Соблюдение правил ежедневного ухода и грамотное техобслуживание станков обеспечивает их безаварийную работу и длительный срок службы, улучшает качество обработки деталей.
Содержание
- Общие правила ухода за станком
- Виды технического обслуживания станков
- Правила проведения техобслуживания, выбор масла
- Обслуживание токарных станков
- Техобслуживание станков с ЧПУ
- Особенности технического обслуживания иных видов станков:
- фрезерных
- лазерных
- гибочных
- форматно-раскроечных
- сверлильных
- шлифовальных
- станка-качалки
- Выбор смазки для направляющих
- Замена СОЖ и промывка системы
Общие правила ухода за станками

Основные правила ухода за станком перед началом работы:
- проверить системы смазки и охлаждения, натяжение приводных ремней, надежность затяжки зажимных элементов, исправность управляющих механизмов, инструмента, вспомогательных приспособлений, защитных ограждений, зануляющих и заземляющих устройств;
- смазать трущиеся пары, к которым нет централизованной подачи масла;
- убрать из рабочей зоны посторонние предметы.
Уход за станком после окончания смены:
- сложить инструмент, оснастку, готовые изделия и заготовки в отведенные для их хранения места;
- удалить с поверхностей и из пазов стружку, загрязнения;
- нанести смазку на направляющие (правила ухода за токарным станком предусматривают также смазывание пиноли, ходового винта, винта задней бабки, ходового валика с подшипниками).
Виды технического обслуживания станков
Согласно ГОСТ 18322, техобслуживание станков подразделяется на следующие виды:
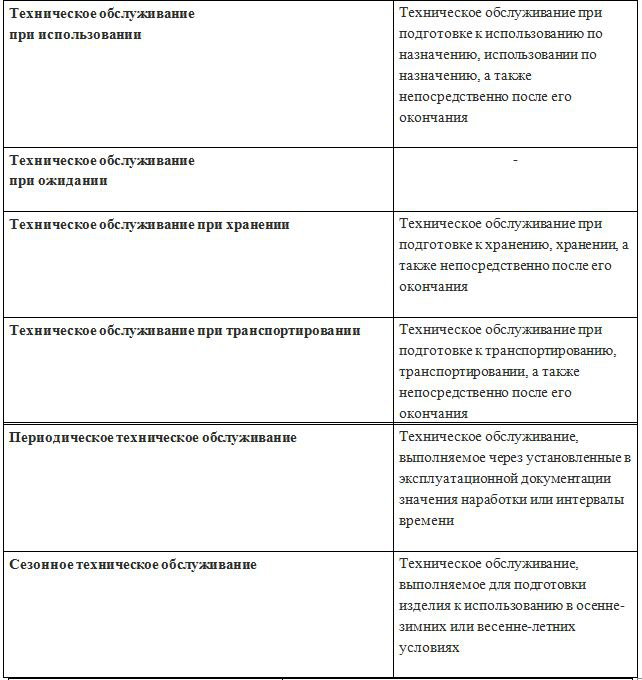
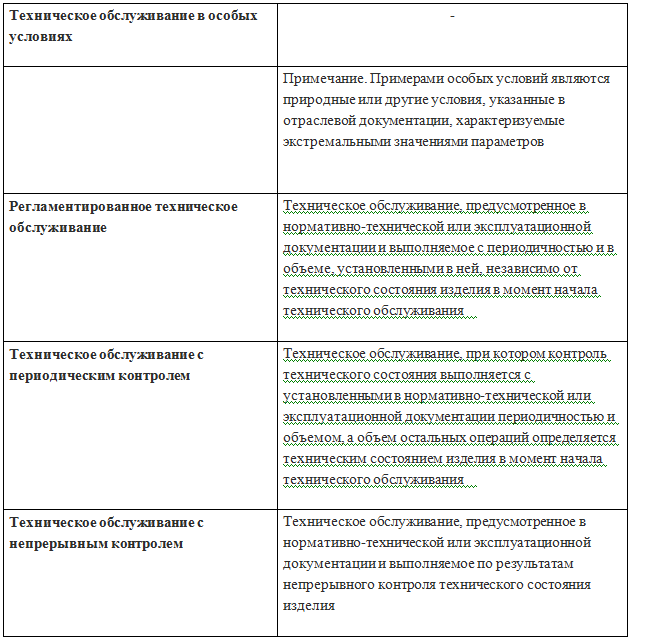
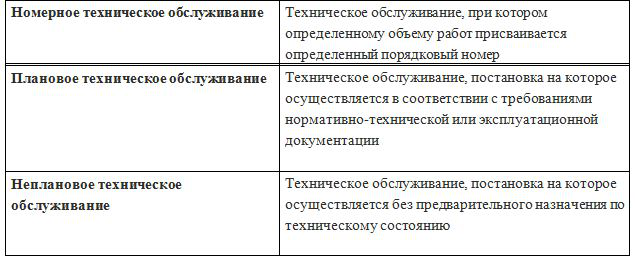
На производстве техобслуживание оборудования принято делить на:
- текущее (чистка и смазка доступных снаружи узлов и механизмов, контроль нагрева трущихся деталей и т.д.), которое возлагается на станочника;
- плановое (чистка и смазка требующих разборки узлов и механизмов, замена масла и фильтров, наладка, регулировка) – его выполняет служба механика.
Периодичность и правила проведения техобслуживания, выбор масла и смазки для металлорежущих станков
Главным документом, определяющим правила ухода и периодичность техобслуживания, является паспорт станка. Смазываемые точки, вид и количество смазочного материала для каждой из них указываются в карте и таблице смазки.
Если условия эксплуатации требуют изменения интервалов между техобслуживанием и/или использования смазок других марок, службой главного механика предприятии составляются собственные карты ТО.
Масла для металлорежущих станков должны иметь высокую моющую способность – мелкая металлическая стружка и пыль, образующаяся при обработке заготовок, ускоряет износ трущихся пар. Их вязкость выбирается с учетом скоростного режима работы и степени нагрузки механизмов.
Отличные эксплуатационные характеристики имеют станочные масла марок ZIC, Mobil, Mannol.
Масляные СОЖ образуют на поверхностях станков трудноудаляемую пленку. Применение синтетических составов сокращает затраты времени на уход за оборудованием.
Техобслуживание токарных станков
Система смазки токарного станка устроена непросто: множество пар трения работают при неодинаковых нагрузках и скоростях, поэтому требуют применения разных смазочных материалов и способов их подачи.
Какое масло заливать в токарный станок и чем смазывать направляющие? В масляный бачок льется индустриалка И-20А, в коробку подач и фартук – И-30А, в шпиндельную бабку – И-12А. Для смазывания направляющих рекомендуется применять масла с антискачковыми присадками.
Во время ежедневного технического обслуживания токарного станка следует проверять уровень масла по всем смотровым глазкам, при необходимости доливать.
Специфика техобслуживания станков с ЧПУ
Кроме общих правил ухода, ежедневное техническое обслуживание станков с программным управлением включает в себя:
- тщательную очистку считывающих головок;
- проверку исправности пневмо- и гидросистем, устройств ЧПУ;
- контроль состояния наиболее уязвимых деталей и узлов;
- регулировку точности выполнения операций.
При плановом техобслуживании станков с ЧПУ особое внимание уделяется очистке от пыли электронной и электрической частей оборудования – пылевые перемычки могут приводить к утечкам тока, снижающих точность его работы, короткому замыканию плат.
Чем смазывать станок с ЧПУ при отсутствии смазочных материалов, рекомендуемых производителем оборудования, решает служба главного механика.
Наиболее часто применяемые масла для станков с ЧПУ: для малонагруженных высокоскоростных механизмов – И-5А, И-8А, по мере снижения скорости и возрастания нагрузки – И-12А, И-20А, И-30А, И-40А, И-50А.
Особенности технического обслуживания других видов станков
Фрезерных
При техническом обслуживании вертикально-фрезерного станка нужно следить за уровнем масла в циркуляционной системе и гидросистеме, два-три раза в смену дозаправлять масленки направляющих салазок, стола, фрезерной головки, винтов подъема и перемещения стола.
Лазерных
Техническое обслуживание лазерного станка состоит не только в своевременной смазке трущихся пар. Кроме этого, нужно:
- перед началом работы проверить, полностью ли заполнена водой лазерная трубка, очистить от загрязнений отражатели и фокусирующую линзу, выполнить проверку оптической траектории;
- каждые две недели чистить линейные направляющие и чиллер, менять воду;
- при ухудшении выкачивания воздуха очищать от пыли гофры и вытяжку изнутри.
Гибочных
В гибочные станки льют редукторное или трансмиссионное масло с антикоррозийными присадками, вязкость которого зависит от температуры окружающей среды. Например:
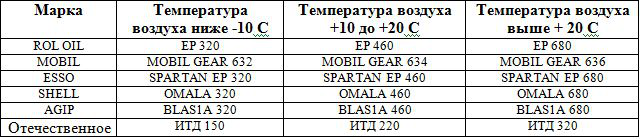
Гибочные станки, установленные на открытом воздухе, требуют проведения сезонного технического обслуживания с заменой «летнего» масла на «зимнее» или наоборот.
Перед тем, как заливать в гибочный станок новое масло, необходимо тщательно очистить бак и трубопроводы.
Форматно-раскроечных
Техническое обслуживание форматно-раскроечного станка, как и любого другого деревообрабатывающего оборудования, предусматривает регулярный уход за его наружными и внутренними поверхностями – накапливающиеся на них опилки и пыль пожаро- и взрывоопасны.
Выбирая, чем смазывать форматно-раскроечный станок, отдавайте предпочтение составам, предотвращающим налипание смолы, пыли, стружки на металл.
Сверлильных
Во время технического обслуживания сверлильного станка необходимо исключить попадание смазки на контактные поверхности шпинделя и патрона – это может привести к несчастному случаю.
Шлифовальных
При ежедневном уходе за шлифовальным станком необходимо тщательно очищать его поверхности от абразивной пыли и удалять шлам из бака-отстойника СОЖ, во время текущего техобслуживания контролировать состояние фильтра тонкой очистки масла, не реже раза в три месяца чистить бак и магнитный сепаратор.
Станка-качалки
Техническое обслуживание станка-качалки проводится дважды в год с целью подготовки к работе в осенне-зимний и весенне-летний период, совмещается с плановым ремонтом.
Выбор смазки для направляющих
Лучшая смазка для направляющих – та, которая указана в паспорте оборудования. В случае его утери выбирать, чем смазывать направляющие станка, следует с учетом:
- их типа;
- расположения в пространстве;
- материала трущихся поверхностей;
- диапазона рабочих температур.
Для смазки горизонтальных направляющих скольжения используются антискачковые масла 68 класса вязкости по ISO, вертикальных – 220 класса.
Какая смазка лучше для направляющих качения, зависит от скоростного режима работы и степени нагрузки – чем меньше скорость и выше нагрузка, тем более вязким и плотным должен быть смазочный материал.
Решая, чем смазывать линейные направляющие станка, необходимо учитывать особенности их конструкции, скорость перемещения, удельные рабочие нагрузки. Тяжелонагруженные механизмы требуют применения высоковязких противозадирных смазок, скоростные – масел малой вязкости с улучшенными антифрикционными свойствами.
Масла серии Mobil Vactra Oil существенно облегчают подбор смазочного материала для направляющих: они подходят для любых комбинаций материалов трущихся пар.
Замена СОЖ и промывка системы
Чтобы свежая СОЖ имела долгий срок службы, перед последним запуском станка в резервуар рекомендуется влить системный очиститель. Он эффективно растворяет загрязнения и отложения на поверхностях. По истечении 8 – 24 часов необходимо слить всю жидкость из системы и промыть ее водой.
Системный очиститель полностью удаляет остатки старой эмульсии, поэтому после промывки с его использованием допускается заливать в станок СОЖ другой марки.
Для безопасной и эффективной работы оборудования недостаточно полагаться на автоматизацию. Качественное обслуживание токарного станка в соответствии с инструкциями позволит повысить срок службы, увеличить производительность и свести к минимуму необходимость ремонтировать оборудование. Несоблюдение правил эксплуатации может привести к поломке станка или нарушению режима его нормальной работы, а также к порче заготовок и снижению точности работы. Чтобы этого избежать, достаточно соблюдать ряд простых правил, выполнение которых со временем доводится до автоматизма. На что нужно обратить внимание для сохранности оборудования и изготовления качественной продукции?
Техобслуживание токарных станков
Система смазки токарного станка устроена непросто: множество пар трения работают при неодинаковых нагрузках и скоростях, поэтому требуют применения разных смазочных материалов и способов их подачи.
Какое масло заливать в токарный станок и чем смазывать направляющие? В масляный бачок льется индустриалка И-20А, в коробку подач и фартук – И-30А, в шпиндельную бабку – И-12А. Для смазывания направляющих рекомендуется применять масла с антискачковыми присадками.
Во время ежедневного технического обслуживания токарного станка следует проверять уровень масла по всем смотровым глазкам, при необходимости доливать.
Общие правила ухода за станками
Основные правила ухода за станком перед началом работы:
- проверить системы смазки и охлаждения, натяжение приводных ремней, надежность затяжки зажимных элементов, исправность управляющих механизмов, инструмента, вспомогательных приспособлений, защитных ограждений, зануляющих и заземляющих устройств;
- смазать трущиеся пары, к которым нет централизованной подачи масла;
- убрать из рабочей зоны посторонние предметы.
Уход за станком после окончания смены:
- сложить инструмент, оснастку, готовые изделия и заготовки в отведенные для их хранения места;
- удалить с поверхностей и из пазов стружку, загрязнения;
- нанести смазку на направляющие (правила ухода за токарным станком предусматривают также смазывание пиноли, ходового винта, винта задней бабки, ходового валика с подшипниками).
Монтаж токарного станка
Для монтажа станка необходимо заранее, за 30 дней до эксплуатации,установить бетонный фундамент. Расчет высоты установки токарного станка должен соответствовать Руководству по эксплуатации. Специалисты нашей компании при необходимости произведут установку токарного станка на виброопоры.
Также в спектр услуг по монтажу токарного станка входят работы:
- Оценочные работы на месте монтажа;
- Расчет фундамента под токарный станок;
- Составление установочных чертежей;
- Заливку фундамента под станок;
- Выравнивание оборудование уровнем;
- Установка токарного станка на фундамент.
График проведения ТО
График проведения ТО станков с ЧПУ определяет время проведения плановых работ по обслуживанию оборудования мастерской или цеха. Наличие такого документа дает возможность заранее планировать остановку оборудования для проведения профилактических работ, а значит, до минимума сократить возможное время простоя из-за нескоординированных действий операторов станков, руководства и отсутствия необходимых специалистов под рукой в случае внезапного нарушения работы оборудования. Для оформления графика достаточно маркерами, цвет которых устанавливается для каждой разновидности ТО, отметить нужные даты в настенном календаре.
Замена масла в токарном станке
Ресурс работы токарного оборудования во многом зависит от надлежащего функционирования смазочной системы узлов, поверхность которых пребывает в постоянном трении друг о друга. Своевременное смазывание продлевает работоспособность станков, снижает их потребляемую мощность, уменьшает нагрузку на детали, сокращает их износ. Кроме того, использование качественных смазочных материалов положительно влияет на качество точения, КПД, позволяет поддерживать температуру агрегатов в заданном спектре. Решающими являются такие факторы, как исправность системы и выбор подходящего масла.
Системы смазки узлов токарного станка
В основе работы смазочных устройств, доставляющих масло в требуемую точку, лежат простейшие законы физики:
- Сила тяжести, позволяющая перетекать маслу к месту трения самостоятельно
- Капиллярные силы, которые посредством пористых втулок и фитилей поднимают смазывающее вещество на определенную высоту.
- Сила вязкого трения, образующаяся между поверхностью и самим материалом для смазки, предотвращает стекание последнего вниз.
- Давление. Используется в ручных смазочных системах, вроде поршневых насосов и масленок.
- Центробежные силы, заставляющие масло поступать под давлением к поверхностям.
- Инерция. За счет захвата жидкости вращающимися элементами станка, разбрасывает ее частицы.
- Разница давлений, создающая самовсасывание масла посредством самих механизмов.
Выбор смазки для направляющих
Лучшая смазка для направляющих – та, которая указана в паспорте оборудования. В случае его утери выбирать, чем смазывать направляющие станка, следует с учетом:
- их типа;
- расположения в пространстве;
- материала трущихся поверхностей;
- диапазона рабочих температур.
Для смазки горизонтальных направляющих скольжения используются антискачковые масла 68 класса вязкости по ISO, вертикальных – 220 класса.
Какая смазка лучше для направляющих качения, зависит от скоростного режима работы и степени нагрузки – чем меньше скорость и выше нагрузка, тем более вязким и плотным должен быть смазочный материал.
Решая, чем смазывать линейные направляющие станка, необходимо учитывать особенности их конструкции, скорость перемещения, удельные рабочие нагрузки. Тяжелонагруженные механизмы требуют применения высоковязких противозадирных смазок, скоростные – масел малой вязкости с улучшенными антифрикционными свойствами.
Масла серии Mobil Vactra Oil существенно облегчают подбор смазочного материала для направляющих: они подходят для любых комбинаций материалов трущихся пар.
Планово предупредительный ремонт
ППР (планово предупредительный ремонт) – подразумевает под собой все действия по сохранению рабочей мощности токарного станка. При уходе за оборудованием, его технические характеристики будут соответствовать заявленным в паспорте.
Для каждого токарного станка нужно составить график, который будет учитывать заявленные в паспорте данные и особенности режима работы. В графике должны быть четко прописаны интервалы между проведением работ по техническому уходу (смазке, уборке, контролю масел), замене непригодных деталей и системой промывки узлов.

Также в план оборудования вносятся профилактические, текущие и капитальные ремонты. Причем необходимо вносить как малые, так и средние текущие работы.
Когда проводить обслуживание и ремонт?
Все производители токарного оборудования в плане технического обслуживания указывают такие работы:
- Соблюдение правил эксплуатации механизмов управления станка.
- Правильная организация рабочего места с ограничениями.
- Слежка за чистотой и целостностью смазочной системы и емкостей.
- Контроль за уровнем масла в оборудовании.
- Устранение небольших поломок.
- Регулировка разных систем станка.
Все эти обязанности не нуждаются в выделении отдельного дня, они проводятся быстро и могут поводиться в обеденные перерывы или при передаче работы другой смене. Переналаживать токарный станок лучше в выходной день. Если в штате есть специалист с допуском на наладку оборудования, то он легко справиться с подобной задачей. Если же такого в штате нет, то наладку оборудования лучше передать в обязанности ремонтно-наладочной бригады.
Частью планово предупредительного ремонта является ежедневный уход по очистке и настройке станка после завершения работы. Если предприятие работает в несколько смен, ППР советуют проводить каждые 8 часов.
Также стоит учесть, что на предприятии, где используются токарные установки и посменный график работы, в штате должна быть ремонтно-наладочная бригада, в составе которой есть механики, смазчики, электрики, шорники и слесари. Именно эта бригада будет отвечать за работоспособность оборудования и качество производимой продукции.
Виды технического обслуживания станков
Согласно ГОСТ 18322, техобслуживание станков подразделяется на следующие виды:
На производстве техобслуживание оборудования принято делить на:
- текущее (чистка и смазка доступных снаружи узлов и механизмов, контроль нагрева трущихся деталей и т.д.), которое возлагается на станочника;
- плановое (чистка и смазка требующих разборки узлов и механизмов, замена масла и фильтров, наладка, регулировка) – его выполняет служба механика.
Основные методы проверки токарного станка
При проверке токарного станка на точность в основном проверяют направляющие станины, биение шпинделя и ходовой винт.
Направляющие станины должны быть прямолинейными в продольном направлении. При износе на них появляются канавки, царапины, иногда забоины. Износ можно обнаружить поверхностным осмотром и при помощи измерительных инструментов. Чтобы определить его величину, устанавливают проверочную линейку 1 (рис. 255) поочередно на направляющие 2, затем определяют на просвет и измеряют щупом зазор между их поверхностями и линейкой.
Допустимым считается такой износ станины: при высоте центров до 300 мм — 0,02 мм на длине 1000 мм; при высоте центров больше 300 мм — 0,03 мм на той же длине. У новых или отремонтированных станков на эту величину допускается только выпуклость станины, но не вогнутость.
Направляющие станины для задней бабки должны быть параллельны направляющим для каретки. Проверяют параллельность индикатором, закрепленным в резцедержателе на каретке (рис. 256), которую перемещают по станине; штифт индикатора упирают в направляющую для задней бабки. Допускаемое отклонение — до 0,01 мм для станков с высотой центров до 200 мм и до 0,02 мм — для станков с высотой центров более 200 мм.
Горизонтальность направляющих станины проверяют уровнем, как показано на рис. 257, передвигая линейку 2 с уровнем 1 вдоль направляющих станины. Допускаемое отклонение составляет 0,05 мм на длине 1000 мм.
Ось шпинделя должна быть параллельна направляющим станины в вертикальной и горизонтальной плоскостях. Для проверки в коническое отверстие шпинделя вставляют контрольную оправку и проверяют ее индикатором на отсутствие биения по всей ее длине. Затем закрепляют на каретке индикатор и устанавливают его так, чтобы штифт индикатора касался оправки сначала в вертикальной (рис. 258, а), а потом в горизонтальной (рис. 258, б) плоскости. Перемещая при каждой установке каретку вдоль оправки на длину 300 мм, отмечают отклонения индикатора, которые не должны превышать в вертикальной плоскости 0,01 мм для станков с высотой центров до 200 мм и 0,02 мм — для станков с высотой центров до 400 мм. В горизонтальной плоскости отклонения индикатора не должны быть более 0,01 мм для станков с любой высотой центров.
Отклонение оправки, считая вправо от бабки, допускается в вертикальной плоскости только вверх, а в горизонтальной плоскости — только в сторону резца.
Шейки шпинделя должны вращаться без биения. Шпиндель на биение проверяют индикатором, укрепленным в резцовой головке. При проверке необходимо, чтобы штифт 1 индикатора упирался в шейку 2 шпинделя (рис. 259, а). Допускаемой отклонение 0,01 мм при высоте центров до 350 мм и 0,02 мм при высоте центров более 350 мм.
Шпиндель не должен иметь осевого перемещения пр вращении. Проверку производят, как в предыдущей случае, но штифт 1 индикатора (рис. 259, б) упирают в торец буртика 2 шпинделя. Допускаемые отклонения те же, что и при проверке биения шейки.
Вершина переднего центра при вращении не должна иметь биения. Для проверки индикатор укрепляют в резцовой головке (рис. 259, в) и его штифт 1 упирают в конус 2 центра. Допускаемые отклонения такие же, как в предыдущих двух случаях.
Точность шага ходового винта проверяют точной резьбовой оправкой 1, устанавливаемой между центрами передней и задней бабок (рис. 260), и точной цилиндрической гайкой 2, навертываемой на резьбовую оправку. В гайке 2 имеется продольный паз, в который вводят шарик державки 3, несущей индикатор 4 и закрепленной в суппорте станка. Наконечник индикатора упирается в торец гайки, удерживаемой от вращения шариком державки. Станок настраивают на шаг резьбы оправки. Пустив станок с включенной разъемной гайкой, следят за показаниями индикатора. Допускаемые отклонения: 0,03 мм на длине 100 мм и 0,05 мм на длине 300 мм для станков с высотой центров до 400 мм.
Практическая проверка точности токарного станка. Помимо рассмотренных геометрических проверок, производят комплексную практическую проверку точности токарного станка. Целью проверки является оценка точности станка в работе при изготовлении деталей с цилиндрической и торцовой поверхностями. Во время этой проверки определяются получающиеся отклонения по овальности, конусности и плоскостности, которые не должны превышать отклонения, устанавливаемых ГОСТом: по овальности 0,01-0,02 мм и по конусности 0,02 мм на длине 1000 мм и вогнутости торца не больше 0,02 мм на диаметре 300 мм.
Ремонт основных узлов
Станина
Станина 16К20 — это литая конструкция с ребрами жесткости, на которой монтируются все остальные оборудование токарного станка. На верхней части станины расположены четыре продольные направляющие токарного станка: две плоские и две призматические. От состояния их поверхностей зависит точность позиционирования задней бабки и каретки суппорта, а также соосность передней и задней бабок. Состав и порядок выполнения работ регламентируется разделом 6.1 технического руководства «Ремонт токарно-винторезного станка 16К20».
Существует четыре способа механообработки, с помощью которых выполняют ремонт направляющих токарного станка:
- ручная шабровка;
- шлифовка с применением переносного шлифовального оборудования;
- шлифовка на плоскошлифовальном оборудовании;
- строгание на продольно-строгальном станке;
https://youtube.com/watch?v=sJgzGG_6PU0
В общем случае, если износ составляет менее 15 мкм на 1000 мм, геометрию поверхности восстанавливают методом ручной шабровки. Если больше — с применением станочного оборудования или методом напыления.
Шабровка выполняется ручным слесарным инструментом, поэтому ее трудоемкость в несколько раз выше, чем при механизированной обработке.
Кроме того, этим способом можно обрабатывать только незакаленные поверхности. Шабрить станину токарного станка можно без демонтажа станины, поэтому наряду с ручной шлифовкой — это самый распространенный метод восстановления поверхностей направляющих.
Шлифовка направляющих с применением переносного шлифовального оборудования, устанавливаемого на станине, применяется в двух случаях: при невозможности доставки станины в ремонтный цех и в случае, если длина станины больше длины стола шлифовального оборудования. Самый эффективный способ восстановления направляющих станины — это обработка на шлифовальных и продольно-строгальных станках в ремонтных цехах или на специализированных предприятиях. Он обеспечивает самую высокую точность и гарантирует качество.

Станина для станка 16К20
Восстановление глубоких повреждений станины токарного станка производится путем напыления латуни или цинка, а также заливкой баббитом. После заполнения металлом вмятин и выбоин поверхность направляющей обрабатывают шлифовкой или шабровкой.
Каретка
В соответствии с разделом 6.2 Технического руководства ремонт каретки суппорта токарно-винторезного станка 16К20 включает две технологические операции:
- восстановление нижних направляющих, сопряженных с направляющими станины;
- восстановление поперечных направляющих, примыкающих к направляющим нижней части суппорта.
Перед началом работ каретку устанавливают на выставленную станину вместе с рейкой и коробкой подач. После этого на каретку монтируют прижимные планки, фартук, ходовой винт и ходовой вал, выставляют ее на точность, делают замеры и проверяют зацепление шестерни фартука с рейкой.

Каретка для станка 16К20
По результатам контрольных замеров определяют степень износа поверхностей направляющих и обрабатывают их ручным и механическими способами до достижения нормативных прямолинейности, плоскостности и параллельности. На финальной стадии точность прилегания к станине токарного станка обеспечивается обработкой шабером и шлифовальными устройствами.
Задняя бабка
Согласно разделу 6.7 Руководства в номенклатуру работ по ремонту задней бабки токарного станка 16К20 входят технологические операции, по восстановлению параметров следующих компонентов:
- поверхности корпуса, сопряженные с поверхностями плиты;
- поверхности плиты, примыкающие к корпусу и станине;
- отверстие под пиноль.
При восстановлении плоских поверхностей применяют шабровку и шлифовку, а при обработке пиноли — расточку.

Шлифовку плоских поверхностей направляющих выполняют на продольно-шлифовальном станке. Призматические поверхности доводятся до нормативного качества шабровкой. Расточка отверстия под пиноль производится двумя способами: на самом станке с помощью борштанги и с демонтажом на расточном станке.
Как осуществляется его ремонт?
Оптимальные значения зазоров во всём рабочем диапазоне сопряжений достижимы средней тяжести и тяжелых станков достижимы исключительно путем восстановления геометрических параметров на шлифовальном станке и шабрением.
Восстановление и реставрация легкого, пусть и морально устаревшего станка, вполне доступны современному умельцу. Приборы электронного управления освобождают от громоздких шкивов, ремней, зубчатых колес и массивных электродвигателей. Шаговые двигатели решают проблему привода суппортов и ходовых винтов. Геометрию и жесткость суппортов осилит любой инструментальный цех.
Сферы применения
Токарный станок 1615 разработан специально для обработки относительно небольших деталей с применением быстрорежущего и твердосплавного инструмента. Его функционал позволяет обрабатывать не только металлические заготовки, но и детали из других материалов. Возможности представляемого оборудования расширены за счет дополнительных функций, таких, например, как нарезка метрической, дюймовой, а также модульной резьбы.
В зависимости от технических характеристик и параметров конкретной модели токарно-винторезные станки 1615 применяются в домашних условиях для штучного изготовления. Также допускается эксплуатировать их на промышленных предприятиях с целью серийного производства.
От чего зависят сроки ТО?
Частота проведения ТО определяется не только технической документацией оборудования, но и видом обрабатываемого материала, загруженности станка, изношенности деталей, качеством смазки, типом обработки, условиями окружающей среды и загрязненностью помещения. Если при осмотре станка наблюдается отсутствие смазки на подвижных деталях или оборудование работает с затруднением, следует привести в порядок станок, не дожидаясь наступления момента, регламентированного техпаспортом.

Можно ли использовать сжатый воздух при уборке станка ЧПУ?
В ходе проведения ежедневного обслуживания станка ЧПУ важно не только выполнить работу качественно, но, и приложить при этом как можно меньше усилий, и затратить как можно меньше драгоценного рабочего времени. Использование пистолета со сжатым воздухом намного быстрее освобождает труднодоступные участки конструкции станка ЧПУ от пыли и стружки, что позволяет производить уборку в несколько раз быстрее
Однако производители станков ЧПУ при обслуживании и уборке крайне не рекомендуют использовать сжатый воздух, и причин тут несколько:
- Пыль и грязь, в том числе, и образующаяся при обработке МДФ, и поднимаемая с бетонного пола, обладают хорошими абразивными свойствами. Забиваясь под высоким давлением струи сжатого воздуха даже в закрытые подшипники электрошпинделей, ШВП, линейных направляющих и прочих механизмов, абразивная пыль существенно сокращает их срок эксплуатации.
- Пыль, летящая в струе сжатого воздуха, может проникать внутрь электронных компонентов станка ЧПУ и осаживаться на электрических контактах. Спустя некоторое время плотность слоя пыли, осевшей на контактах, может достигнуть уровня, при котором электронное устройство выходит из строя.
- В сжатом воздухе могут присутствовать капли воды, которые при попадании на открытые металлические участки станка способны вызвать коррозию, при взаимодействии с контактами электрических выключателей и релейных устройств – их окисление, а при проникновении внутрь сложных электронных устройств – короткое замыкание.
- Эффективность уборки пыли сжатым воздухом стремится к нулю, так как легковесные фракции, поднимаются и зависают в воздухе, а через некоторое время оседают на поверхностях станка ЧПУ, на полу, на заготовках деталей, тем самым делая уборку не только бесполезной, но и неуместной.
- Поднятые в воздух частички пыли древесностружечных материалов, а также бетонных оснований пола, попадая в легкие человека, наносят вред его здоровью.
Как правило, при выполнении операций и обслуживании станка ЧПУ в производстве мебели и фасадов МДФ, сжатый воздух используется как наиболее быстрый и эффективный способ очистки рабочих столов от стружки и пыли. Для уборки остальных частей станка ЧПУ с помощью сжатого воздуха следует придерживаться некоторых рекомендаций:
- Обдувать фрезерный шпиндель можно только во включенном состоянии станка ЧПУ. Дело в том, что современные шпиндели подключены к системе сжатого воздуха, который создает внутри них область высокого давления, предотвращая тем самым попадание пыли в подшипники. Направлять струю сжатого воздуха внутрь вала электрошпинделя запрещается.
- В механизм быстрой смены инструмента фрезерного шпинделя предварительно следует установить патрон (оправку) с любым инструментом.
- Вблизи расположения подшипников и электрических устройств использовать пистолет со сжатым воздухом следует на максимальном удалении, достаточном только для сдува мелких слабозакрепленных фракций.
- Запрещается направлять струю сжатого воздуха на крыльчатки систем охлаждения шпинделей или электрического шкафа станка ЧПУ.
- Перед тем как пустить в ход пистолет со сжатым воздухом, все же необходимо воспользоваться пылесосом, щеткой или салфеткой.
Таким образом, при выполнении данных рекомендаций ежедневное техническое обслуживание станка ЧПУ действительно будет полезным, в том числе для обеспечения бесперебойной эксплуатации оборудования и продления его срока службы.
Периодичность и правила проведения техобслуживания, выбор масла и смазки для металлорежущих станков
Главным документом, определяющим правила ухода и периодичность техобслуживания, является паспорт станка. Смазываемые точки, вид и количество смазочного материала для каждой из них указываются в карте и таблице смазки.
Если условия эксплуатации требуют изменения интервалов между техобслуживанием и/или использования смазок других марок, службой главного механика предприятии составляются собственные карты ТО.
Масла для металлорежущих станков должны иметь высокую моющую способность – мелкая металлическая стружка и пыль, образующаяся при обработке заготовок, ускоряет износ трущихся пар. Их вязкость выбирается с учетом скоростного режима работы и степени нагрузки механизмов.
Отличные эксплуатационные характеристики имеют станочные масла марок ZIC, Mobil, Mannol.
Масляные СОЖ образуют на поверхностях станков трудноудаляемую пленку. Применение синтетических составов сокращает затраты времени на уход за оборудованием.
Текущий ремонт станка

Ремонт фрезерного станка
Текущий ремонт станка
Для поддержания производственной техники в исправном состоянии, необходимо не только выполнять техническое обслуживание, но и производить такие мероприятия, как текущий и капитальный ремонт. Оба вида мероприятий кардинально отличаются друг от друга, как преследуемыми целями, так и степенью трудоемкости, списком выполняемых работ и бюджетом (см. «Виды ремонта станков»).
Текущий ремонт станка (он же, эксплуатационный) — это комплекс мероприятий, направленных на устранение неисправностей и последствий износа отдельно взятых узлов и механизмов. В большинстве случаев такие работы не требуют вывоза агрегата за пределы производства, осуществляясь на месте установки, либо в ремонтных цехах предприятия. Проведение эксплуатационного ремонта не планируется заранее, поскольку связано с непредсказуемыми поломками. Соответственно, невозможно и заведомо определить объем работ и затраты на них.
Текущий ремонт станка предполагает два способа проведения — индивидуальный и агрегатный. При индивидуальном варианте восстановления, с машины снимаются все неисправные компоненты, реставрируются и монтируются на место. Агрегатный метод ремонта подразумевает установку деталей из резервов обменного фонда. Что касается поврежденных запчастей, то они ремонтируются и затем восполняют запасы фонда обмена. Данный способ позволяет существенно сократить сроки простоя оборудования.
Во время капитального ремонта, производится полная ревизия конструкции, что требует не только специально оборудованных площадей, но и особой квалификации специалистов. Агрегат разбирают на составные части, и после проверки на пригодность к использованию, детали разделяются на три группы — работоспособные, восстанавливаемые и неремонтопригодные. После замены изношенных комплектующих, станок собирают, тестируют и отлаживают.
В отличие от текущего, капитальный ремонт гарантирует исправную работу всех узлов на протяжении не менее десятка лет. Что касается эксплуатационных мероприятий, то в отношении агрегата, отслужившего 15-20 лет, они не дают уверенности в «завтрашнем дне», так как общая высокая изношенность механизмов, будет постоянно давать о себе знать сбоями то в одном, то в другом месте.
После капитального ремонта обо всех проблемах, связанных с выработкой ресурса, можно надолго забыть. К тому же, как правило, такие мероприятия сопровождаются модернизацией техники, благодаря которой устраняются несовершенства конструкции и улучшаются эксплуатационные параметры станка.
В целом же, капремонт возвращает паспортные нормы точности агрегата, тем самым, улучшая качество производимой продукции, а также, повышает безопасность, производительность, экономичность оборудования. Все это, вместе с наивысшим уровнем модернизации, по сравнению с закупкой новых станочных единиц, сократит расходы не менее, чем в два раза.
Конструкторское бюро «Модернизации промышленного оборудования» в Коломне принимает на текущий и капитальный ремонт станки старого и нового поколения, как отечественного, так и иностранного производства, +7,.
Источник
Как происходит смазка станка в автоматическом режиме
Смазка токарно-винторезного станка, вернее движущихся его частей, должна происходить во время работы постоянно. О поступлении смазочных веществ на ротор говорит вращающийся диск на шпиндельной бабке. Вращение его должно начаться в течение минуты после запуска оборудования. Этого времени должно хватить, чтобы шестерённый насос, соединённый ременной передачей с основным двигателем агрегата, подал масло в резервуар. К подшипникам двигателя и маслораспределительным лоткам смазка попадёт через сетчатый фильтр, имеющий магнитный вкладыш. Система замкнутая – стекая в шпиндельную бабку, масло опять попадает в резервуар, где проходит очистку от соринок фильтром и опять попадает на движущиеся части.
Прерывистое движение или остановка диска, показывающего поступление смазки к деталям токарно-винторезного станка, говорит о том, что фильтр засорён или в системе недостаточно смазки. В этом случае станок необходимо
- отключить,
- обесточить,
- снять фильтр,
- промыть его керосином,
- проверить уровень смазки в резервуаре,
- при необходимости долить масло,
- вставить фильтр на место и запустить агрегат.
Как снять фильтр
Сетчатый фильтр состоит из нескольких элементов. Чтобы достать его из резервуара, который служит фильтру корпусом, необходимо отсоединить от него шланги и открутить нижнюю гайку, снять фильтры вместе с пластиковой оправой.
Плановое техническое обслуживание с обязательной промывкой фильтра производится в соответствии с указаниями в техническом паспорте оборудования.
Техобслуживание токарных станков
Система смазки токарного станка устроена непросто: множество пар трения работают при неодинаковых нагрузках и скоростях, поэтому требуют применения разных смазочных материалов и способов их подачи.
|
|
|


Какое масло заливать в токарный станок и чем смазывать направляющие? В масляный бачок льется индустриалка И-20А, в коробку подач и фартук – И-30А, в шпиндельную бабку – И-12А. Для смазывания направляющих рекомендуется применять масла с антискачковыми присадками.
Во время ежедневного технического обслуживания токарного станка следует проверять уровень масла по всем смотровым глазкам, при необходимости доливать.
Особенности технического обслуживания других видов станков
Фрезерных
При техническом обслуживании вертикально-фрезерного станка нужно следить за уровнем масла в циркуляционной системе и гидросистеме, два-три раза в смену дозаправлять масленки направляющих салазок, стола, фрезерной головки, винтов подъема и перемещения стола.
Лазерных
Техническое обслуживание лазерного станка состоит не только в своевременной смазке трущихся пар. Кроме этого, нужно:
- перед началом работы проверить, полностью ли заполнена водой лазерная трубка, очистить от загрязнений отражатели и фокусирующую линзу, выполнить проверку оптической траектории;
- каждые две недели чистить линейные направляющие и чиллер, менять воду;
- при ухудшении выкачивания воздуха очищать от пыли гофры и вытяжку изнутри.
Гибочных
В гибочные станки льют редукторное или трансмиссионное масло с антикоррозийными присадками, вязкость которого зависит от температуры окружающей среды. Например:
Гибочные станки, установленные на открытом воздухе, требуют проведения сезонного технического обслуживания с заменой «летнего» масла на «зимнее» или наоборот.
Перед тем, как заливать в гибочный станок новое масло, необходимо тщательно очистить бак и трубопроводы.
Форматно-раскроечных
Техническое обслуживание форматно-раскроечного станка, как и любого другого деревообрабатывающего оборудования, предусматривает регулярный уход за его наружными и внутренними поверхностями – накапливающиеся на них опилки и пыль пожаро- и взрывоопасны.
Выбирая, чем смазывать форматно-раскроечный станок, отдавайте предпочтение составам, предотвращающим налипание смолы, пыли, стружки на металл.
Сверлильных
Во время технического обслуживания сверлильного станка необходимо исключить попадание смазки на контактные поверхности шпинделя и патрона – это может привести к несчастному случаю.
Шлифовальных
При ежедневном уходе за шлифовальным станком необходимо тщательно очищать его поверхности от абразивной пыли и удалять шлам из бака-отстойника СОЖ, во время текущего техобслуживания контролировать состояние фильтра тонкой очистки масла, не реже раза в три месяца чистить бак и магнитный сепаратор.
Станка-качалки
Техническое обслуживание станка-качалки проводится дважды в год с целью подготовки к работе в осенне-зимний и весенне-летний период, совмещается с плановым ремонтом.
Токарно-винторезный станок. Назначение, принцип действия.
Токарно-винторезные станки являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и серийного производства.
Конструктивная компоновка станков практически однотипна.
Токарно-винторезные станки – это наиболее распространенная категория токарного металлообрабатывающего оборудования.
Это оборудования предназначены для выполнения разнообразных работ.
На этих станках можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические, конические отверстия, обрабатывать торцовые поверхности, нарезать наружную и внутреннюю резьбы, сверлить, зенкеровать и развертывать отверстия, производить отрезку, подрезку и другие операции.
Для нарезания резьбы метчиком и плашкой необходимо только главное движение, так как подача инструмента осуществляется самозатягиванием.
Разновидности и конструктивные особенности
Станком на самом деле очень много и выполняют они всевозможные операции по обработке металла, но мы наведем самые известные виды
Многорезцовые
Предназначены для обработки сложных деталей, сделанных из труб, фасонного профиля или прутков разного сечения. Многорезцовые или многошпиндельные станки в основном используются при серийном производстве.
Производимые операции:
- сверление;
- резьба;
- точение;
- подрезка;
- растачивание;
- зенкерование;
- развертывание.
Многорезцовые станки обладают высокой производительностью благодаря большой площади приводного механизма, жесткости конструкции, способности выполнять несколько операций одновременно.
Карусельные
Группа станков для работы с крупногабаритными деталями и заготовками. Детали, обрабатываемые на них, отличаются небольшой длиной, но значительной массой и диаметром.
Особенности карусельных моделей:
- используются для обработки поверхностей конической или цилиндрической формы;
- выполняются пазы различной конфигурации;
- также можно сделать шлифовку, фрезеровку, подрезку торцов;
- нарезка резьбы.
Помимо основных элементов любого токарного станка, данный вид имеет дополнительное оборудование:
- стол с планшайбой;
- стойки для передвижения траверсы.
Затыловочные
Станки предназначены для обработки задних поверхностей зубьев инструментов. Также на нем можно выполнять и другие токарные работы. Отличает затыловочный станок особая конструкция суппорта. Затылование детали производится следующим образом:
- вращательное движение детали;
- возвратно-поступательное движение режущего инструмента к детали.
Винторезные
Наиболее распространенная группа станков. Широко используются в серийном и единичном производстве. Винторезные модели можно встретить и в мастерских, и в школах, и на любом производстве. Они отличаются простотой эксплуатации и обслуживания.
СПРАВКА! Токарно-винторезный станок является универсальной моделью для всевозможных обработок металлических заготовок. На нем можно выполнять различные виды резьбы: модульную, дюймовую, метрическую.
Конструктивные элементы:
- станина;
- передняя и задняя бабка;
- суппорт;
- фартук;
- коробка подач.
Револьверный
Станки револьверной группы рассчитаны на обработку деталей из калиброванного прутка. Операции, которые могут выполняться на данном оборудовании:
- точение;
- расточка;
- фасонное точение;
- зенкерование;
- сверление;
- формирование резьбы;
- развертывание.
СПРАВКА! Название станков данной группы происходит из-за специального держателя. Он может быть приводным или статическим. Приводной тип дает больше возможностей для проведения различных операций.
Универсальный
К универсальным токарным станкам относятся винторезные станки, так как на них можно выполнять практически любые операции по металлу.
Основные технические характеристики универсального станка:
- скорость вращения (количество оборотов); класс точности; он указывается в маркировке изделия буквами С, В, Н, А, П;
- число передач;
- каких размеров детали можно устанавливать;
- вес и габариты станка;
- величина подачи и максимального перемещения по оси.
Стоимость ремонта
Цель капремонта – возобновить начальную точность и безопасность службы станка с израсходованным ресурсом. Цена капитального ремонта токарного станка, как правило, составляет менее 50% его рыночной стоимости: по этой причине производить ремонт дешевле, нежели приобретать новый. Помимо этого, ремонт зачастую заказывают для оригинальных станков, которые сняты с производства или делаются согласно спецзаказу.
Капитальный ремонт включает в себя:
инспекцию работоспособности оборудования перед разборкой;
- разборку, промывку, очитку, дефектовку изношенных деталей;
- шлифовку и восстановление базовой поверхности;
- замену деталей при ремонте узлов, если они не подлежат восстановлению;
- при необходимости – замену или усовершенствование электрической системы управления;
- гальванизацию или окраску деталей, если их нужно обработать таким образом;
- сборку отремонтированного станка;
- проверку оборудования на точность в соответствии с ТУ;
- проверку работы на холостом ходу и под нагрузкой;
- в итоге – сдачу в эксплуатацию.
Кроме этого цена за ремонт зависит от типа и вида токарною оборудования и от степени износа деталей.
Стоит понимать, что токарные станки – дорогостояще оборудование. Поэтому прежде чем приступить к самостоятельном ремонту, нужно взвесить все «за» и «против». При недостатке опыта, можно привести его в полную негодность.
Последствия отсутствия обслуживания

Соблюдение правил эксплуатации и квалифицированное своевременное обслуживание обеспечивают бесперебойную работу станка с ЧПУ в течение продолжительного времени и точность обработки заготовок. Регулярное проведение профилактических мероприятий дает возможность существенно снизить риск выхода оборудования из строя, влекущий за собой простои, расходы на ремонт и потерю прибыли из-за срывов поставок.
- 23 ноября 2020
- 2521
Обзор и схемы распространенных моделей
Среди разнообразного модельного ряда и нескольких поколений станков, которые выпускаются нашим производством, есть несколько моделей, которые продолжают пользоваться популярностью по своим техническим характеристикам и универсальным свойствам.
Все они используются на производстве или в бытовых условиях по сей день. При этом продолжают быть достойными конкурентами иностранным аналогам.
Это надежные, прочные и долговечные устройства, способные выполнять огромное количество самых разнообразных функций.
1Л532
Один из наиболее популярных на территории бывшего СССР станок, на котором успешно можно выполнять обработку заготовок средних и больших размеров.
В свое время данное оборудование успешно экспортировалось во многие страны мира. Класс точности – Н. Масса станка – 43 тонны.
16У04П
Оборудование повышенной точности. Наибольший диаметр детали, обрабатываемой над станиной – 200 мм. Масса станка – 750 кг.
1П611
Токарный станок 1И611, использующийся на производстве, в том числе и для обточки колес ЖД транспорта. По ГОСТу отличаются повышенной точностью и имеет возможность торможения шпинделя. Вес устройства 560 кг. Легко выполняет следующие функции:
- Сверление.
- Отрезка.
- Нарезание резьбы внутренней и наружной.
- Обработка различных поверхностей.
Наибольший диаметр заготовки над станиной – 250 мм.
1Д601
Этот станок лучше подходит для чисто бытового использования. Точность меньшая, чем у предыдущего станка. Отличается высокими показателями работы даже спустя много лет функционирования.
Перемещение суппорта, возможно только вручную. Масса всего станка около 30 кг. В связи, с небольшими габаритами максимальная длина обрабатываемой заготовки – 18 см.
16К40
Одна из наиболее популярных моделей, которая реально завоевала популярность среди мастеров. Относится к среднему классу оборудования с классом точности Н.
Начиная с 1932 года в СССР выпущено несколько десятков тысяч самых разных токарно-винторезных станков. Они использовались не только на производстве, но и для обучения молодежи, в школах, училищах, да и у многих настольные станки были в гаражах, домах, собственных мастерских.
Технические характеристики
| Наименование характеристики | Значение |
| Основные параметры | |
| Класс точности согласно ГОСТ 8-82 | Н |
| Наибольший диаметр заготовки над: | |
| станиной, см | 44.5 |
| суппортом, см | 22 |
| выемкой станины, см | 62 |
| Наибольшая длина: | |
| заготовки, см | 150 |
| обтачивания, см | 140 |
| Параметры шпинделя | |
| Диаметр сквозного отверстия, см | 5.4 |
| Величина частоты прямого вращения, об/мин | 10-1400 |
| Величина частоты обратного вращения, об/мин | 16-1800 |
| Объём внутреннего конуса в шпинделе | М5 |
| Конец шпинделя согласно ГОСТ 12593-72 | 6К |
| Параметры подачи | |
| Наибольшее перемещение каретки суппорта: | |
| продольное, см | 140 |
| поперечное, см | 28 |
| Пределы скорости подач: | |
| продольных, мм/об | 0,018…22,4 |
| поперечных, мм/об | 0,009…11,2 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, см/мин | 400/2 |
| Продольное сдвижение на одно деление: | |
| лимба, мм | 1 |
| нониуса, мм | 0.1 |
| Поперечное сдвижение суппорта на одно деление лимба, мм | 0.05 |
| Число наносимой резьбы: | |
| метрических | 36 |
| дюймовых | 45 |
| модульных | 36 |
| питчевых | 45 |
| Предохранитель от перегрузки | присутствует |
| Блокировка продольных и поперечных подач | присутствует |
| Выключающие продольные упоры | присутствует |
| Шероховатость детали при обтачивании начисто, мкм, не более | Ra 2.0 |
| Параметры задней бабки | |
| Наибольшая длина передвижения пиноли задней бабки, см | 15 |
| Наибольшее расстояние передвижения задней бабки, см | ±1,5 |
| Параметры встроенного электрического оборудования | |
| Число электродвигателей на станке | 3 |
| Электродвигатель главного привода, кВт | 7.5 |
| Привод ускоренных передвижений, кВт | 0.75 |
| Электродвигатель охлаждающего насоса, кВт | 0.12 |
| Габаритные размеры и вес станка | |
| Габариты станка (д ˣ ш ˣ в), см | 280 ˣ 119 ˣ 145 |
| Масса станка, т | 2.43 |
![]() Основные правила ухода за токарным станком
Основные правила ухода за токарным станком
Категория:
Токарное дело
![]() Основные правила ухода за токарным станком
Основные правила ухода за токарным станком
От состояния станка зависит и работа его. Токарь должен беречь станок, ухаживать за ним, периодически очищать, самостоятельно устранять мелкие неполадки, о замеченных неисправностях оповещать мастера.
Для обеспечения длительной бесперебойной работы станка необходимо соблюдать следующие основные правила.
1. До начала смены токарь должен принять станок от сменщика. При приемке необходимо:
— проверить общее состояниё станка и включение двигателя;
— опробовать работу фрикциона, первоначально включив станок на малую частоту и проверив на слух, нет ли каких-либо подозрительных шумов в коробке скоростей, коробке подач и в механизме фартука; проверить по струйному маслоуказателю при малой частоте вращения шпинделя, работает ли шестеренчатый насос;
— осмотреть направляющие станины — нет ли забоин и царапин;
— проверить ход каретки суппорта, поперечных и верхних салазок суппорта, включение и переключение подач, замыкание и размыкание разъемной гайки; убедиться в исправности насоса для подачи охлаждающей жидкости и системы трубопроводов; убедиться в исправности осветительных устройств в станке;
— убедиться в исправности предохранительного щитка; убедиться в исправности заземления.
2. Своевременно и правильно смазывать станок согласно карте смазки, регулярно проверять и периодически очищать смазочные отверстия.
3. Во время работы не класть заготовки, детали, режущие и измерительные инструменты на направляющие станины, использовать для этой цели деревянные или пенопластовые планшеты.
4. Для надежного закрепления резцедержателя не допускается постукивание молотком или металлическим стержнем по рукоятке. Периодически резцедержатель снимают, очищают опорную поверхность от грязи, промывают керосином и протирают гнезда фиксаторов.
5. Не оставлять двигатель станка включенным на продолжительное время,’ останавливать станок при измерении обрабатываемых заготовок (деталей), при перерывах в подаче электроэнергии, при наладочных или ремонтных работах у станка. При выполнении ручных работ (развертывание, нарезание. резьбы метчиком, сверление с ручной подачей пиноли, полирование), когда не требуется автоматическая подача суппорта, отключать механизм подачи, поставив рукоятку трензеля в нейтральное положение.
6. Тщательно убирать станок после работы, следить, чтобы на направляющих станины и суппортов не оставалась стружка, грязь, влага. Обтирочные материалы, которыми очищают стружку, не должны оставлять следов и ворса на протираемых поверхностях.
Если обрабатывался чугун, а затем нужно обрабатывать сталь с применением смазочно-охлаждающей жидкости, то вначале очищают направляющие от чугунной стружки, грязи и масла, протирают их тряпкой, смоченной в керосине, затем протирают насухо и вновь смазывают.
Не реже одного раза в месяц выполняют общую уборку станка и рабочего места (целесообразно эту работу выполнять вместе со сменщиком): обмывают станок теплым содовым раствором и вытирают; промывают сетку корыта, полностью сменяют эмульсию в резервуаре; промывают ходовые винты; тщательно очищают направляющие; протирают шкивы и сменные зубчатые колеса; снимают защитные кожухи и протирают их изнутри; очищают рабочее место под станком, под решеткой, вокруг станка, под тумбочкой; очищают и при необходимости ремонтируют решетку под ноги; наводят порядок в рабочей тумбочке. После общей уборки полностью смазывают станок согласно инструкции. Два раза в год производят генеральную уборку станка и рабочего места.
7. Станок должен быть надежно установлен на фундаменте; о замеченных ослаблениях закрепления станка на фундаменте сообщают мастеру и механику цеха.
3. Для чего нужен токарю паспорт станка?
4. Укажите основные точки и периодичность смазки токарно-винторезного станка 16К20.
5. Перечислите основные правила ухода за токарным станком?
Реклама:
Читать далее:
Обработка фасонных поверхностей способом сочетания двух подач
Статьи по теме:
- Основные направления модернизации токарных станков
- Применение группового метода обработки деталей
- Рационализация технологического процесса
- Уменьшение времени на управление станком
- Уменьшение времени на измерение детали
Главная → Справочник → Статьи → Блог → Форум
Для безопасной и эффективной работы оборудования недостаточно полагаться на автоматизацию. Качественное обслуживание токарного станка в соответствии с инструкциями позволит повысить срок службы, увеличить производительность и свести к минимуму необходимость ремонтировать оборудование. Несоблюдение правил эксплуатации может привести к поломке станка или нарушению режима его нормальной работы, а также к порче заготовок и снижению точности работы. Чтобы этого избежать, достаточно соблюдать ряд простых правил, выполнение которых со временем доводится до автоматизма. На что нужно обратить внимание для сохранности оборудования и изготовления качественной продукции?
Общие правила ухода за станками
Основные правила ухода за станком перед началом работы:
- проверить системы смазки и охлаждения, натяжение приводных ремней, надежность затяжки зажимных элементов, исправность управляющих механизмов, инструмента, вспомогательных приспособлений, защитных ограждений, зануляющих и заземляющих устройств;
- смазать трущиеся пары, к которым нет централизованной подачи масла;
- убрать из рабочей зоны посторонние предметы.
Уход за станком после окончания смены:
- сложить инструмент, оснастку, готовые изделия и заготовки в отведенные для их хранения места;
- удалить с поверхностей и из пазов стружку, загрязнения;
- нанести смазку на направляющие (правила ухода за токарным станком предусматривают также смазывание пиноли, ходового винта, винта задней бабки, ходового валика с подшипниками).
Рабочее место
Качественное освещение — необходимое условие для правильной организации рабочего места. Для того чтобы обеспечить достаточное количество света, на самом станке необходимо закрепить лампы. Чтобы избежать поражения электрическим током и обеспечить устойчивость в рабочем положении, под ногами оператора станка должна находиться решетка из диэлектрика, изготовленная из пластика или резины. Также для безопасной и удобной организации рабочего места все необходимые инструменты, детали и заготовки необходимо расположить в одном специально отведенном месте. Так, размещение их в инструментальных шкафах по левую или правую сторону от рабочего места позволит сэкономить рабочее время, так как любой необходимый предмет будет всегда под рукой. Однако следует помнить, что на самом оборудовании хранить инструменты небезопасно.
Виды технического обслуживания станков
Согласно ГОСТ 18322, техобслуживание станков подразделяется на следующие виды:
На производстве техобслуживание оборудования принято делить на:
- текущее (чистка и смазка доступных снаружи узлов и механизмов, контроль нагрева трущихся деталей и т.д.), которое возлагается на станочника;
- плановое (чистка и смазка требующих разборки узлов и механизмов, замена масла и фильтров, наладка, регулировка) – его выполняет служба механика.
Обслуживание после эксплуатации
Уборка рабочего места — завершающий этап правильной эксплуатации токарного оборудования. Уборку необходимо проводить в перчатках с использованием специальных щеток. Сам станок и пол необходимо очистить от стружки и опилок. Поддон или ящик станка, в который собирается мусор, необходимо опустошать после каждой смены в целях пожарной безопасности (возможность наличия горючего мусора).
Далее с помощью ветоши, смоченной в керосине, оборудование необходимо очистить от масла, смолы, смазочно-охлаждающих жидкостей и других подобных веществ. Затем для предотвращения образования ржавчины все открытые металлические участки должны быть смазаны. Направляющие необходимо залить маслом, и, перемещая заднюю бабку, каретку и салазки, распределить смазку.
Выполнение всех этих несложных правил позволит продлить срок службы оборудования и обеспечить себе безопасность на рабочем месте.
Периодичность и правила проведения техобслуживания, выбор масла и смазки для металлорежущих станков
Главным документом, определяющим правила ухода и периодичность техобслуживания, является паспорт станка. Смазываемые точки, вид и количество смазочного материала для каждой из них указываются в карте и таблице смазки.
Если условия эксплуатации требуют изменения интервалов между техобслуживанием и/или использования смазок других марок, службой главного механика предприятии составляются собственные карты ТО.
Масла для металлорежущих станков должны иметь высокую моющую способность – мелкая металлическая стружка и пыль, образующаяся при обработке заготовок, ускоряет износ трущихся пар. Их вязкость выбирается с учетом скоростного режима работы и степени нагрузки механизмов.
Отличные эксплуатационные характеристики имеют станочные масла марок ZIC, Mobil, Mannol.
Масляные СОЖ образуют на поверхностях станков трудноудаляемую пленку. Применение синтетических составов сокращает затраты времени на уход за оборудованием.
От чего зависят сроки ТО?
Частота проведения ТО определяется не только технической документацией оборудования, но и видом обрабатываемого материала, загруженности станка, изношенности деталей, качеством смазки, типом обработки, условиями окружающей среды и загрязненностью помещения. Если при осмотре станка наблюдается отсутствие смазки на подвижных деталях или оборудование работает с затруднением, следует привести в порядок станок, не дожидаясь наступления момента, регламентированного техпаспортом.

Техобслуживание токарных станков
Система смазки токарного станка устроена непросто: множество пар трения работают при неодинаковых нагрузках и скоростях, поэтому требуют применения разных смазочных материалов и способов их подачи.
Какое масло заливать в токарный станок и чем смазывать направляющие? В масляный бачок льется индустриалка И-20А, в коробку подач и фартук – И-30А, в шпиндельную бабку – И-12А. Для смазывания направляющих рекомендуется применять масла с антискачковыми присадками.
Во время ежедневного технического обслуживания токарного станка следует проверять уровень масла по всем смотровым глазкам, при необходимости доливать.
Специфика техобслуживания станков с ЧПУ
Кроме общих правил ухода, ежедневное техническое обслуживание станков с программным управлением включает в себя:
- тщательную очистку считывающих головок;
- проверку исправности пневмо- и гидросистем, устройств ЧПУ;
- контроль состояния наиболее уязвимых деталей и узлов;
- регулировку точности выполнения операций.
При плановом техобслуживании станков с ЧПУ особое внимание уделяется очистке от пыли электронной и электрической частей оборудования – пылевые перемычки могут приводить к утечкам тока, снижающих точность его работы, короткому замыканию плат.
Чем смазывать станок с ЧПУ при отсутствии смазочных материалов, рекомендуемых производителем оборудования, решает служба главного механика.
Наиболее часто применяемые масла для станков с ЧПУ: для малонагруженных высокоскоростных механизмов – И-5А, И-8А, по мере снижения скорости и возрастания нагрузки – И-12А, И-20А, И-30А, И-40А, И-50А.
содержание .. 11 12 16 ..
§ 16. Техническое обслуживание и ремонт станков
Исправность и работоспособность станков в течение установленного срока службы обеспечивается системой их планово-предупредительного технического обслуживания и ремонта (ПИР). Система ПИР—это комплекс организационно-технических мероприятий по предупреждению отказов, повреждений и повышенного изнашивания деталей станков, а также по восстановлению их нарушенной работоспособности.
Организационно-технические мероприятия разрабатываются и проводятся с обязательным учетом рекомендаций завода-изготовителя, изложенных в эксплуатационной и ремонтной документации, а также требований к техническому состоянию станков и правил безопасной эксплуатации, установленных Госгортехнадзором СССР и действующими государственными и отраслевыми стандартами. Для импортных станков обязательны требования соответствующей документации фирмы-изготовителя.
Система ППР предусматривает обязательное планирование, подготовку и осуществление необходимых видов технического обслуживания и ремонта каждого эксплуатируемого станка с заданной последовательностью и периодичностью. Все это обеспечивает стабильную работу станков, предупреждает их аварии и внеплановые простои. Различают ежесменное техническое и плановое техническое (периодическое) обслуживание.
Ежесменное техническое обслуживание (ЕО) выполняется до начала, в течение и после рабочей смены. Оно предусматривает систематическое наблюдение за состоянием станка, выполнение требовании инструкции завода или фирмы-изготовителя по его эксплуатации, устранение мелких неисправностей, регулировку механизмов, смазку трущихся частей и сдачу смены. Ежесменное техническое обслуживание проводится в течение рабочей смены соответственно фрезеровщиком или шлифовщиком-полировщиком, за которым закреплен станок, или централизованно специализированными бригадами (звеньями) службы главного механика, а иногда главного энергетика предприятия во внесменное время.
Техническое обслуживание (ТО) выполняется в плановом порядке через определенное, установленное заводом-изготовителем количество часов наработки станка. Оно включает работы, предусмотренные ежесменным техническим обслуживанием, а также регулировку основных механизмов станка, замену неисправных уплотнений, ремней, мелких деталей и т. п. ТО, как правило, производится во внесменное время или в выходные дни.
Нарушенная работоспособность станка восстанавливается в процессе планового ремонта, который подразделяется на текущий (Т), средний (С), капитальный (K) ремонты, из которых в условиях камнеобрабатывающего производства используются Т и К.
Текущий ремонт обеспечивает гарантированную работоспособность станка до очередного планового ремонта, путем восстановления и замены отдельных сборочных единиц (узлов) и деталей в объеме, зависящем от технического состояния станка.
Капитальный ремонт обеспечивает исправность и восстановление полного (или близкого к полному) ресурса станка путем ремонта или замены сборочных единиц (узлов) и деталей, включая базовые.
Виды технического обслуживания и ремонта, периодичность их проведения, а также состав и порядок выполнения работ по техническому обслуживанию и текущему ремонту камнеобрабатывающих станков конкретно устанавливаются заводом-изготовителем в эксплуатационной документации для каждой модели станка. Порядок проведения работ по капитальному ремонту, технические условия на него, требования к технологии и организации работ, а также качеству отремонтированных станков регламентируются ремонтной документацией, утвержденной заводом -изготовителем.
Для обеспечения планово-предупредительного технического обслуживания и ремонта станков разрабатываются планы технического обслуживания и ремонта, организационно-технических мероприятий, обеспечивающих своевременное выполнение работ по техническому обслуживанию и ремонту в установленные планом сроки при минимальных трудовых и материальных затратах. Организуется систематический учет наработки станков и контроля за выполнением планов технического обслуживания и ремонта.
На камнеобрабатывающих предприятиях должны разрабатываться годовые и месячные планы-графики технического обслуживания и ремонта станков.
Годовой план определяет число плановых технических обслуживаний и ремонтов для каждого станка. На
его основании рассчитывается потребность в материальных и трудовых ресурсах. При разработке годового плана исходным показателем является наработка станка в часах:
фактическая на начало планируемого года со времени проведения соответствующего вида технического обслуживания (ремонта)’ или с начала эксплуатации станка;
планируемая на год, для получения величины которой планируемое число часов рабочего времени станка в течение года умножают на коэффициент внутрисменного использования.
В месячном плане-графике, который утверждается главным инженером (или главным механиком) предприятия, указываются дата остановки каждого станка на ТО, Т или К ремонты и продолжительность его простоя в днях. Техническое обслуживание является важной профилактической операцией, которая способствует увеличению срока службы станков и межремонтного периода их работы, а также сокращает объемы и стоимость ремонтных работ.
Особое место в техническом обслуживании занимает смазка трущихся поверхностей деталей станка, от правильности и своевременности которой зависят его долговечность и надежность работы. К смазке каждого станка предъявляются индивидуальные требования, которые содержатся в инструкции завода-изготовителя и в карте смазки, прилагаемых к технической документации на станок. Инструкция определяет сроки и способы замены или пополнения смазочных материалов, проверки наличия и достаточности смазки. В карте смазки указываются все точки и места, подлежащие смазке, способы смазки каждого места, наименование смазочных материалов и номер стандарта на них, периодичность проверки и смазки каждой детали (узла) станка. В стандартах на смазочные материалы содержатся требования к их физико-химическим свойствам и установлено допустимое содержание механических примесей. Карта смазки состоит из правил и схемы смазки станка, номеров точек смазки. Эффективность смазки определяется способностью масла создавать непрерывную пленку между трущимися поверхностями деталей станка. Даже незначительный ее разрыв приводит к соприкосновению трущихся поверхностей, что обусловливает резкое повышение
трения между ними и, как следствие, перегрев, быстрый износ и даже поломку деталей станка при значительных нагрузках.
Смазочные материалы, заправочный инвентарь (масленки, шприцы и т. п.) и подвижные части станка должны быть защищены от засорения пылью, грязью и абразивным шламом, образующимися в процессе обработки камня. При недостаточной защите шлам, разбрызгиваясь с водой, может попасть в зону смазки, образуя вместе со смазочным материалом эмульсию, насыщенную абразивами, что вызывает интенсивный износ трущихся поверхностей. Чтобы сохранить детали станка от коррозии, смазываемые поверхности нужно предохранять от воды.
Характер работ при текущем или капитальном ремонте г шика определяется его конструкцией и степенью износа деталей и узлов, подлежащих восстановлению или замене при данном ремонте. При текущем ремонте ремонтируют или заменяют детали, изношенные за межремонтный или кратный ему период, и регулируют станок, обеспечивая его нормальную работу до очередного планового ремонта. При капитальном ремонте станок полностью разбирают, ремонтируют или заменяют изношенные детали и узлы, включая базовые, восстанавливают его точность, мощность и производительность.
Перед остановкой станка на капитальный ремонт в сроки, предусмотренные планом, техническое состояние его проверяется комиссией под председательством главного инженера (или главного механика) предприятия. Если техническое состояние станка позволяет не производить ремонт в срок по плану-графику, то комиссия дает разрешение на его дальнейшую эксплуатацию и устанавливает новую дату очередного осмотра или остановки станка для проведения соответствующего вида ремонта.
При необходимости внепланового ремонта из-за отказа узлов станка, когда его наработка составляет 80 % и более от установленной периодичности текущего ремонта или технического обслуживания, станок может быть остановлен на очередной текущий ремонт или техническое обслуживание с внесением соответствующих коррективов в месячный план-график.
Каждое камнеобрабатывающее предприятие должно располагать ремонтно-механической базой (цехом) для выполнения планируемого объема работ по техническому обслуживанию и ремонту станков в соответствии с требованиями, содержащимися в эксплуатационной документации завода-изготовителя.
Приемка станка после проведения технического обслуживания или текущего ремонта производится соответственно фрезеровщиком или шлифовщиком-полировщиком, за которым закреплен станок, а также механиком цеха путем внешнего осмотра и опробования работы станка на холостом ходу и под нагрузкой. Сдача-приемка выполненных работ оформляется записями об их объеме в журнале учета технических обслуживании и ремонтов и в журнале учета неисправностей, а также подписями ответственных лиц, сдающих и принимающих работы.
Капитальный ремонт станков, а также их сборочных единиц агрегатно-узловым методом на крупных камнеобрабатывающих предприятиях, имеющих мощную ремонтно-механическую базу, выполняется самими предприятиями, а в остальных случаях производится централизованно на ремонтных и ремой mo-меха инческих предприятиях, согласно требованиям, изложенным в утвержденной заводом-изготовителем ремонтной документации Сдача станков на ремонтное предприятие или в ремонтное подразделение эксплуатирующегося предприятия в приемка их после ремонта должны отвечать требованиям ГОСТ 19504—74 и изменению № 1 ГОСТ 19504—74 «Порядок сдачи в капитальный ремонт и выдачи из капитального ремонта».
Система ППР, направленная на профилактику неисправностей станков, все же не может полностью исключить неожиданное возникновение их при эксплуатации любого станка. Каждый станок имеет свои конструктивные особенности и свои наиболее часто встречающиеся неисправности, перечень которых обычно приводится в прилагаемой к нему технической документации. Станочник обязательно должен ознакомиться с этим перечнем при изучении конструкции станка. Замеченные неисправности могут быть устранены станочником, а также дежурными электриками или слесарями.
Особенности технического обслуживания других видов станков
Фрезерных
При техническом обслуживании вертикально-фрезерного станка нужно следить за уровнем масла в циркуляционной системе и гидросистеме, два-три раза в смену дозаправлять масленки направляющих салазок, стола, фрезерной головки, винтов подъема и перемещения стола.
Лазерных
Техническое обслуживание лазерного станка состоит не только в своевременной смазке трущихся пар. Кроме этого, нужно:
- перед началом работы проверить, полностью ли заполнена водой лазерная трубка, очистить от загрязнений отражатели и фокусирующую линзу, выполнить проверку оптической траектории;
- каждые две недели чистить линейные направляющие и чиллер, менять воду;
- при ухудшении выкачивания воздуха очищать от пыли гофры и вытяжку изнутри.
Гибочных
В гибочные станки льют редукторное или трансмиссионное масло с антикоррозийными присадками, вязкость которого зависит от температуры окружающей среды. Например:
Гибочные станки, установленные на открытом воздухе, требуют проведения сезонного технического обслуживания с заменой «летнего» масла на «зимнее» или наоборот.
Перед тем, как заливать в гибочный станок новое масло, необходимо тщательно очистить бак и трубопроводы.
Форматно-раскроечных
Техническое обслуживание форматно-раскроечного станка, как и любого другого деревообрабатывающего оборудования, предусматривает регулярный уход за его наружными и внутренними поверхностями – накапливающиеся на них опилки и пыль пожаро- и взрывоопасны.
Выбирая, чем смазывать форматно-раскроечный станок, отдавайте предпочтение составам, предотвращающим налипание смолы, пыли, стружки на металл.
Сверлильных
Во время технического обслуживания сверлильного станка необходимо исключить попадание смазки на контактные поверхности шпинделя и патрона – это может привести к несчастному случаю.
Шлифовальных
При ежедневном уходе за шлифовальным станком необходимо тщательно очищать его поверхности от абразивной пыли и удалять шлам из бака-отстойника СОЖ, во время текущего техобслуживания контролировать состояние фильтра тонкой очистки масла, не реже раза в три месяца чистить бак и магнитный сепаратор.
Станка-качалки
Техническое обслуживание станка-качалки проводится дважды в год с целью подготовки к работе в осенне-зимний и весенне-летний период, совмещается с плановым ремонтом.
Технические характеристики
| Наименование характеристики | Значение |
| Основные параметры | |
| Класс точности согласно ГОСТ 8-82 | Н |
| Наибольший диаметр заготовки над: | |
| станиной, см | 44.5 |
| суппортом, см | 22 |
| выемкой станины, см | 62 |
| Наибольшая длина: | |
| заготовки, см | 150 |
| обтачивания, см | 140 |
| Параметры шпинделя | |
| Диаметр сквозного отверстия, см | 5.4 |
| Величина частоты прямого вращения, об/мин | 10-1400 |
| Величина частоты обратного вращения, об/мин | 16-1800 |
| Объём внутреннего конуса в шпинделе | М5 |
| Конец шпинделя согласно ГОСТ 12593-72 | 6К |
| Параметры подачи | |
| Наибольшее перемещение каретки суппорта: | |
| продольное, см | 140 |
| поперечное, см | 28 |
| Пределы скорости подач: | |
| продольных, мм/об | 0,018…22,4 |
| поперечных, мм/об | 0,009…11,2 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, см/мин | 400/2 |
| Продольное сдвижение на одно деление: | |
| лимба, мм | 1 |
| нониуса, мм | 0.1 |
| Поперечное сдвижение суппорта на одно деление лимба, мм | 0.05 |
| Число наносимой резьбы: | |
| метрических | 36 |
| дюймовых | 45 |
| модульных | 36 |
| питчевых | 45 |
| Предохранитель от перегрузки | присутствует |
| Блокировка продольных и поперечных подач | присутствует |
| Выключающие продольные упоры | присутствует |
| Шероховатость детали при обтачивании начисто, мкм, не более | Ra 2.0 |
| Параметры задней бабки | |
| Наибольшая длина передвижения пиноли задней бабки, см | 15 |
| Наибольшее расстояние передвижения задней бабки, см | ±1,5 |
| Параметры встроенного электрического оборудования | |
| Число электродвигателей на станке | 3 |
| Электродвигатель главного привода, кВт | 7.5 |
| Привод ускоренных передвижений, кВт | 0.75 |
| Электродвигатель охлаждающего насоса, кВт | 0.12 |
| Габаритные размеры и вес станка | |
| Габариты станка (д ˣ ш ˣ в), см | 280 ˣ 119 ˣ 145 |
| Масса станка, т | 2.43 |
Выбор смазки для направляющих
Лучшая смазка для направляющих – та, которая указана в паспорте оборудования. В случае его утери выбирать, чем смазывать направляющие станка, следует с учетом:
- их типа;
- расположения в пространстве;
- материала трущихся поверхностей;
- диапазона рабочих температур.
Для смазки горизонтальных направляющих скольжения используются антискачковые масла 68 класса вязкости по ISO, вертикальных – 220 класса.
Какая смазка лучше для направляющих качения, зависит от скоростного режима работы и степени нагрузки – чем меньше скорость и выше нагрузка, тем более вязким и плотным должен быть смазочный материал.
Решая, чем смазывать линейные направляющие станка, необходимо учитывать особенности их конструкции, скорость перемещения, удельные рабочие нагрузки. Тяжелонагруженные механизмы требуют применения высоковязких противозадирных смазок, скоростные – масел малой вязкости с улучшенными антифрикционными свойствами.
Масла серии Mobil Vactra Oil существенно облегчают подбор смазочного материала для направляющих: они подходят для любых комбинаций материалов трущихся пар.
Правила ухода за станком. Приступая к работе, необходимо выполнить следующие требования [c.101]
П. Каковы основные правила ухода за станками [c.19]
Смазка станка. Важнейшее правило ухода за станком— своевременная смазка всех трущихся частей станка. Подробно условия смазки станка приведены на стр. 58—60.
[c.66]
Одно из главных правил ухода за станком — своевременная смазка всех трущихся частей станка.
[c.20]
Перечислите основные правила ухода за станком.
[c.21]
Основные правила ухода за станком. Для сохранения точности и обеспечения долговечности станка необходимо строго соблюдать правила ухода за ним [c.212]
Важное значение для обеспечения долговечности станка имеет, в частности, соблюдение указанных в руководстве или инструкции, прилагаемых к станку правил ухода за станком, управления, регулирования подшипников, фрикционных муфт, тормозов, направляющих и пр.
[c.144]
Одно из главных правил ухода за станком — своевременная смазка всех трущихся частей станка. Подшипники вращающихся частей станка следует смазывать особенно тщательно. Имеющиеся для этой цели масленки и смазочные отверстия следует не менее раза в смену наполнять чистым машинным маслом хорошего качества. После смазки масленки закрывают крышками, пробками или винтами во избежание загрязнения смазки и засорения смазочных отверстий.
[c.145]
Важнейшими данными в паспорте станка для рабочего-зубо-резчика являются основные размеры станка, схема управления станком, наличие принадлежностей и приспособлений к нему, способы расчета настройки, рекомендуемые заводом-изготовителем режимы работы, достижимая точность на станке и правила ухода за станком. Все изменения, связанные с ремонтом и модернизацией станка, заносятся в паспорт станка. После установки или ремонта станок испытывается под нагрузкой или на холостом ходу. При испытании на холостом ходу проверяют [c.210]
Какие правила ухода за станком Вы знаете [c.20]
Правила ухода за станком
[c.140]
Станки являются сложными машинами, которые требуют бережного ухода. Полуавтоматы и автоматы нельзя обслуживать, не зная их конструкции, не понимая принципа их работы. При работе на автоматах и полуавтоматах большое значение имеет соблюдение всех правил их использования. Поэтому одной из важнейших обязанностей наладчика является систематический инструктаж рабочих-автоматчиков по уходу за станками, по их смазке, по наблюдению за исправностью работы механизмов и инструментов.
[c.34]
Правила ухода за отдельными узлами станка. До начала работы необходимо тщательно осмотреть станок, удалить все посторонние предметы и проверить вручную всё перемещения стола, салазок и консоли. После этого проверить на холостом ходу работу механизмов скоростей и подач, поступление смазки в достаточном количестве к соответствующим местам трения, исправность работы всех механизмов.
[c.164]
Правила ухода за отдельными узлами станка
[c.40]
ЭНИМСом разработаны Правила технической эксплуатации станков с устройством числового программного управления . Эти правила включают следующие разделы устройство помещений, устройство оснований и монтаж станков с ЧПУ, работа на станках с ЧПУ, уход за станками с устройствами ЧПУ, надзор за соблюдением правил эксплуатации и состоянием станков с ЧПУ. Приведем некоторые положения из указанных правил эксплуатации.
[c.185]
Правила ухода за карусельными станками. Карусельные станки очень дороги. Токарь-карусельщик должен учитывать это и тщательно ухаживать за своим станком, оберегая его от аварий и повреждений.
[c.74]
Передовики производства должны повышать продолжительность безаварийной работы оборудования. Это приводит к большему и лучшему использованию станков. Для того чтобы станки внезапно не выходили из строя и не требовали капитального ремонта, наладчики должны вести точное наблюдение за их работой, соблюдать все правила ухода за ними, следить за правильной смазкой и очисткой их и, кроме того, немедленно устранять те неполадки, которые выявляются во время работы.
[c.564]
При соблюдении перечисленных выше указаний и правил по смазке, охлаждению и технике безопасности рабочий-автоматчик не только обеспечивает безопасность работы, но улучшает уход за станком, что способствует увеличению срока службы автомата и повышению производительности труда.
[c.213]
Правила ухода за токарным станком
[c.66]
Перечислите правила ухода за токарным станком.
[c.68]
Токарь должен отлично знать токарный станок — все его узлы и детали, их взаимную связь и работу. Он должен уметь управлять токарным станком и знать правила ухода за ним, уметь своевременно устранять мелкие неполадки и неисправности станка.
[c.4]
ПРАВИЛА УХОДА ЗА ТОКАРНЫМ СТАНКОМ
[c.20]
Чтобы узлы и механизмы станка находились в работоспособном состоянии, необходимо соблюдать все правила ухода за ними. Только хорошее обслуживание и заботливый уход могут обеспечить нормальную работу станка в течение длительного времени. Наоборот, небрежное обращение ведет к преждевременному износу станка, к частым поломкам и простоям, потере производительности, невыполнению плана.
[c.20]
Каковы основные правила ухода за сверлильным станком [c.213]
Срок службы станка, точность его работы и высокая производительность во многом зависят от правильной эксплуатации станка и ухода за ним. Независимо от конструкции и назначения фрезерного станка правила эксплуатации и ухода за станком являются одинаковыми и отличаются только количеством мест, узлов и деталей, за которыми должны быть обеспечены контроль и наблюдение.
[c.47]
Большая часть шлифовальных станков выполняет окончательную обработку деталей или такие операции, к которым предъявляются высокие требования. Поэтому во время эксплуатации необходимо сохранять точность и производительность станков в течение возможно большого периода времени. Для этого необходимо соблюдать следующие правила эксплуатации и ухода за станком.
[c.43]
Инструкции по смазке и уходу за оборудованием, выданные на руки станочникам и смазчикам, оказывают большую пользу в усвоении ими основных правил смазки и ухода за станками. К числу этих документов следует отнести следующие инструкции по смазке и уходу за оборудованием и рабочим местом по приему, хранению, отпуску, учету и контролю качества смазочных материалов по приготовлению и применению смазочно-охлаждающих жидкостей и другие. На рабочих местах у станков целесообразно вывешивать также цветные плакаты и лозунги по смазке и уходу за станками.
[c.279]
Контроль за состоянием оборудования и надлежащим уходом за ним в процессе эксплуатации возлагается на производственного мастера, мастера по ремонту оборудования при периодическом участии инспектора ОГМ. Контроль заключается в проверке качества ухода за оборудованием, своевременности его смазки, соответствия режимов работы, предусмотренных технологией и паспортными данными станка своевременности и качества надлежащего инструктажа рабочих, выполнения правил эксплуатации и правил техники безопасности.
[c.199]
В случаях возникновения аварии или поломки, а также ненормального повышенного износа станка (агрегата), явившихся результатом нарушения работающим на нем рабочим правил технической эксплуатации или невыполнения рабочим своих обязанностей по обслуживанию станка (агрегата), уходу за ни.м, его содержанию и смазке, с рабочего как с виновника взыскивается стоимость ремонтных работ, связанных с ликвидацией поломки или аварии, или стоимость дополнительных работ при плановом ремонте, возникших из-за ненормального повышенного износа.
[c.85]
Наряду с соблюдением правил работы на станках уход за ними, как во время работы, так и во время промежутков в работе, должен обеспечить длительную исправность при минимальных ремонтных воздействиях, что является основной задачей службы механика.
[c.14]
Обращение с кругами. Работа на шлифовальных и заточных станках требует со стороны обслуживающего персонала большого внимания и осторожности. Небрежное отношение к соблюдению правил по уходу за кругами и к технике безопасности может привести к несчастным случаям. Основные правила и нормы безопасности установлены по ГОСТ 3881-53.
[c.74]
Практика показывает, что нарушение правил технического использования станка и ухода за ним, в частности режима смазки, влечет за собой повышенный износ и даже аварийную поломку отдельных частей машины.
[c.230]
В обязанности и еховых мастеров входит постоянный надзор за соблюдением станочниками, смазчи1 амп, слесарями п уборщиками правил ухода за станками и работы на ннх за соблюдением уборщиками правил содержания помещений для станков за точностью станков и их фпзпческнм износом.
[c.20]
Правила установки и технической эксилуатацпп металлорежущих станков охватывают широкий круг вопросов, включающий устройство помещений для установки станков устройство оснований п монтаж станков работу на станках уход за станками надзор за состоянием станков и нх оснований, помещениями, Э1ссплуатацией станков и уходом за ними.
[c.7]
Как проверяют юкарныи станок на радиальное 4. Перечислите основные правила ухода за токарным биение шпинделя, соосность осев шпинделя перед- станком. С
[c.111]
Специфика организации рабочего места у токарного станка с ЧПУ состоит в том, что, как правило, станки с ЧПУ обслуживают оператор и наладчик, который выполняет наладку, переналадку и подналадку станка. Поэтому у наладчика должно быть свое рабочее место (рис. 16.3). Связь рабочего со службами цеха осуществляется по телефону 7, а вызов наладчика на рабочие места операторов — с помощью еигнальных лампочек, расположенных на специальном пульте 6. В тумбах верстака хранятся режущий, мерительный и слесарный инструмент, а также предметы ухода за рабочим местом. Настроечные приспособления и вспомогательный инструмент находятся в тумбах стенда. При работе все необходимые инструменты (мерительный, слесарный, электроинструмент), программоносители, эталонные детали, а также вспомогательный и режущий инструменты наладчик размещает на передвижном столике. На рабочем месте наладчика имеются не все программоносители, а только те, которые нужны при обработке в данной смене. В инструментально-раздаточной кладовой предусмотрен шкаф для хранения всех программоносителей и деталей-эталонов.
[c.417]