
1 |
— |
— |
1 |
Ремонту не подлежит, подлежит замене |
|
|
Электродвигатель ДП63-20-4,0- 12(П)ТУ4541-032-07511910-99 |
— |
1 |
— |
— |
То же |
||
|
Электродвигатель ДП63-20-4,0-24(11)ТУ4541-032-07511910-99 или Электродвигатель 321.3780 030 32 3780ОЗОТО |
— |
— |
1 |
— |
Тоже |
||
|
13 |
Гайка 5-Ц ОСТ 133033-80или Гайка 5-Ц ОСТ 133025-80 |
5 |
5 |
5 |
5 |
Ремонту не подлежит, подлежит замене |
|
|
14 |
Винт4-20-Ц ОСТ 131528-80 |
4 |
4 |
4 |
4 |
Тоже |
|
|
15 |
Винт 5-3 8-Ц ОСТ 131528-80 |
1 |
1 |
1 |
1 |
То же |
|
|
16 |
Гайка, М4.016 ГОСТ5916-70 |
4 |
4 |
4 |
4 |
То же |
|
|
17 |
Шайба 4-Ц ОСТ 111532-74 |
4 |
4 |
4 |
4 |
Тоже |
|
|
IS |
Шайба 5-Ц ОСТ 111532-74 |
3 |
3 |
3 |
3 |
Тоже |
|
|
19 |
Шайба 0,5-4-8-Ц ОСТ134505-80 |
4 |
4 |
4 |
4 |
То же |
|
|
20 |
Шайба 1,5-5-12-Ц ОСТ134505-80 |
4 |
4 |
4 |
4 |
Тоже |
|
|
21 |
АДИГ.754175.005-02 |
Кольцо |
1 |
1 |
1 |
1 |
Тоже |
|
22 |
Шайба 0.5-5-8 Хим Пас. ОСТ 134508-80 |
1 |
1 |
1 |
1 |
Тоже |
DM 08.07.2005 — 12:34
7

nabludatel 08.07.2005 — 12:51
Отличная работа!
Caucasian64 03.07.2006 — 18:17
Класс,скопировал.
DM 03.07.2006 — 20:32
я рад 😛
mp 04.08.2006 — 20:56
Информация которую вы DM скопировали является вобщем то секретной.Если вы имеете доступ к сей документации то с вас как минимум режимный отдел учреждения должен был взять расписку о неразглашении.Нарушение однако.У меня вобщем то много что есть но афишировать на весь мир…
странник.л 04.08.2006 — 22:11
mp
Информация которую вы DM скопировали является вобщем то секретной.Если вы имеете доступ к сей документации то с вас как минимум режимный отдел учреждения должен был взять расписку о неразглашении.Нарушение однако.У меня вобщем то много что есть но афишировать на весь мир…
Побойтесь бога, в каком времени вы живёте? Руководство по ремонту Макарова — это секрет???
ОТ КОГО ??? 😊 😊 😊
Саныч 04.08.2006 — 22:30
mp
…У меня вобщем то много что есть но афишировать на весь мир…
Если это так, то Вы должны знать, как подобная литература выглядит. То же, что выложено — в самом худшем варианте цены на обложке не имеет — и это все…
Caucasian64 05.08.2006 — 12:07
mp
Информация которую вы DM скопировали является вобщем то секретной.Если вы имеете доступ к сей документации то с вас как минимум режимный отдел учреждения должен был взять расписку о неразглашении.Нарушение однако.У меня вобщем то много что есть но афишировать на весь мир…
Секретное оружие????Ну,само собой,болгары,немцы и китайцы не знают,как ремотировать произведённые у них ПМы…Они ещё не спёрли книжку у секретчика! 😀
mp 05.08.2006 — 12:13
Странник.л все мы знаем как устранить неисправность.Имелось ввиду не информация а сам документ(не правильно выразился).
Саныч примерно так. МИНИСТЕРСТВО ОБОРОНЫ СССР
9-мм ПИСТОЛЕТ МАКАРОВА (ПМ)
РУКОВОДСТВО ПО СРЕДНЕМУ РЕМОНТУ
(Второе издание)
Ордена Трудового Красного Знамени ВОЕННОЕ ИЗДАТЕЛЬСТВО МИНИСТЕРСТВА ОБОРОНЫ СССР
МОСКВА-1971
ВВЕДЕНИЕ
Настоящее Руководство совместно с Общим руководством по ремонту артиллерийского вооружения’ предназначено для среднего ремонта 9-мм пистолета Макарова (ПМ) в войсковых ремонтных мастерских.
Руководство разработано для ремонта пистолетов последних годов изготовления с учетом конструктивных особенностей пистолетов первых годов изготовления.
Пистолеты первых годов изготовления отличаются от пистолетов последних годов изго-товления тем, что в них:
— нет задвижки боевой пружины (боевая пружина крепится на основании рукоятки без задвижки);
— затворная задержка имеет зуб для выключения ее магазином;
— корпус магазина имеет косой выступ для выключения затворной задержки;
— пружина шептала крепится на шептале расчеканкой;
— цапфенные гнезда (правое и левое) для цапф шептала в рамке имеют прорези;
— спусковая скоба имеет выступ с правой стороны;
— щечки рукоятки не имеют углубления для задвижки боевой пружины;
— спусковая тяга имеет толщину 0,9-0,1 мм вместо 1,6-0,2 мм, а пяточка рычага взвода-толщину 3-0,12 мм вместо 3,8-0,16 мм.
При отсутствии особых указаний в настоящем Руководстве выявление и устранение общих неисправностей, а также дефектацию и ремонт типовых деталей и их сопряжении производить согласно Общему руководству.
Разборку и сборку пистолетов, а также проверку боя пистолета производить согласно На-ставлению по стрел?ковому делу для данного пистолета.
Если номера на затворе, предохранителе (у пистолетов последних выпусков) и магазинах не соответствуют номеру на рамке, осторожно забить эти номера;
новые номера нанести с помощью клейм рядом со старыми. Разрешается наносить номера электрографом.
В приложениях помещены перечень и рисунки войсковых калибров и приспособлений, применяемых при ремонте пистолетов, ведомость отличия наименований узлов и деталей, приня-тых в Руководстве, от наименований узлов и деталей по чертежам.
В целях возможности производства среднего ремонта пистолетов при отсутствии необхо-димых запасных частей в приложении 2 даны рисунки деталей, которые могут быть изготовлены силами мастерских.
Изготовление винтовых цилиндрических пружин производить по карте Общего руково-дства.
При изготовлении деталей по рисункам, указанным в приложении 2, острые кромки углов и ребер притуплять, R=0,2-0,5 мм.
Наименования узлов и деталей в настоящем Руко?водстве даны в соответствии с чертежами основного производства.
В Руководстве условные номера сборок и деталей указаны в соответствии с рис. 43, на этом же рисунке после наименования сборок и деталей даны их чертежные номера.
Вновь изготовляемые детали и детали, осветленные инструментом в процессе ремонта, вместо оксидирования разрешается окрашивать (подкрашивать) согласно Общему руководству или лаком БФ-4 с примесью спирторастворимого нигрозина (на 300-400 г лака БФ-4 15-20 г спир-торастворимого нигрозина).
Марки сталей, указанные на рисунках для изготовления деталей, даны по ГОСТ 1050-60.
Типы электродов для электродуговой наплавки даны по ГОСТ 9467-60.
ГЛАВА 1
ПОСЛЕДОВАТЕЛЬНОСТЬ И ОБЪЕМ ПРОВЕРОК ПРИ ВЫЯВЛЕНИИ НЕИСПРАВНОСТЕЙ И КОНТРОЛЕ ОТРЕМОНТИРОВАННЫХ ПИСТОЛЕТОВ
? п/п Что проверяется Технические требования
В собранном пистолете
1 Посадка целика в пазу затвора (Об-щее руководство) Целик должен надежно удерживаться в пазу затвора и не смещаться от усилия пальца руки
2 Действие пружины спусковой скобы (гл. 2, п. 5) Под действием пружины передний конец спусковой скобы должен энергично возвращаться в исходное положение до упора прилива скобы в переднюю стенку стойки рамки
3 Удержание спусковой скобы в оття-нутом вниз положении (гл. 2, п. 6) Оттянутый вниз и перекошенный вправо или влево передний конец спусковой скобы должен удержи-ваться в этом положении
4 Крепление и состояние щечек руко-ятки (гл. 2, пп. 7 и Ю) Щечки рукоятки должны надежно удерживаться винтом на основании рукоятки. Излом щечек не до-пускается
5 Удержание предохранителя в вклю-ченном и выключенном положениях (гл. 4, п.  Предохранитель должен надежно удерживаться в включенном и выключенном положениях и перево-диться от усилия большого пальца руки
Предохранитель должен надежно удерживаться в включенном и выключенном положениях и перево-диться от усилия большого пальца руки
6 Движение затвора по рамке (гл. 4, пп. 1 и 2) Затвор должен свободно, без, задержек отводиться рукой до отказа назад и под действием возвратной пружины и при нажатии на кнопку затворной за-держки возвращаться в крайнее переднее положение
7 Действие затворной задержки при отсутствии патронов в магазине (гд. 4, пп. 4 и 5) Затворная задержка должна задерживать затвор при движении его вперед, а при нажатии на нее освобо-ждать затвор
8 Удержание магазина в рукоятке (гл. 6, п. 1) Магазин должен надежно удерживаться в рукоятке защелкой магазина и не выниматься из рукоятки без нажатия на защелку
9 Постановка и отделение снаряженно-го магазина (гл. 6, п. 2 Полностью снаряженный’ магазин должен легко вставляться в рукоятку и выниматься из нее
10 Наполнение магазина патронами (гл. 6, п. 4) 8 патронов должны свободно входить в магазин
11 Подача очередного патрона из мага-зина в патронник (гл. 6, п.З) Подача очередного патрона должна быть без задер-жек и перекосов
12 Извлечение гильзы (патрона) из па-тронника и выбрасывание ее из за-твора (гл. 4, пп. 6 и 7) Извлечение должно происходить при движении за-твора назад, а выбрасывание — после встречи гиль-зы (патрона) с отражателем
13 Действие затворной задержки при наличии патронов в магазине (гл. 4, п. 3) Не должна задерживать затвор
14 Постановка курка на боевой взвод (гл. 5, пп. 1 и 2) Курок при отведении его до отказа назад должен становиться на боевой взвод
15 Спуск курка с боевого взвода (гл. 5, п. 4) Спуск курка должен быть энергичным с ударом по ударнику
16 Усилие спуска курка с боевого взвода (гл. 5, пп. 5 и 6) Должно быть в пределах 1,5-3,5 кг
17 Срыв курка с боевого взвода (гл. 5, п. 7) Срыв курка с боевого взвода не допускается
18 Постановка курка на предохрани-тельный взвод (гл. 5, п, После спуска курка с боевого взвода и освобожде-ния спускового крючка курок должен встать на пре-дохранительный взвод
19 Срыв курка с предохранительного взвода (гл. 5, п. 9) Срыв курка с предохранительного взвода не допус-кается
20 Действие самовзво-да (гл. 5, пп. 10, 12 и 13) При нажатии на спусковой’ крючок курок должен отводиться назад и спускаться с боевого взвода
21 Усилие спуска курка при действии самовзводом (гл. 5, п. 11) Должно быть не более 7,5 кг
22 Взведение курка при включенном предохранителе (гл. 5, п. 14) Не допускается
23 Спуск курка с боевого взвода при включении предохранителя (гл. 5, п. 15) Спуск должен быть
24 Преждевременный срыв курка с бое-вого взвода (гл. 5, п. 3) Курок не должен срываться с боевого взвода при повороте предохранителя на угол менее 22º
25 Блокировка курка выступом предо-хранителя (гл. 5, 16) Курок должен блокироваться выступом предохра-нителя при повороте предохранителя до начала подъема шептала
26 Возвращение спускового крючка (гл. 5, п. 17) Спусковой крючок после прекращения нажатия на него должен возвращаться в исходное положение
В разобранном пистолете
27 Состояние канала ствола (гл. 2, пп. 1, 2 и 3) Износ канала ствола и изгиб, нарушающие нор-мальный бой пистолета, а также раздутие ствола не допускаются
28 Соединение ствола с рамкой (гл. 2, п. 4) Качка ствола не допускается
29 Удержание возвратной пружины на стволе (гл. 2, п. Возвратная пружина не должна спадать со ствола
30 Положение бойка относительно ударника чашечки затвора при вклю-ченном предохранителе (гл. 5, п, 18) Выступание бойка ударника над дном чашечки за-твора не допускается
31 Выход бойка ударника над дном ча-шечки затвора (гл. 5, п. 18) Должен быть в пределах 1,1-1,35 мм
32 Положение бойка ударника относи-тельно дна чашечки затвора при по-вороте затвора передним срезом вверх (гл. 2, п. 18) Боек должен под действием собственного веса опуститься вниз. Выступание бойка ударника над дном чашечки затвора не допускается
33 Движение подавателя в корпусе ма-газина | (гл. 4, п. 5, подп. ‘б») Должно быть без затирания
34 Удержание крышки магазина на кор-пусе магазина (гл. 6, п. 5) Крышка магазина не должна отделяться от усилия руки
Номеру на рамке должны соответствовать номера на затворе, предохранителе (у пистолетов последних выпусков), шептале, спусковой тяге, спусковом крючке и магази-нах.
Кроме того, при осмотре пистолета необходимо проверить наличие деталей, не сломаны ли детали, не имеют ли они вмятин, изгиба, трещин, нет ли ослабления посадки осей, нет ли забоин и наминов на рабочих поверхностях деталей, разворота прорезей у винтов, смятия и срыва резьбы, сколов или сквозных трещин на пластмассовых деталях, потертости оксидной пленки.
ГЛАВА 2
ДЕФЕКТАЦИЯ И РЕМОНТ РАМКИ СО СТВОЛОМ И СПУСКОВОЙ СКОБОЙ
1 Износ канала ствола по полям, округление или скрошенность углов полей нарезов.
Допускается при условии нормальной кучности боя. Если пистолет не удовлетво-ряет требованиям нормальной кучности боя, заменить ствол по карте.
2. Раздутие ствола.
При раздутии ствола заменить его по карте.
3. Изгиб ствола.
Изгиб ствола допускается, если:
1) Пистолет удовлетворяет требованиям нормальной меткости боя;
2) Отклонение средней точки попадания от контрольной точки более чем на 5 см устраняется передвижением целика вправо (влево) или заменой его на более высокий (низкий).
При необходимости заменить ствол по карте.
4. Качка ствола в соединении с рамкой.
При качке ствола заменить его по карте.
5 Передний конец спусковой скобы не прижимается к рамке.
Передний конец спусковой скобы, оттянутый рукой вниз и отпущенный, должен под действием пружины энергично возвращаться в первоначальное положение до упора прилива скобы в переднюю стенку стойки рамки.
Причины неисправности
а) Осадка или излом пружины 49 спус?ковой скобы. Заменить пружину.
б) Износ или смятие пятки 50 спуско?вой скобы 48.
Зачистить пятку спусковой скобы так, чтобы при поставленной спусковой скобе в рамку гнеток спусковой скобы упирался только в заднее ребро пятки (рис. 1).
Опилить до устранения скругления граней
Рис. 1. Обработка спусковой скобы
в) Изгиб спусковой скобы 48. Выправить спусковую скобу.
6. Спусковая скоба не удерживается в оттянутом вниз положении.
Оттянутый вниз и перекошенный вправо или влево передний конец спусковой ско-бы должен удерживаться на рамке в этом положении.
Если спусковая скоба не удерживается в оттянутом вниз положении, опилить вы-резы на приливе спусковой скобы (рис: 1).
7. Щечки рукоятки не удерживаются винтом на основании рукоятки.
Щечки рукоятки должны надежно удерживаться винтом на основании рукоятки.
При завинченном до отказа винте 1 щечки рукоятки не должны смещаться назад при оттягивании их рукой.
При износе резьбы винта 1 заменить винт.
При износе резьбы в отверстии прилива основания рукоятки подобрать другой винт, завинтить его до отказа и проверить, не выступает ли головка винта над щечками, а конец винта — над стенкой рамки в окне для магазина. При выступании опилить головку или конец винта заподлицо.
При невозможности устранить неисправность подбо?ром винта или при срыве резь-бы в отверстии основания рукоятки рассверлить отверстие на диаметр 5,5 мм, за?варить» его электродом Э50-2Д обработать и нарезать резьбу (рис. 2).
(подготовка для заварки)
Обработать заподлицо
У пистолетов первых выпус-ков торец лрилива обрабо-тать по размеру А= 5-0,2 мм. Отверстие для винта после заварни размечать через от-верстие в щечках рукоятки
Рис. 2. Обработка основания рукоятки
8. Возвратная пружина не удерживается на стволе.
Возвратная пружина, надетая на ствол концом, имеющим виток меньшего диамет-ра, не должна спадать со ствола при встряхивании рамки со стволом.
При спадании пружины со ствола подогнуть виток меньшего диаметра так, чтобы его внутренний диаметр был не более 12+0,5 мм.
9. Трещины-на основании рукоятки.
Подготовить место с трещинами для заварки по рис. 2, заварить электродом Э50-2,0 и обработать.
10. Трещины или излом щечек рукоятки.
Трещины или излом щечек рукоятки не допускаются (допускается незначительная скрошенность щечек).
При трещинах или изломе заменить щечки рукоятки. Выступание щечек за перед-ний и нижний контуры осно?вания рукоятки не допускается; выступание верхней части заднего контура щечек над основанием рукоятки допускается до 0,5 мм (при условии при-тупления острой кромки).
При выступании щечек за контуры основания рукоятки или при выступани верх-ней части заднего контура щечек над основанием рукоятки более 0,5 мм зачистить щечки и заполировать зачищенные места.
При тугом надевании щечек на основание рукоятки допускается зачистка внут-ренних плоскостей щечек (рис. 3).
При затирании защелки магазина в выеме щечек рукоятки подчистить трущиеся места щечек
Примечание. На пистолеты первых выпусков ставить щечки рукоятки только первых выпусков.
ГЛАВА 3
ДЕФЕКТАЦИЯ ? РЕМОНТ ПРИЦЕЛЬНЫХ ПРИСПОСОБЛЕНИИ
1. Забоины на гривке и в прорези целика.
Зачистить приподнятый металл, не нарушая размеров и формы прорези целика (рис. 4)
Рис. 4. Обработка целика
При нарушении размеров и формы прорези целика заменить целик.
2. Забоины на мушке.
Зачистить приподнятый ме?талл, не нарушая размеров и фор?мы мушки (рис. 5),
При нарушении размеров и формы мушки пистолет отправить
Рис. 5. Обработка мушки на капитальный ремонт.
ГЛАВА 4
ДЕФЕКТАЦИЯ И РЕМОНТ ЗАТВОРА
1. Затвор не доходит до крайнего заднего положения.
Движение затвора назад при отведении его рукой должно ограничиваться прили-вом спусковой скобы, в который упирается стенка затвора, что определяется по удару стенки затвора по приливу спусковой скобы.
Причины неисправности:
а) Забоины в пазах 22 рамки или на продольных выступах затвора, на гребне 38 за-твора или на верхних загнутых краях боковых стенок корпуса магазина.
Зачистить приподнятый металл.
б) Изгиб возвратной пружины 18.
Заменить пружину.
2. Затвор не доходит до крайнего переднего положения.
Затвор, задержанный затворной задержкой, при нажатии на кнопку затворной за-держки должен дойти до крайнего переднего положения.
Причины неисправности и способы их устранения см. в п. 1 настоящей главы и кроме того:
Ослабление или излом возвратной пружины 18.
Заменить пружину.
3. Затвор задерживается затворной задержкой при наличии патронов в мага-зине.
При вставленном в рукоятку пистолета магазине с патронами затвор при движении вперед не должен задерживаться затворной задержкой.
Причины неисправности:
а) Ослабление или излом пружины 10 шептала.
Заменить пружину, при этом на шептало пистолетов первых выпусков ставить пружину шептала только пер?вых выпусков.
Расчеканить
Рис. 6. Расчеканка края выема для конца пружины в шептале пистолетов первых выпусков.
У пистолетов последних выпусков пружина, надетая на шептало, должна удержи-ваться своим концом в отверстии шептала и не сниматься без применения усилия. Высту-пание конца пружины над плоскостью шептала допускается не более 0,1 мм. При высту-пании более чем на 0,1 мм зачистить выступающий конец пружины напильником.
У пистолетов первых выпусков после постановки пружины расчеканить край вы-ема для конца пружины в шептале (рис. 6) так, чтобы конец пружины удерживал?ся в вы-еме при закручивании пружины. Выступание конца пружины над плоскостью шептала допускается не более 0,2 мм. При выступании более чем на 0,2 мм зачистить выступаю-щий конец пружины напильником.
б) Затирание затворной задержки между магазином и рамкой вследствие вмятин на корпусе магазина или изгиба затворной задержки.
При вставленном в рукоятку пистолета магазине с патронами затворная задержка, приподнятая вверх и отпущенная, должна под действием пружины шептала энергично возвращаться в крайнее нижнее положение и утопать в вырезе для затворной задержки в рамке.
При затирании выправить корпус магазина на оправке (рис. 29).
Небольшое затирание затворной задержки допускается устранять зачисткой шли-фовальной шкуркой трущихся мест на затворной задержке и корпусе магазина.
в) Изгиб отражателя 34 затворной задержки.
Выправить отражатель затворной задержки.
г) Изгиб кнопки 31 затворной задержки. Выправить кнопку так, чтобы передний конец затворной задержки с кнопкой свободно входил в вырез для затворной задержки в рамке.
д) Забоины в вырезе 30 для затворной задержки в рамке.
Зачистить приподнятый металл.
4. Затворная задержка освобождает затвор при вставлении магазина в руко-ятку пистолета или извлечении из нее.
При вставлении пустого или снаряженного магазина в рукоятку пистолета или из-влечении из нее затворная задержка не должна освобождать затвор.
Причины неисправности:
а) Наличие косого выступа для выключения затворной задержки на корпусе мага-зина и зуба на затворной задержке (у пистолетов первых выпусков).
Спилить нижнюю часть затворной задержки (рис. 7).
б) Скругление выступа 32 затворной задержки или зуба 33 затвора.
Опилить выступ затворной задержки (рис. 7) или зуб затвора (рис. 8).
Рис. 7. Обработка затворной задержки первых выпусков
Рис. 8. Обработка выступа на затворе
5. Затвор не задерживается затворной задержкой при отсутствии патронов в магазине.
При вставленном в рукоятку пистолета магазине без патронов затвор, отведенный до отказа назад и отпущенный, должен задерживаться затворной задержкой.
При вынимании магазина затвор не должен срываться с задержки.
Причины неисправности и способы их устранения см. в п. 4, подп. ‘б’ настоящей главы и кроме того:
а) Ослабление или излом пружины 46 подавателя.
Заменить пружину.
б) Затирание подавателя между стен?ками корпуса магазина вследствие вмятин на корпусе магазина или изгиба подавателя.
Подаватель, опущенный вниз до отказа, должен под действием пружины энергично возвращаться в верхнее положение.
При затирании выправить корпус магазина на оправке (рис. 29).
Небольшое затирание подавателя допускается устранять зачисткой трущихся мест на подавателе и стенках корпуса магазина личным напильником или надфилем.
в) Излом зацепа 47 подавателя. Заменить подаватель или магазин.
г) Изгиб кнопки 31 затворной задержки. Выправить кнопку так, чтобы передний конец затворной задержки с кнопкой свободно входил в вырез для затворной задержки в рамке.
д) Затирание затворной задержки между магазином и рамкой вследствие вмятин на корпусе магазина или изгиба затворной задержки.
При вставленном в рукоятку пистолета магазине без патронов и отделенном от рамки затворе затворная задержка, отжатая вниз до отказа и отпущенная, должна под дей-ствием пружины подавателя энергично возвращаться в крайнее верхнее положение (до упора зацепа подавателя в верхнюю стенку фигурного окна корпуса магазина).
При затирании выправить корпус магазина на оправке (рис. 29) или выправить за-творную задержку.
Небольшое затирание затворной задержки допускается устранять зачисткой тру-щихся мест на затворной задержке и стенках корпуса магазина.
6. Гильза (патрон) не извлекается из патронника.
При отведении затвора назад гильза (патрон) должна извлекаться выбрасывателем из патронника.
Причины неисправности:
Скрошенность или излом зацепа 13 выбрасывателя.
Заменить выбрасыватель и проверить расстояние между зацепом выбрасывателя и дном чашечки затвора калибром (рис. 26).
Ослабление или излом пружины 11 выбрасывателя.
Заменить пружину.
Следы ржавчины, раковины или сколы хрома в патроннике.
При наличии в патроннике следов ржавчины, раковин или сколов хрома (у стволов с хромированным патронником), вызывающих тугое извлечение гильз, заменить ствол по карте.
7. Гильза (патрон) не выбрасывается из затвора.
При отведении затвора назад гильза (патрон) по извлечении ее из патронника должна удерживаться в чашечке затвора до встречи с отражателем и энергично выбрасы-ваться им из затвора; прихват гильзы (патрона) затвором не допускается.
Причины неисправности и способы их устранения см. в п. I настоящей главы и кроме того:
а) Скрошенность отражателя 34 затворной задержки.
Заменить затворную задержку.
Фаски 4х45?
б) Износ зацепа 13 выбрасывателя.
При износе зацепа выбрасывателя, вызывающем выпадение гильзы (патрона) из затвора при извлечении ее из патронника, заменить выбрасыватель.
Рис. 9. Обработка загибов магазина
в) Смятие или изгиб верхних загнутых краев боковых стенок корпуса магазина.
Выправить верхние загнутые края боковых стенок корпуса магазина на оправке (рис. 29) и зачистить (рис. 9).
г) Изгиб отражателя 34 затворной задержки.
Выправить отражатель затворной задержки.
8. Предохранитель не удерживается во включенном и выключенном положе-ниях.
Предохранитель должен надежно удерживаться во включенном и выключенном положениях и переводиться от усилия большого пальца руки.
А-А
Рис. 10. Углубление выемок для фиксатора предохранителя
Самопроизвольный поворот предохранителя во время стрельбы не допускается. Причины неисправности:
а) Скругление кромок выемок 89 для фиксатора предохранителя на затворе.
Углубить выемки на затворе сверлом диаметром 2,5-3 мм (рис. 10).
б) Ослабление или излом фиксатора 40 предохранителя.
Заменить фиксатор. После постановки фиксатора раскернить флажок предохрани-теля в двух точках (рис. 11).
Раскернить
Рис. 11. Обработка предохранителя и постановка фиксатора
ГЛАВА 5
ДЕФЕКТАЦИЯ И РЕМОНТ УДАРНО-СПУСКОВОГО МЕХАНИЗМА
1. Курок не становится на боевой взвод при отпущенном спусковом крючке и выключенном предохранителе.
При отведении головки курка вниз до отказа или затвора назад до отказа при от-пущенном спусковом крючке и выключенном предохранителе курок должен ста?новиться на боевой взвод.
Причины неисправности и способы их устранения см. в п. 3, подп. ‘а’ гл. 4 и кро-ме того:
Скругление шептала 36 или боевого взвода 37 курка.
Зачистить шептало по рис. 12 или боевой взвод курка по рис. 13 до получения на-дежного зацепления курка за шептало. При этом прилегание шептала к боевому взводу курка должно быть обязательно у основания боевого взвода или же по всей плоскости; прилегание только у вершины боевого взвода не допускается. Опиловка и зачистка ци-линдрической поверхности курка у основания боевого взвода и нижней плоскости шепта-ла у вершины боевой грани не допускаются.
Рис. 12 Обработка шептала
Зачистить сняв минимально необходимый слой металла
Рис. 13. Обработка взвода курка
При невозможности устранить неисправность зачисткой шептала или боевого взвода курка заменить курок или шептало, см. п. 4, подп. ‘в’ настоящей главы.
После замены курка проверить, нет ли преждевременного срыва курка с выступа самовзвода рычага взвода (см. п. 12 настоящей главы).
2. Курок не становится на боевой взвод при отведении затвора до отказа назад при отжатом назад спусковом крючке.
При отведении затвора до отказа назад при отжатом назад спусковом крючке курок должен становиться на боевой взвод.
Причины неисправности и способы их устранения см. в п. 1 настоящей главы и кроме того:
Износ разобщающего выступа 35 рыча?га взвода или выступа для разобщения ры-чага взвода на затворе.
Заменить рычаг взвода совместно со спусковой тягой и проверить, заходит ли вы-ступ самовзвода рычага взвода за зуб самовзвода курка при отпущенном спусковом крюч-ке (при на?жатии на спусковой крючок, при исправных боевой пружине и спусковой тяге, курок должен пово?рачиваться выступом самовзво?да). При незаходе выступа само?взвода за зуб самовзвода курка опилить нижнюю часть спусково?го крючка по рис. 14 или зачи?стить выступ самовзвода рычага взвода по рис. 15. Кроме того, проверить, нет ли преждевре-мен?ного срыва курка с выступа само?взвода рычага взвода (см. п. 12 настоящей главы).
Опилить по радиусу
Рис. 14 Обработка спускового крючка
На пистолеты первых выпусков, имеющие спусковую тягу толщиной 0,9-0,1 мм и рычаг взвода с пяточкой толщиной 3-0,12 мм, ставить рычаг взвода со спусковой тягой только таких же размеров.
Рис. 15. Обработка рычага взвода у пистолетов последних выпусков
3. Преждевременный срыв курка с боевого взвода при включении предохра-нителя.
При включении предохранителя курок не должен срываться с боевого взвода при повороте предохрани?теля на угол менее 22?.
Причины неисправности и способы их устранения см. в п. 1 настоящей главы и кроме того:
Преждевременный поворот шептала полочкой 26 уступа предохранителя при включении предохранителя. Опилить полочку уступа предохранителя (рис. 11) так, чтобы при включении предохранителя курок спускался с боевого взвода, чтобы не было прежде-временного сры?ва курка с боевого взвода и чтобы курок блокировался выступом предо-хранителя.
4. Курок не спускается с боевого взвода.
При нажатии на спусковой крючок до отказа назад курок, поставленный на боевой взвод, должен энергично пойти вперед и, не задерживаясь на предохранительном взводе, ударить по ударнику.
Причины неисправности:
а) Ослабление или излом узкого пера 4. или излом широкого пера 3 боевой пружи-ны.
Заменить боевую пружину.
Рис. 16. Обработка боевой пружины
При затруднительном надевании боевой пружины на прилив основания рукоятки у пистолетов первых выпусков обработать фаску на стенке отверстия боевой пружины по рис. 16.
б) Изгиб спусковой тяги 51.
Выправить спусковую тягу.
в) Смятие или износ выступа 9 шептала или стенки выреза 5 на рычаге взвода.
Опилить верхний конец спускового крючка (рис. 14) так, чтобы при отжатом до отказа назад спусковом крючке хвост его не упирался в спусковую скобу, а затвор при этом без затирания двигался по рамке (шептало не должно упираться в гребень затвора).
При невозможности устранить неисправность опиловкой верхнего конца спусково-го крючка заменить шептало. В случае затруднительного движения затвора по рамке при отжатом до отказа назад спусковом крючке вследствие упирания шептала в гребень затво-ра опилить выступ шептала (рис. 12). Проверить, спускается ли курок с боевого взвода при включении предохранителя, нет ли при этом преждевременного срыва курка с боево-го взвода, а также блокируется ли курок выступом предохранителя (см. п. 2 настоящей главы).
Если заменой шептала неисправность не устраняется, заменить рычаг взвода со-вместно со спусковой тягой (см. п. 2 настоящей главы).
г) Забоины на шептале 86 или боевом взводе 87 курка.
Зачистить приподнятый металл надфилем.
5. Курок туго спускается с боевого взвода.
Спуск курка с боевого взвода должен происходить от усилия на спусковой крючок не более 3,5 кг.
Для проверки усилия спуска поставить курок на бое?вой взвод, присоединить к пружинным весам крючок (рис. 30), зацепить им за спусковой крючок и, оттягивая весы назад, спустить курок с боевого взвода. В момент спуска весы должны показывать усилие не более 3,5 кг.
Причины неисправности и способы их устранения см. в п. 4, подп. ‘б’ настоящей главы и кроме того:
а) Изгиб узкого пера 4 или широкого пера 3 боевой пружины назад.
Заменить боевую пружину (см. п. 4, подп. ‘а’ настоящей главы).
б) Забоины на полочке 44 для спусковой тяги в рамке.
Зачистить приподнятый металл.
в) Забоины на шептале 36 или боевом взводе 37 курка.
Зачистить приподнятый металл.
г) Вмятины на боковых стенках корпуса 52 магазина.
Выправить корпус магазина на оправке (рис. 29).
д) Забоины в цапфенных гнездах 28 для цапф шептала в рамке или на цапфах 27 шептала.
Зачистить приподнятый металл.
6. Курок легко спускается с боевого взвода.
Спуск курка с боевого взвода должен происходить от усилия на спусковой крючок не менее 1,5 кг.
Проверить усилие спуска (см. п. 5 настоящей главы). В момент спуска весы долж-ны показывать усилие не менее 1,5 кг.
Причины неисправности и способы, их устранения см. в п. 3, подп. ‘а’, гл. 4, п. 1 настоящей главы и кроме того:
Ослабление или излом широкого пера 3 боевой пружины. Заменить боевую пру-жину (см. п. 4, подп. ‘а’ настоящей главы).
7. Курок срывается с боевого взвода.
Срыв курка с боевого взвода при нажатии пальцем руки на головку курка снизу, при энергичном отведении затвора назад и последующем его движении вперед, а также при спуске затвора с затворной задержки (как при нажатом, так и при отпущенном спус-ковом крючке) не допускается.
Причины неисправности и способы их устранения см. в п. 1 настоящей главы и кроме того:
Отсутствие выемки с правой стороны гребня 35 затвора (у пистолетов первых вы-пусков).
Обработать гребень затвора до образования выемки (рис. 17).
10 2,2-0,5
А- А
Рис. 17. Обработка гребня затвора
8. Курок не становится на предохранительный взвод (отсутствует ‘отбой’ курка).
Курок, спущенный с боевого взвода, после удара по ударнику должен иметь ‘от-бой’, т. е. при спущенном курке и отведенном до отказа назад спусковом крючке головка курка при нажиме на нее пальцем руки должна подаваться вперед, а после прекращения нажима — энергично возвращаться в первоначальное положение;
при отпущенном спусковом крючке и по прекращении нажима на головку курка курок должен встать на предохранительный взвод.
Причины неисправности.
а) Отгиб или излом изогнутого конца 6 широкого пера боевой пружины.
Восстановить форму изогнутого конца пружины (рис. 16).
При невозможности восстановить форму изогнутого конца пружины или изломе изогнутого конца заменить пружину (см. п. 4, подп. ‘а’ настоящей главы).
б) Забоины на предохранительном взводе 42 курка.
Зачистить приподнятый металл.
в) Затирание изогнутого конца 6 широ?кого пера боевой пружины в углублении курка.
Притупить торцовые поверхности изогнутого конца широкого пера боевой пружи-ны.
9. Курок срывается с предохранительного взвода.
Ери выключенном предохранителе и отпущенном спусковом крючке курок не дол-жен срываться с предохранительного взвода при нажатии пальцем руки на головку курка вперед.
Причины неисправности и способы их устранения см. в п. 3, подп. ‘а’, гл. 4 и кро-ме того:
Скругление шептала 36 или предохранительного взвода 42 курка.
Зачистить шептало (рис. 12) или предохранительный взвод курка (рис. 13) и прове-рить прилегание шептала к боевому взводу курка (см. п. 1 настоящей главы).
10. Курок не поворачивается выступом самовзвода рычага взвода при вы-ключенном предохранителе.
При нажатии на спусковой крючок при выключенном предохранителе курок дол-жен поворачиваться выступом самовзвода рычага взвода.
Причины неисправности и способы их устранения см. в п. 4, подп. ‘а’ настоящей главы и кроме того:
Затруднительное вращение рычага взвода на цапфе спусковой тяги.
Выправить спусковую тягу и рычаг взвода или зачис?тить надфилем их трущиеся места, обеспечив свобод?ное вращение рычага взвода на цапфе спусковой тяги.
11. Курок туго поворачивается выступом самовзвода рычага взвода.
Поворот курка выступом самовзвода рычага взвода должен происходить от усилия на спусковой крючок не более 7,5 кг.
Причины неисправности и способы их устранения см. пп. 4, подп. ‘б’, и 5, подп. ‘а’, ‘б’ и ‘г’, настоящей главы и кроме того:
Забоины в цапфенных гнездах 23 для цапф курка в рамке или на цапфах 24 курка.
Зачистить приподнятый металл.
12. Курок преждевременно срывается с выступа самовзвода рычага взвода.
Вставить калибр (рис. 27) в задний вырез рамки, продвинуть калибр вперед до упо-ра в курок и нажать на спусковой крючок до отказа назад; при этом курок не должен сры-ваться с выступа самовзвода рычага взвода.
Причины неисправности и способы их устранения см. п. 4, подп.-‘а’ и ‘б’ на-стоящей главы и кроме того:
а) Скругление или скрошенность ^вы?ступа 43 самовзвода рычага взвода. (
Зачистить выступ самовзвода и стенку выреза для выступа шептала (рис. 15); у пистолетов первых выпус?ков, имеющих спусковую тягу толщиной 0,9_о,1 мм, за?чистить выступ самовзвода и задний выступ рычага взвода (рис. 18).
Зачистить, сняв минимально не-обходимый слои металла
R не менее 0,15 мм
Рис. 18. Обработка спусковой тяги с рычагом взвода у пистолетов первых выпусков
При невозможности устранить неисправность указанным способом заменить рычаг взвода совместно со спусковой тягой (см. п. 2 настоящей главы).
б) Скругление или скрошенность зуба 25 самовзвода курка.
Зачистить зуб самовзвода курка (рис. 13).
При невозможности устранить неисправность указанным способом заменить курок и проверить, нет ли преждевременного срыва курка с выступа самовзвода рычага взвода.
13. Курок не срывается с выступа самовзвода рычага взвода при нажатии на спусковой крючок до отказа назад.
При нажатии на спусковой крючок до отказа назад курок должен срываться с вы-ступа самовзвода рычага взвода и, не становясь на боевой взвод, ударить по удар?нику.
Причины неисправности и способы их устранения см. в п. 4, подп. ‘б’ настоящей главы и кроме того:
Верхний конец 15 спускового крючка упирается в стенйу кривого паза 16 рамки до срыва курка с выступа самоцзвода рычага взвода.
Опилить верхний конец спускового крючка (см. п. 4, подп. ‘в’ настоящей главы).
14. Курок взводится при включенном предохранителе.
При включенном предохранителе курок не должен взводиться как при нажатии пальцем руки на головку курка вниз, так и при нажатии на спусковой крючок назад (вы-ступом самовзвода рычага взвода).
Причины неисправности:
а) Скругление или скрошенность зацепа 20 для запирания курка на предохраните-ле.
Зачистить зацеп предохранителя (рис. 11). При невозможности устранить неис-правность указанным способом заменить предохранитель и проверить:
— спускается ли курок с боевого взвода при включении предохранителя (см. п. 15 настоящей главы);
— нет ли преждевременного срыва курка с боевого взвода при включении предо-хранителя (см. п. 3 настоящей главы);
— блокируется ли курок выступом предохранителя (см. п. 16 настоящей главы).
б) Скругление или скрошенность вы?ступа 41 на курке для запирания курка предо-хранителем.
Зачистить выступ курка (рис. 13).
При невозможности устранить неисправность указанным способом заменить курок и проверить, нет ли преждевременного срыва курка с выступа самовзвода рычага взвода (см. п. 3 настоящей главы).
15. Курок не спускается с боевого взвода при включении предохранителя.
Курок, поставленный на боевой взвод, при включении предохранителя должен спускаться с боевого взвода. Причина неисправности:
Износ (округление) зуба 19 шептала или полочки 26 уступа предохранителя. Заме-нить предохранитель и проверить:
— нет ли преждевременного срыва курка с боевого взвода при включении предо-хранителя (см. п. 3 настоя?щей главы);
— блокируется ли курок выступом предохранителя (см. п. 16 настоящей главы).
При невозможности устранить неисправность заменой предохранителя заменить шептало (см. п. 4, подп. ‘в’ настоящей главы).
16. Курок не блокируется выступом предохранителя.
Поставить курок на боевой взвод и медленно поворачивать предохранитель вверх до начала расцепления шептала с боевым взводом курка полочкой уступа пре?дохранителя (наблюдается через вырез для курка в за?творе). Не поворачивая дальше предохранитель, нажать на спусковой крючок до отказа назад, спустить курок с боевого взвода (придержи-вая головку курка пальцем руки) и, не отпуская спускового крючка, повернуть ку?рок до отказа вперед; при этом курок должен блокиро?ваться предохранителем, т. е. упираться в выступ пре?дохранителя и не касаться ударника.
Причины неисправности:
а) Преждевременный поворот шептала полочкой 26 уступа предохранителя при включении предохранителя.
Опилить полочку уступа предохранителя (рис. 11) так, чтобы при включении пре-дохранителя курок спускался с боевого взвода, чтобы не было при этом преждевременно-го срыва курка с боевого взвода (см. п. 3 настоящей главы) и чтобы курок блокировался выступом предохранителя.
б) Смятие стенок выреза 21 на головке курка.
Заменить курок и проверить, нет ли преждевременного срыва курка с выступа са-мовзвода рычага взвода (см. п. 12 настоящей главы).
17. Спусковой крючок после прекращения нажатия на него не возвращается в первоначальное положение.
Спусковой крючок после прекращения нажатия на него должен возвращаться в первоначальное положение.
Причины неисправности и способы их устранения см. в пп. д, подп. ‘б’, и 5, подп. ‘б’ и ‘г’, настоящей главы и кроме того:
Ослабление или излом узкого пера 4 боевой пру?жины.
Заменить боевую пружину (см. п. 4 настоящей главы).
18. Осечки.
Причины неисправности:
а) Смятие или скрошенность бойка 12 ударника.
Заправить боек ударника (рис. 19) и проверить выход бойка над дном чашечки за-твора калибром (рис. 28).
Рис. 19. Обработка ударника
Для проверки выхода бойка отделить от затвора предохранитель, продвинуть удар-ник вперед так, чтобы задний торец ударника был заподлицо с задней плос?костью затвора, и наложить на дно чашечки затвора калибр вырезом 1,1; при этом дно выреза калибра не должно проходить над бойком.
Если дно выреза калибра проходит над бойком, заменить ударник и проверить вы-ход бойка калибром;
при этом дно выреза 1,35 должно проходить над бойком, а дно выреза 1,1 не долж-но проходить. Если дно выреза 1,35 не проходит над бойком, опилить задний торец удар-ника (рис. 19).
Ударник при отделенном от затвора предохранителе должен перемещаться в кана-ле затвора под действием собственного веса.
Выступание бойка ударника, отведенного до отказа назад (до упора среза ударника в предохранитель), над дном чашечки затвора не допускается. При выступании бойка за-чистить срез для предохранителя на ударнике (рис. 19).
При вставленном в затвор предохранителе и повороте затвора в вертикальное по-ложение (передним срезом вверх) ударник под действием собственного веса дол?жен опус-титься вниз так, чтобы боек утопал за дно ча?шечки затвора. При заклинивании ударника предохра?нителем опилить боковую плоскость ударника (рис. 19).
Отжать ударник до отказа назад выколоткой, вставленной в канал ствола, повер-нуть курок вперед до упора предохранительным взводом в шептало и проверить зазор между ударником и головкой курка. Зазор должен быть не менее 1,5 мм. При зазоре менее чем 1,5 мм опилить задний торец ударника (рис. 19), при этом выход бойка ударника над дном чашечки затвора должен быть 1,1-1,35 мм.
б) Износ бойка 12 ударника.
Проверить выход бойка над дном чашечки затвора калибром. Если дно выреза 1,1 калибра проходит над бойком, заменить ударник и пригнать его к затвору (см. подп. ‘а’).
в) Ослабление или излом широкого пера 3 боевой пружины.
Заменить боевую пружину (см. п. 4, подп. ‘а’ настоящей главы).
г) Забоины в вырезе 21 на головке кур?ка или на выступе 8 предохранителя. Зачис-тить приподнятый металл.
д) Забоины в цапфенных гнездах 23 для цапф курка в рамке или на цапфах 24 кур-ка.
Зачистить приподнятый металл.
е) Трение курка 7 о стенки затвора или рамки.
Зачистить личным напильником места на боковых плоскостях курка, вызывающие трение.
Причинами осечек помимо указанных могут быть:
— при стрельбе самовзводом — преждевременный срыв курка с выступа само-взвода рычага взвода (см. п. 12 настоящей главы);
— у пистолетов первых выпусков (не имеющих за?движки боевой пружины) — смещение щечек рукоятки назад (см. п. 7 гл. 2).
19. Произвольная автоматическая стрельба или сдвоенные выстрелы.
Причины неисправности и способы их устранения см. в п. 8, гл. 4, п. 1 настоящей главы и кроме того:
Заклинивание ударника предохранителем или выступание бойка ударника, отве-денного до отказа назад, над дном чашечки затвора.
Способ устранения неисправности см. в п. 18, подп. ‘а’ настоящей главы.
ГЛАВА 6
ДЕФЕКТАЦИЯ И РЕМОНТ МАГАЗИНА 1. Магазин не удерживается в руко-ятке.
Магазин должен надежно удерживаться в рукоятке защелкой магазина и не выни-маться из рукоятки без нажатия на защелку.
Причины неисправности:
а) Выступ 54 для защелки магазина на корпусе магазина не заходит за за?щелку.
Опилить выступ для защелки магазина (рис. 20) или основание рукоятки (рис. 2) так, чтобы была верти?кальная качка (‘игра’) магазина в рукоятке. При этом зазор между основанием рукоятки и крышкой магазина, отжатого до отказа вниз, должен быть не бо-лее 1,4 мм (рис. 21), а верхние загнутые края боковых стенок корпуса магазина, поджатого до отказа вверх, или патрон не должны упираться в отражатель затворной задержки.
б) Ослабление или отгиб нижнего кон?ца 55 боевой пружины назад. Выправить бое-вую пружину.
При невозможности выправить пружину, а также при ослаблении пружины заме-нить пружину (см. п. 4, подп. ‘а’, г.л. 5).
в) Смятие выступа 54 для защелки магазина на корпусе магазина внутрь.
Рис. 21. Место проверки зазора между основанием рукоятки и крышкой магазина
Рис. 20. Обработка выступа для защелки магазина
А-А
Рис. 22. Обработка выступа для защелки магазина
Выправить выступ на корпусе магазина на оправке (рис. 31) и обработать по рис. 22.
У пистолетов первых выпусков (не имеющих задвижки боевой пружины) причиной неудержания магазина в рукоятке может быть смещение щечек рукоятки назад (см. п. 7, гл. 2).
2. Магазин туго вынимается из рукоятки и туго вставляется в нее.
Магазин должен легко выниматься из рукоятки и легко вставляться в нее.
Полностью снаряженный магазин должен встав?ляться в рукоятку от усилия боль-шого пальца руки.
Причины неисправности и способы их устранения см. в п. 4, подп. ‘б’, гл. 5, п. 7, подп. ‘в’, гл. 4 и кроме того:
а) Изгиб корпуса 52 магазина или вмятины на нем.
Выправить корпус магазина на оправке (рис. 29).
б) Изгиб затворной задержки 45. Выправить затворную задержку.
3. Очередной патрон не подается из магазина в патронник.
Патроны в снаряженном магазине должны энергично подаваться подавателем вверх до упора в верхние загнутые края боковых стенок корпуса магазина, а верхний па-трон при движении затвора вперед должен продвигаться досылателем затвора в патрон-ник без задержек и перекосов.
Для проверки подачи патронов в патронник снарядить магазин восемью провероч-ными патронами, вставить магазин в рукоятку пистолета и, действуя затвором, по очереди вводить патроны в патронник.
Причины неисправности и способы их устранения см. в пп. 1, 5, подп. ‘а’ и ‘б’, и 7, подп. ‘в’, гл. 4 и кроме того:
Забоины на пульном скосе 14 ствола или на рожках досылателя затвора.
Зачистить приподнятый металл.
4. Затруднительное наполнение магазина патронами.
При наполнении магазина патронами все патроны должны плавно, без перекосов опускаться внутрь магазина; при этом последний патрон должен иметь люфт, обеспечи-вающий вхождение магазина в пистолет при закрытом затворе, удержание магазина за-щелкой и про?хождение досылателя при отведении затвора назад.
Причины неисправности и способы их устранения см. в п. 5, подп. ‘б’, и п. 7, подп. ‘в’, гл. 4 и кроме того:
Затирание зацепа 47 подавателя в фи?гурном окне корпуса магазина вследст?вие из-гиба зацепа.
Выправить зацеп подавателя.
5. Крышка магазина не удерживается на корпусе магазина.
Крышка магазина должна прочно удерживаться на корпусе магазина нижним ото-гнутым концом пружины подавателя и не отделяться от корпуса магазина при нажатии на нее пальцем руки.
Рис. 23. Обработка конца пружины подавателя
Причины неисправности:
а) Изгиб отогнутого конца 53 пружины подавателя.
Выправить отогнутый конец пружины (рис. 23), собрать магазин и проверить, вы-ступает ли конец пружины над крышкой магазина.
Выступание конца пружины над крышкой магазина должно быть в пределах от 0,7 до 1,5 мм (рис. 20).
б) Развороченность отверстия для отогнутого конца пружины подавателя в крышке магазина.
Выправить крышку магазина и опилить отверстие (рис.24).
в) Ослабление или излом пружины 46 подавателя.
Заменить пружину.
Рис. 24. Обработка отверстия крышки магазина
6. Очередной патрон выскакивает из магазина и не подается в патронник.
Патроны в снаряженном магазине должны энергич?но подаваться вверх до упора в верхние загнутые края боковых стенок корпуса магазина и удерживаться ими от выскаки-вания.
Выпадание патронов при встряхивании магазина не допускается как при полно-стью снаряженном магазине, так и при одном патроне.
Патрон при движении затвора вперед должен про?двигаться досылателем затвора в патронник без задер?жек и перекосов.
Причины неисправности и способы их устранения см. в пп. 2, 5, подп. ‘а’ и ‘б’, гл. 4 и п. 4 настоящей главы.
ТЕХНОЛОГИЧЕСКАЯ КАРТА НА ЗАМЕНУ СТВОЛА
1. Выбить с помощью выколотки ось спусковой скобы, отделить спусковую скобу от рамки и вынуть пружину спусковой скобы с гнетком из гнезда на передней стенке ос-нования рукоятки.
2. Выбить с помощью выколотки шпильку ствола.
3. Отделить ствол от рамки с помощью специального вкладыша и болта (рис. 32 и 33), для чего вставить в окно для магазина в основании рукоятки вкладыш, зажать рамку со стволом в тиски с медными прокладка?ми, вставить в канал ствола с дульной части болт и, ввинчивая его ключом в отверстие вкладыша, сдвигать ствол назад.
4. Подобрать новый ствол для посадки в стойке рам?ки без качки, вставить его в от-верстие стойки рамки и надеть на дульную часть ствола втулку (рис. 34); зажать рамку со стволом и втулкой в тиски с медными проклад?ками так, чтобы одна губка тисков упира-лась в торец втулки, а другая — в задний срез ствола, и, сжимая тиски, дослать ствол до отказа вперед (запрессовать в стойку рамки).
5. При выступании венчика ствола над стойкой рамки или утопании его относи-тельно стойки рамки зачистить выступающую часть венчика ствола или стойки рамки (рис. 25).
6. При выступании заднего среза бороды ствола над передней стенкой окна для ма-газина в основании руко?ятки зачистить выступающую часть бороды (рис. 25).
7. Выступание граней желоба бороды ствола над .гранями желоба стойки рамки или утопание относи-.
тельно граней желоба стойки рамки допускается не более 0,3 мм. *
При выступании граней более чем на 0,3 мм зачистить желоб бороды, а при утопа-нии более чем на 0,3 мм скруглить грани желоба стойки рамки.
Рис. 25. Пригонка ствола к рамке
8. Скруглить радиусом К= мм угол бороды ствола.
9. Просверлить сверлом диаметром 2,9 мм отверстие для шпильки ствола в бороде ствола через отверстие в стойке рамки, развернуть отверстие разверткой диамет?ром 3 мм и запрессовать шпильку ствола. .
ПРИЛОЖЕНИЕ 1
ПЕРЕЧЕНЬ И РИСУНКИ ВОЙСКОВЫХ КАЛИБРОВ И ПРИСПОСОБЛЕНИИ, ПРИМЕНЯЕМЫХ ПРИ РЕМОНТЕ ПИСТОЛЕТОВ
Номер калибра Наименование инструмента или приспособ-ления ? рисунка Примечание
К-1Р
К-2Р
К-3Р Калибр К-1Р для проверки расстояния от дна чашечки затвора до зуба выбрасывателя
Калибр К-2Р для контроля взмаха курка при действии самовзводом
Калибр К-ЗР для проверки принудительного выхода бойка ударника
Оправка для правки корпуса магазина
Крючок для проверки усилия спуска курка
Оправка для правки выступа на корпусе ма-газина
Вкладыш для отделения ствола
Болт для отделения ствола
Втулка для запрессовки ствола
Пружинные весы для проверки усилия спуска курка 26
27
28
29
30
31
32
33
34
Покупные
Рис. 28. Калибр К-ЗР для проверки принудительного выхода бойка ударника
Материал: сталь 50 Закалить ННС 37-44 Оксидировать
Рис. 29. Оправка для правки корпуса магазина
~ остальное
70*2
Развернутая длина / = 200 мм
Материал: сталь 40
Рис. 30. Крючок для проверки усилия спуска курка
▼5 остальное
Материал- сталь 50
Закалить ИКС 37- 44
Оксидировать
Рис. 31. Оправка для правки выступа на корпусе магазина
▼5 остальное-
материал- сталь 50
Закалить НКС 37-44
Оксидировать
Рис. 32. Вкладыш для отделения ствола
▼5
Материал сталь 50
Закалить ИКС 37-44
Оксидировать
Рис. 33. Болт для отделения ствола
ПРИЛОЖЕНИЕ 2
ПЕРЕЧЕНЬ И РИСУНКИ ДЕТАЛЕЙ ПИСТОЛЕТОВ, ИЗГОТОВЛЯЕМЫХ В РЕМОНТНЫХ МАСТЕРСКИХ БЕЗ ТЕХНОЛОГИЧЕСКИХ КАРТ
? деталей
Наименование деталей
? р?сунка
Примечание
4
8
7
18
22
25
26
27
Цапфа спускового крючка и шпилька ствола (штифт ствола и ось крючка спускового)’
Гнеток спусковой скобы
Ось спусковой скобы
Винт (винт рукоятки)
Целик
Гнеток выбрасывателя
Пружина выбрасывателя
Фиксатор (пружина) предохранителя (пружина предохранителя)
35-
36
37
38
39
40
41
42
Шпилька ствола изготавливается диаметром А= 3,02+0,35 и А= 3,035+0,05
Цапфу спускового крючка диаметром А=
Материал сталь 50
Закалить НRС 38-44
Оксидировать
Рис. 35. Цапфа спускового крючка я шпилька ствола 4
^4 остальное
Допускается сферическая поверхность радиусом не менее R18
материал: столь 50
Закалить НRС 38-44
Оксидировать
Рис. 36. Гнеток спусковой скобы 5
Рис. 37. Ось спусковой скобы 7
▼5 остальное
Материал- сталь 50
Закалить НRС З8- 44
Оксидировать
Рис. 38. Винт 18
▼6 остальное
Материал столь 50
Закалить НRС З8-44 Оксидировать
Группа 1 2 3 4 ЗИП
Размер А 5,25-0,2 5,5-0,2 5,75-0,2 6-0,2
6,2-0,16
Рис. 39. Целик 22
▼8 остальное
Допускается сферическая поверхность радиусом не менее R12
Материал столь 50
Закалить НRС 38-44
Оксидировать
Рис. 40. Гнеток выбрасывателя 25
DM 05.08.2006 — 03:05
СПАСИБО
mp 31.08.2006 — 21:31
ВСЕГДА ПОЖАЛСТА.