Предложения товаров в интернет-магазине не является публичной
офертой. Договоры купли-продажи товара с посредниками оформляются
через отдел продаж ближайшего регионального офиса.
Города бесплатной доставки до транспортных терминалов ТК»Деловые
линии»: Абакан, Адлер, Альметьевск, Ангарск, Апатиты, Арзамас,
Армавир, Артем, Архангельск, Асбест, Астрахань, Ачинск, Балаково,
Балашиха, Барнаул, Белгород, Белорецк, Бердск, Березники, Бийск,
Благовещенск, Борисоглебск, Боровичи, Братск, Брянск, Бузулук,
Великие Луки, Великий Новгород, Владивосток, Владикавказ, Владимир,
Волгоград, Волгодонск, Волжский, Вологда, Воркута, Воронеж,
Воскресенск, Воткинск, Всеволожск, Выборг, Гатчина, Глазов,
Горелово, Грозный, Дзержинск, Димитровград, Дмитров, Домодедово,
Евпатория, Ейск, Екатеринбург, Елец, Железнодорожный, Забайкальск,
Зеленоград, Златоуст, Иваново, Ижевск, Иркутск, Йошкар-Ола, Казань,
Калининград, Калуга, Каменск-Уральский, Каменск-Шахтинский, Камышин,
Качканар, Кемерово, Керчь, Киров, Кирово-Чепецк, Клин, Клинцы,
Ковров, Коломна, Колпино, Комсомольск-на-Амуре, Кострома, Котлас,
Красногорск, Краснодар, Краснокамск, Красноярск, Кропоткин, Кузнецк,
Курган, Курск, Ленинск-Кузнецкий, Ливны, Липецк, Магнитогорск,
Майкоп, Махачкала, Миасс, Мичуринск, Москва Север, Мурманск, Муром,
Мытищи, Набережные Челны, Нальчик, Находка, Невинномысск,
Нефтекамск, Нижневартовск, Нижнекамск, Нижний Новгород, Нижний
Тагил, Новокузнецк, Новомосковск, Новороссийск, Новосибирск,
Новоуральск, Новочебоксарск, Новочеркасск, Новый Уренгой, Ногинск,
Норильск, Ноябрьск, Обнинск, Одинцово, Озерск, Октябрьский, Омск,
Орел, Оренбург, Орехово-Зуево, Орск, Пенза, Первоуральск, Пермь,
Петрозаводск, Подольск, Прокопьевск, Псков, Пушкин, Пушкино,
Пятигорск, Ржев, Рославль, Россошь, Ростов-на-Дону, Рубцовск,
Рыбинск, Рязань, Салават, Самара, Санкт-Петербург, Саранск, Саратов,
Севастополь, Северодвинск, Сергиев Посад, Серов, Серпухов,
Симферополь, Смоленск, Солнечногорск, Сосновый Бор, Сочи,
Ставрополь, Старый Оскол, Стерлитамак, Ступино, Сургут, Сызрань,
Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томилино,
Томск, Туапсе, Тула, Тюмень, Улан-Удэ, Ульяновск, Усинск, Уссурийск,
Усть-Кут, Уфа, Ухта, Феодосия, Хабаровск, Ханты-Мансийск, Чебоксары,
Челябинск, Череповец, Чехов, Чита, Шадринск, Шахты, Энгельс,
Южно-Сахалинск, Юрюзань, Якутск, Ялта, Ярославль.
Introduction: Laser Cutting Basics
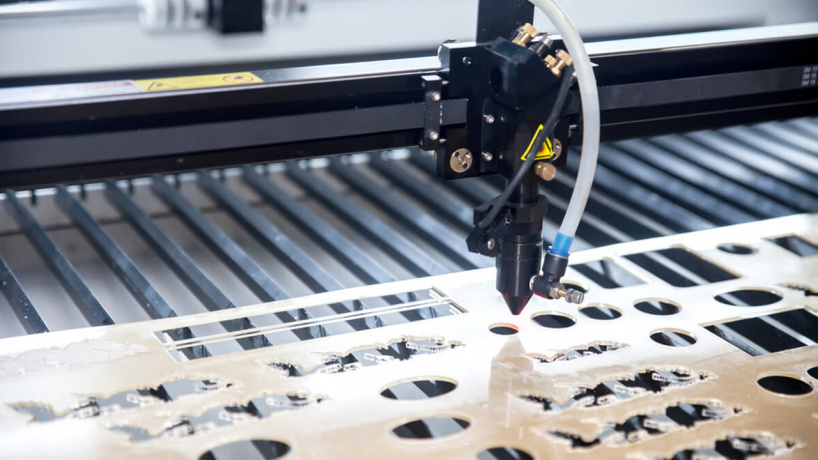
A laser cutter is a prototyping and manufacturing tool used primarily by engineers, designers, and artists to cut and etch into flat material. Laser cutters use a thin, focused laser beam to pierce and cut through materials to cut out patterns and geometries specified by designers. Apart from cutting, laser cutters can also raster or etch designs onto work pieces by heating up the surface of the workpiece, thus burning off the top layer of the material to change its appearance where the raster operation was performed.
Laser cutters are really handy tools when it comes to prototyping and manufacturing; they are used in machine shops on the industrial scale to cut large pieces of material, they are used by hardware companies to create cheap, quick prototypes, and they are tools used by makers and artists as a DIY fabrication tool to bring their digital designs into the physical world. In this guide I’ll explain what laser cutters are, what they can do, and how you can use them, and I’ll also provide some resources if you want to learn and do more with laser cutters.
Step 1: What Is a Laser Cutter?
A laser cutter is a type of CNC (Computer Numerical Controlled) machine, meaning that it is controlled via a computer. A designer can design something in some sort of design software, and then send it to a laser cutter to have it cut out automatically, with just the push of a button. Once a design is sent to a laser cutter, the machine uses a laser beam to cut into or etch into the material on the cutting bed. Laser cutters are a great all around tool because they can be used to make so many different styles of design; laser cutters are used for anything from cardbaord prototypes to rastered artwork. Common laser cutters are primarily used to cut materials like wood, some plastics, and paper and cardboard, although there are more powerful laser cutters that can cut through metals and much thicker materials.
Laser cutters can be very quick, and can churn out designed parts in just a few minutes. Like 3D printers, laser cutters are rapid prototyping machines; they allow designers to quickly and cheaply iterate on their designs before they produce products on a larger scale.
Step 2: How Do Laser Cutters Work?
There are a few different types of laser cutters, but they all essentially use the same process of using a laser to cut material. The laser originates from a laser resonator, which sends out a beam of intense light through reflects through a system of mirrors to the cutting head. Within the cutting head, the laser is focused through a lens and narrowed down to an extremely thin, concentrated beam. This beam is projected down at the material and can cut or raster the raw stock, which I’ll cover in more detail later. The cutting head is usually mounted on what is called an XY gantry, which is a mechanical system driven usually by belt or chain that allows for the precise movement of cutting head within a given rectangular area, which is the size of the work bed. The gantry allows the laser head to move back and forth and forward and back over the work piece so that it can make precise cuts anywhere on the bed. In order for the laser to actually cut, the focal point of the lens, where the laser would be at its finest, needs to be on the surface of the material it is cutting through. All laser cutters require a focusing procedure before making their cuts to ensure that the laser cuts well.
The difference between different types of laser cutters comes from what types of lasers the machines have. The type of laser defines what type and thickness of material it can cut through, because different laser types have different power ranges. Usually, higher power lasers are used on the industrial scale to cut out large sections of sheet metal or plastics, while lower power lasers are used for a wide range of thinner, more potentially flammable materials like paper and card stock, wood, and some plastics. I’ll cover the main types of laser cutters as well as the important settings laser on.
Step 3: Types of Laser Cutters
There are three main types of lasers used in laser cutters; CO2 lasers, fiber lasers, and neodymium lasers. Although the laser cutters are all built very similarly, they are distinct in that each type of laser has a specific power range, thus each can be used to cut through different material types and thicknesses.
CO2 Lasers: The laser is generated from electrically stimulated gas mixtures (mostly comprising of carbon dioxide). CO2 lasers are the most common types of laser cutters because they are low power, relatively inexpensive, efficient, and can both cut through and raster a wide variety of materials.
Materials: wood, paper based products (cardboard, etc), leather, acrylic, glass, some plastics, and some foams (can raster on anodized metals)
Neodymium Lasers: The laser is formed from neodymium doped crystals. These lasers have a much smaller wavelength than CO2 lasers, meaning they have a much higher intensity, and can thus cut through much thicker, stronger materials. However, because they are so high power, parts of the machine wear and tend to need replacing.
Materials: metals, plastics, and some ceramics
Fiber Lasers: These lasers are made from a «seed laser», and then amplified via special glass fibers. The lasers have an intensity and wavelength similar to that of the neodymium lasers, but because of the way they are built, they require less maintenance. These are mostly used for laser marking processes.
Materials: metals and plastics
Step 4: Laser Cutting Design Software
A Laser cutter works very much like your everyday inkjet printer. Laser cutters come with specific drivers that allow them to take what is on the computer, convert it into a format that the laser cutter can read, and then allow the laser cutter to do its job. Many design software packages support laser cutter drivers; it is pretty common among 2D design prorams, and some 3D design software can also support laser cutter drivers when dealing with 2D drawings or sketches. Here are a couple you may already be familiar with or may want to try out:
2D Design:
- CorelDRAW: graphic design software with an extensive number of tools and applications
- Adobe Illustrator: Powerful graphic design software used to create high quality designs
- AutoCAD (free for students): Great drawing software, primarily used by engineers and architects to create detailed drawings and product representations
- Inkscape (free):Free, open source graphic design software
3D Design:
- Solidworks:Engineering 3D design software with multiple packages for aiding in design for specific applications
- Autodesk Inventor (free for students): Professional mechanical design software used to create and optimize designed systems
- Autodesk Fusion (free for students): Cloud-based CAD platform used to help designers through the entire designing, engineering and manufacturing processes
Step 5: Vector Cutting
During a cutting operation, the cutting head fires a continuous laser at the material to slice through it. In order to know where to cut, the laser cutter driver reads all of the vector paths in the designed piece. Once you send your file to a laser cutter, only lines that register as only hairline or vector graphics with the smallest possible line thickness will be cut by the laser. All other graphics, like any images or thicker lines, will be rastered, which I’ll explain in a bit. The laser, when supplied with the right settings, will cut all the way through your material, so vector cutting is normally used for cutting out the outline of the part as well as any features or holes that you want to cut out of the material.
Step 6: Laser Rastering
Rastering is a lot different than vector cutting; instead of cutting all the way through the workpiece, the laser will burn off the top layer of the material you are cutting to create two color (and sometimes grayscale) images using the raster effect. In order to raster materials, the laser will usually be set to a lower power than it would when vector cutting material, and instead of shooting down a pulsing beam, it creates fine dots at a selected DPI (dots per inch) so that the laser doesn’t really cut all the way through. The DPI directly correlates to the image resolution and affects how fine an image appears, exactly like image resolution on a computer. By adjusting the DPI you can control the laser’s effect on the material. Rastering on some materials comes out really clearly, while you may not get exactly what you expected on other materials. Before you raster for the first time, make sure you experiment with the settings until you get the desired effect!
Step 7: Laser Cutter Settings
Before I start going into the processes of vector cutting and rastering, I want to quickly cover the settings you will encounter. A laser cutter has four primary settings, as listed and described below. While power and speed apply to both vector cutting and rastering, frequency only applies to vector cutting and resolution only applies to rastering. The settings need to be changed based on your material in the laser cutter «Print Properties» dialogue box before you «print» your job (remember, laser cutters connect to computers like normal printers). based on the material you are cutting through or rastering on: for example, harder, thicker materials require higher power and lower speed so that the laser can actually be strong enough and move slow enough to successfully cut all the way through the material, while thinner, weaker materials can be cut with lower power and higher speed.
Power: How strongly the laser fires. A high power will cut through stronger, thicker material, but may end up burning thinner, more flammable stock. A low power may not be strong enough to get all the way through the material. During rastering, higher power will burn more layers off of the material, creating a darker image.
Speed: How fast the head of the laser cutter moves along its gantry. A high speed will cut faster, but may not cut all the way through if you have thicker or stronger materials. A low speed will definitely cut through, but has the potential to burn or melt the edges of the material as it slowly cuts. During raster operations, the laser moves back and forth very quickly, so a high speed on a large piece may wear out the gantry.
Frequency (only for cutting): Determines how fast the laser pulses during a cutting operation. The laser turns on and off rapidly when it makes cuts, so a higher frequency will create a cleaner cut, but if the material is flammable it may end up catching fire, so a lower frequency would be preferable.
Resolution (only for rastering): Determines the resolution and quality of the raster operation. A higher resolution will produce a better, darker image, but if there is too much heat concentrated in one area, it may severely melt, burn, or damage the work piece.
Step 8: Design for Laser Cutting
As I’ve already mentioned, laser cutters have defined material ranges and limitations. While some of this is due to the power it takes to cut through certain materials, some of the material limitations come from the gases that certain materials make when burned or cut with a laser. Other materials can be cut, but respond poorly to heat and may shrivel or melt. Like any other machining technology, there are definitely things that you can and can’t do on a laser cutter. Laser cutters may seem pretty limiting because they can only cut out flat objects, but there are a surprising amount of things that you can do with laser cutters that you may not have expected. I’ll cover a couple design techniques, cool ideas, and design limitations so that you can get familiar with the technology and start designing!
Step 9: Kerf and Material Thickness
As I explained earlier, the focal point of the lens of the laser cutter focuses the laser on the surface of the material it is cutting. This means that on the other side of the material, the laser isn’t as focused, and its beam is actually slightly larger than the beam at the focal point. The gap that the laser makes when it cuts through material is called its kerf. All cutting machines have kerf because the cutting tool has thickness. For example, the kerf on a saw blade is usually a rectangle the width of the blade. The kerf of a laser cutter is slightly trapezoidal. Because the laser beam gets wider after its focal point, the width at the bottom of the material is wider than at the top. The kerf of a given laser cutter determines the maximum thickness of material that it can cut, because on thicker materials the beam will either get too unfocused to cut well, or it will have an angled kerf, which may be unsatisfactory for the designer. Most smaller scale laser cutters can only cut material up to about a quarter of an inch, because after that point the kerf width gets too large.
Step 10: Thin Features and Detail
Because the laser beam itself is very small when cutting, laser cutters can usually create very fine, small details, even when rastering. The kerf of a laser cutter is much thinner in general than the kerf of a sawblade or a milling bit, for example, so laser cutters can do some really nice detail work. However, there is a limit to how small features can be made. Just because the laser cutters can do small features, doesn’t mean the material will handle it well.
Small features and details concentrated in a specific place means that the heat from the laser will dwell in that area for a long time. This creates a lot of concentrated heat, which may cause the part to catch on fire or melt, especially if the material is flammable. Usually a good rule of thumb is to leave at least an eighth of an inch between two approximately parallel lines you will be laser cutting to prevent the laser from damaging the part.
Additionally, be careful about creating very thin features in your designs. Thinner features have a much higher tendency to break, just because they have very small cross sectional areas, and most parts cut out on a laser cutter, like wood, acrylic, and plastic, tend to be very brittle, so they will snap very easily if designed features are too thin.
Step 11: Joints
There are a lot of different ways to make joints from flat pieces, and not all are limited to laser cutters, but a lot of the techniques carry over from fields like woodworking and metalworking. Here are a few simple joining techniques for two pieces of flat stock. There are much more if you’re willing to explore and experiment, but lets start with the basics!
Finger Joints
Finger joints are the basic joint for putting two flat plates together at a perpendicular angle to make a corner. It basically consists of tabs on the mated sides that interlock. The tabs are usually as long as the material is thick to make a nice, clean seam.
Mortise and Tenon Joints
Mortise and tenon joints are very similar to finger joints, except the «fingers» on one piece of material stick through holes in the other piece of material. These are useful for creating «T» like structures and easily mounting internal support beams for more complicated laser cut structures.
Slotted Joints
Slot joints are another pretty common type of simple laser cut joint. The two connecting pieces each have slots cut halfway through them, which can slide into each other to form «X» like structures out of the laser cut material.
Dovetail and Jigsaw Joints
Dovetail joints and jigsaw joints are usually used in laser cutting to mount two materials flush to one another, with even top and bottom surfaces. Although these are more widely used in woodworking, they can come in handy if you’re looking for a certain effect.
Using Bolts
The above joints will work just fine with some glue around the edges, but you may not want to make such a permanent seal on your parts. By creating a hole for a bolt to slide through and a slot for a nut to be press fit into, you can secure the joints of laser cut parts easily.
Step 12: Stacking
Apart from joining laser cut pieces by their edges to create 3D shapes, you can also stack laser cut pieces on top of one another to create sculptures. This has a contour-map like effect as the entire 3D shape is defined by the differences in the cut lines between each layer. Autodesk’s 123D Make software allows you to take a 3D model and slice it up into layers of laser cut pieces that you can cut out and then assemble into a scale model. If you’re designing your own pieces to stack, make sure you label each piece and create some sort of guide to ease the assembly and alignment process.
Step 13: Living Hinges and Flexible Materials
Most materials that you can cut on the laser cutter will be pretty brittle. However, by cutting out sections and patterns from the material, you can actually make them quite flexible! These flexes are called kerf bends or living hinges. They usually utilize the kerf of the laser cutter to create notches in the material, which relieves tension in the material and allows it to bend. The notches are patterned along the area where you want your material to bend, and this loosens up the material enough to allow it to flex pretty nicely. Other design techniques can be used to take advantage of the flexibility as well, to create snap fit hinges that keep the parts locked together.
If you’re interested in learning more about kerf lattices, there is a great Instructable on it here.
Step 14: Related Technologies
Other 2D CNC Machines
Apart from laser cutters, there are a handful of other 2D CNC machines that use a cutting head mounted on a gantry or arm to cut through various materials. Machines like waterjet cutters cut with a high powered, concentrated stream of water. Waterjets are high power and have a huge bed size, so they are great for cutting out huge, thick pieces of metal and wood. Plasma cutters are another example of high power 2D cutting machines, they use a plasma beam to cut metal by melting it away. On a much smaller scale, machines like vinyl cutters have a pointed cutting tool used to cut through thin materials like paper, card stock, and vinyl.
3D Printers
Laser Cutters and 3D printers are really the benchmark rapid prototyping machines. They both are CNC machines that have a very wide range of applications. While laser cutters are very versatile when it comes to 2D geometries, 3D printers build up 3D geometries layer by layer to create intricate models, prototypes, art, and more.
If you’re interested in learning more about 3D printing, check out this Instructable for an introduction.
CNC Routers
CNC routers are another type of computer controlled machine. Like waterjets and laser cutters, they have a cutting head that travels on a gantry and is used to cut the material. Routers differ in that they use metal cutting heads, and the cutting head can move up and down on a third axis, giving it another degree of freedom and allowing it to create more complicated shapes with the third dimension.
Step 15: Resources
Laser Cutters
- Epilog: Many different sizes of laser cutters, from desktop machines to industrial scale cutters and markers
- Trotec: Huge range of many different types and sizes of fast, efficient laser machines
- Coherent: High power laser cutters and laser machines with a large range of materials, including metals
- Full Spectrum: Affordable, small production laser cutters
- Rofin: Huge range of different types of laser cutters and other devices
- Jamieson Laser: Wide range of affordable laser devices from desktop cutters to high production systems
Laser Cutting Services
- Ponoko: Fast and cheap laser cutting and 3D printing service
- The Make Lab: Design and manufacturing service with printing, laser cutting, and 3D printing capabilities
- Laserage: Laser manufacturing service with laser cutters and other laser technologies
- Laser Logik: Laser cutting service with main focus on paper and card stock materials
2D Design Software:
- CorelDRAW: graphic design software with an extensive number of tools and applications
- Adobe Illustrator: Powerful graphic design software used to create high quality designs
- AutoCAD (free for students): Great drawing software, primarily used by engineers and architects to create detailed drawings and product representations
- Inkscape (free): Free, open source graphic design software
- DraftSight (free options): Professional 2D drafting and design software
-
LibreCAD (free): Open source, community-driven 2D CAD program
3D Design Software with Laser Cutting Capabilities:
- Solidworks: Engineering 3D design software with multiple packages for aiding in design for specific applications
- Autodesk Inventor (free for students): Professional mechanical design software used to create and optimize designed systems
- Autodesk Fusion (free for students): Cloud-based CAD platform used to help designers through the entire designing, engineering and manufacturing processes
- Autodesk 123D Make (free):Allows you to import 3D models and slice them into laser cut sheets that can be cut out and assembled
Laser Cutting Resources
- Inventables: Materials vendor with all sorts of interesting materials, especially for laser cutting
- Epilog Laser Resource Page: Resource page with materials sites, vendor sites, and samples

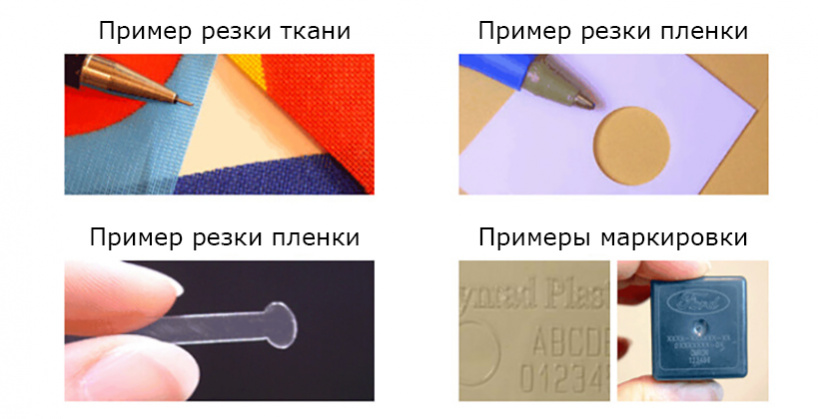
Лазеры впервые были использованы для резки в 1970-х годах.
В современном промышленном производстве лазерная резка более широко применяется в обработке листового металла, пластмасс, стекла, керамики, полупроводников и таких материалов, как текстиль, дерево и бумага.
В ближайшие несколько лет применение лазерной резки в прецизионной обработке и микрообработке также получит значительный рост.
Во-первых, давайте посмотрим, как работает лазерная резка.
Когда сфокусированный лазерный луч попадает на заготовку, область облучения быстро нагревается, расплавляя или испаряя материал.
Как только лазерный луч проникает в заготовку, начинается процесс резки: лазерный луч движется по контуру и расплавляет материал.
Обычно для удаления расплава из разреза используется струйный поток, оставляя узкий зазор между режущей частью и рамой.
Узкие швы получаются почти такой же ширины, как и сфокусированный лазерный луч.
Примечание: данная статья является переводом
Газовая резка
Газовая резка — это стандартная техника, используемая для резки низкоуглеродистой стали. В качестве режущего газа используется кислород.
Перед вдуванием в разрез давление кислорода повышается до 6 бар. Там нагретый металл вступает в реакцию с кислородом: он начинает гореть и окисляться.
В результате химической реакции высвобождается большое количество энергии (в пять раз больше энергии лазера).

Рис.1 Лазерный луч плавит заготовку, а режущий газ сдувает расплавленный материал и шлак в зоне разреза
Резка плавлением
Резка плавлением — это еще один стандартный процесс, используемый при резке металла, который также может применяться для резки других легкоплавких материалов, например, керамики.
В качестве газа для резки используется азот или аргон, а воздух под давлением 2-20 бар продувается через разрез.
Аргон и азот являются инертными газами, что означает, что они не вступают в реакцию с расплавленным металлом в надрезе, а просто выдувают его на дно.
Между тем, инертный газ может защитить режущую кромку от окисления воздухом.
Резка сжатым воздухом
Сжатый воздух также можно использовать для резки тонких листов.
Давления воздуха, увеличенного до 5-6 бар, достаточно, чтобы сдуть расплавленный металл в разрезе.
Поскольку почти 80% воздуха — это азот, резка сжатым воздухом — это, по сути, резка плавлением.
Плазменная резка
Если параметры выбраны правильно, то в разрезе плазменной резки с применением плазменного наплавления появляются плазменные облака.
Плазменное облако состоит из ионизированного пара металла и ионизированного газа для резки.
Плазменное облако поглощает энергию CO2-лазера и переводит ее в заготовку, позволяя соединить больше энергии с заготовкой, что позволяет быстрее плавить металл и ускоряет процесс резки.
Поэтому процесс резки также называют высокоскоростной плазменной резкой.
Плазменное облако фактически прозрачно для твердого лазера, поэтому плазменная резка может использоваться только при лазерной резке CO2.

Газифицирующая резка
Газифицирующая резка испаряет материал и минимизирует тепловое воздействие на окружающий материал.
Использование непрерывной обработки CO2-лазером для испарения материалов с низким тепловыделением и высоким поглощением позволяет достичь вышеуказанных эффектов, например, тонкой пластиковой пленки и неплавящихся материалов, таких как дерево, бумага и пенопласт.
Ультракороткоимпульсный лазер позволяет применить эту технику к другим материалам.
Свободные электроны в металле поглощают лазер и резко нагреваются.
Лазерный импульс не вступает в реакцию с расплавленными частицами и плазмой, и материал сублимируется напрямую, не успевая передать энергию окружающему материалу в виде тепла.
В материале для пикосекундной импульсной абляции нет явного теплового эффекта, нет плавления и образования заусенцев.

Рис.3 Газификационная резка: лазер заставляет материал испаряться и гореть. Давление пара вытягивает шлак из разреза
На процесс лазерной резки влияют многие параметры, некоторые из которых зависят от технических характеристик лазерного генератора и станка для лазерной резки, а другие варьируются.
Степень поляризации
Степень поляризации показывает, какой процент лазера преобразуется.
Типичная степень поляризации составляет около 90%. Этого достаточно для высококачественной резки.
Диаметр фокусировки
Диаметр фокуса влияет на ширину разреза и может изменяться путем изменения фокусного расстояния фокусирующей линзы. Меньший диаметр фокуса означает более узкие разрезы.
Фокусное положение

Рис. 4 Положение фокуса: внутри, на поверхности и на восходящей стороне заготовки.
Мощность лазера
Мощность лазера должна соответствовать ьипу обработки, а также типу и толщине материала.
Мощность должна быть достаточно высокой, чтобы плотность мощности на заготовке превышала порог обработки.

Рис.5 Более высокая мощность лазера позволяет резать более толстый материал
Рабочий режим
Непрерывный режим в основном используется для резки стандартного контура металла и пластика толщиной от миллиметра до сантиметра.
Для выплавки отверстий или получения точных контуров используются низкочастотные импульсные лазеры.
Скорость резки
Мощность лазера и скорость резки должны соответствовать друг другу. Слишком высокая или слишком низкая скорость резки может привести к увеличению шероховатости и образованию грата.

Рис.6 Скорость резания уменьшается с увеличением толщины пластины
Диаметр сопла
Диаметр сопла определяет форму потока газа и воздушного потока из сопла.
Чем толще материал, тем больше диаметр газовой струи и, соответственно, больше диаметр отверстия сопла.
Чистота и давление газа
Кислород и азот часто используются в качестве газов для резки.
Чистота и давление газа влияют на эффект резки.
При резке кислородным пламенем чистота газа составляет 99,95 %.
Чем толще стальной лист, тем ниже давление газа.
При резке азотом чистота газа должна достигать 99,995 % (в идеале 99,999 %), что требует более высокого давления при плавлении и резке толстых стальных листов.
Технические параметры
На ранней стадии лазерной резки пользователь должен определить настройки параметров обработки путем пробной операции.
Теперь необходимые параметры обработки хранятся в управляющем устройстве системы резки.
Для каждого типа и толщины материала имеются соответствующие данные.
Технические параметры позволяют людям, не знакомым с технологией, беспрепятственно управлять оборудованием для лазерной резки.
Оценка качества резки
Существует множество критериев для определения качества кромок лазерной резки.
Например, стандарт формы грата, провисания и зернистости можно оценить невооруженным глазом.
Прямолинейность, шероховатость и ширина надреза должны быть измерены специальными приборами.
Осаждение материала, коррозия, область термического воздействия и деформация являются важными факторами для измерения качества лазерной резки.

Рис.7
Перспективы в будущем
Непрерывный успех лазерной резки находится за пределами досягаемости большинства других методов. Эта тенденция продолжается и сегодня. В будущем применение лазерной резки будет становиться все более и более перспективным.
Пластмассы — это синтетические или полусинтетические полимерные материалы, которые можно формовать в различные сложные формы. Они доступны в различных формах, от очень тонких и гибких листов до специально разработанных пластмасс, которые обеспечивают высокую прочность и долговечность.
Лазерная резка может использоваться для резки практически всех видов пластика, за исключением некоторых, которые при испарении лазерным лучом выделяют токсичные побочные продукты.
В этой статье мы рассказываем обо всем, что вам нужно знать о лазерной резке и гравировке пластмасс. Включая типы пластиков, которые подходят для лазерной резки, и способы улучшения качества резки при работе с пластиками.
Лазерная резка пластмасс

Лазерная резка — это быстрый и экономичный процесс, позволяющий резать пластмассу с высокой точностью
Но выбор правильного лазера для конкретного процесса очень важен, чтобы процесс был экономичным и эффективным.
Хотя диодные и волоконные лазеры могут гравировать пластик, они не идеальны.
Для лазерной резки пластмасс за один проход зачастую используется CO2-лазер мощностью более 40 Вт. Он подходит для большинства типов пластмасс и различных толщин. Использование маломощных диодных и волоконных лазеров для резки толстого пластика потребует нескольких проходов, а значит, процесс не будет экономичным.
Помимо типа лазера, важную роль играет выбор подходящего типа пластика для вашего применения.
Виды пластмасс, пригодных для лазерной резки
При работе с пластиком важно знать, какие пластики безопасны для лазерной обработки.
| Название | Лазерная резка | Лазерная гравировка/маркировка | Безопасность |
| Акрил | Отлично | Отлично/хорошо | Не выделяет вредных испарений |
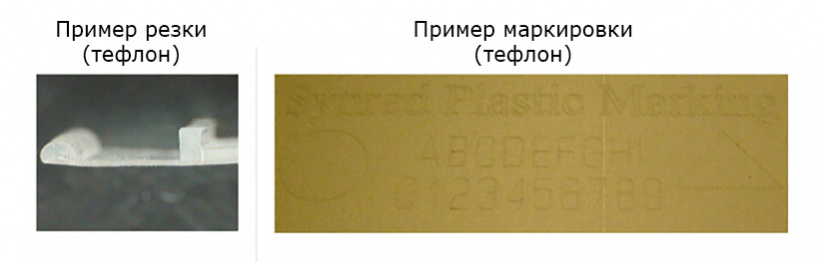
| Фторполимеры | Хорошо | Хорошо/Средне | Не выделяет вредных испарений |
| Полиформальдегид | Хорошо | Средне/Средне | Производит пары формальдегида |
| Поликарбонат | Плохо | Средне/Хорошо | Производит сильный дым при резке |
| Майлар | Хорошо | Средне/Средне | Нет вредных испарений |
| Полиимид | Плохо | Плохо/Хорошо | Нет вредных испарений |
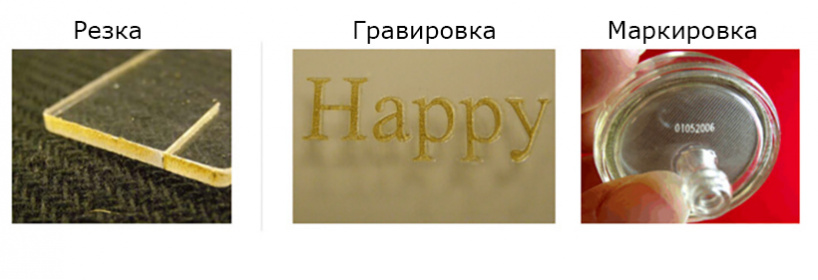
Акрил

Акрил — это термопластичный материал с оптическими свойствами, подобными стеклу, который часто используется в качестве альтернативы стеклу.
Это безопасный для лазерной резки материал, и пары, образующиеся при резке акрила, не токсичны для здоровья, но при длительном воздействии могут вызвать раздражение легких.
При лазерной резке акрила получается чистый, отполированный край с высокой чистотой поверхности.
Для достижения наилучших результатов при работе с акрилом рекомендуется использовать мощный CO2-лазер с длиной волны 10,6 мкм и низкой скоростью резки.
В основном существует два типа акрила: литой акрил и экструдированный акрил.
Литой акрил сравнительно дороже, чем экструдированный, и позволяет получить высококачественный результат в процессе лазерной гравировки.
В то время как экструдированный акрил сравнительно дешевле и режется гладко с полированными краями.
Однако при лазерной гравировке экструдированного акрила получается результат более низкого качества с сероватым оттенком.
Фторполимеры
Фторполимеры — это класс полимеров, в основе которых лежит связь углерода с фтором.
Эти полимеры демонстрируют высокую устойчивость к неблагоприятным факторам окружающей среды и известны своим долгим сроком службы.
Для лазерной резки и гравировки фторполимеров лучше всего подходит CO2-лазер с длиной волны от 9,3 мкм до 10,6 мкм.
При лазерной резке этих полимеров получается чистый срез с хорошей отделкой поверхности и без обесцвечивания по краю.
К наиболее часто встречающимся фторполимерам относится тефлон и политрифторхлорэтилен.
Полиформальдегид
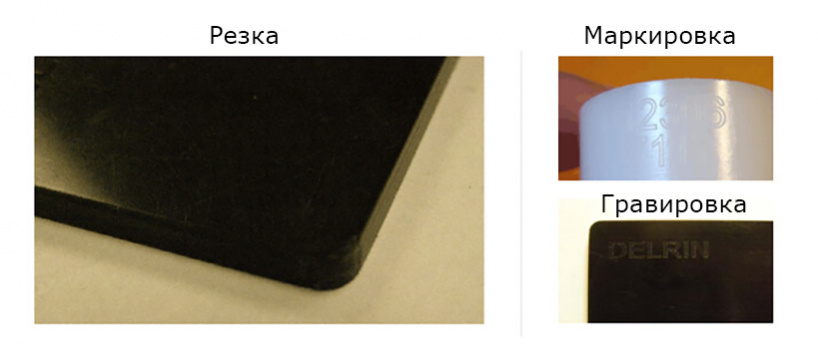
Полиформальдегид — это термопластик на основе полимера полиоксиметилена.
Это высокопрочный пластик с хорошей жесткостью и низким трением, что делает его идеальным материалом для различных применений, таких как подшипники, насосы, шестерни и т.д.
CO2-лазер с длиной волны 10,6 мкм может производить гладкие резы, не требующие дополнительных процессов отделки.
В то время как волоконный лазер с длиной волны 1,06 мкм может быть использован для лазерной маркировки.
При лазерной резке полиформальдегида образуются испарения, содержащие небольшое количество формальдегида, который хотя и не является токсичным, но может быть очень неприятным и требует хорошей системы вентиляции.
Поликарбонат
Поликарбонат — это термопластичный материал, содержащий в своей структуре карбонат.
Это прочный материал с высокой ударопрочностью, что затрудняет лазерную резку сложных конструкций.
CO2-лазер с длиной волны 10,6 мкм можно использовать для выполнения гладких разрезов в поликарбонате, но он оставляет желтоватое оттенок по краям и сильное дымообразование.
По этой причине его не рекомендуется использовать для лазерной резки, но он дает хорошие результаты при лазерной гравировке маломощным лазером.
Лазерная маркировка на поликарбонате с помощью волоконного лазера с длиной волны 1,06 мкм дает отличные результаты с высоким уровнем детализации.
Некоторые из наиболее часто встречающихся поликарбонатов — Lexan, Lupoy, Makrolon и т.д.
Майлар
Майлар — это вид прочного полиэстера с высокой прочностью на разрыв, который можно резать лазером, наносить маркировку или гравировать.
Лазерная резка майлара позволяет получить точный срез с хорошей поверхностью и используется в основном для изготовления трафаретов.
Для лазерной резки и маркировки майлара лучше всего подходит CO2-лазер с длиной волны 9,2 мкм.
Лазерная маркировка майлара позволяет получить белые матовые метки на поверхности без повреждения его структурной целостности.
Использование мощного лазерного луча для резки майлара может привести к прожогам и оплавлению краев, поэтому рекомендуется использовать маломощный лазерный луч с низкой скоростью резки.
Полиимид

Полиимиды — это термореактивные полимеры с хорошей химической и электрической стойкостью, высокой теплопроводностью и хорошими механическими свойствами.
Каптон — один из самых популярных полиимидов, который в основном используется для изготовления паяльных масок и трафаретов.
Этот материал легко поглощает энергию CO2-лазера с длиной волны 10,6 мкм и поэтому легко режется.
Однако полиимиды не рекомендуется использовать для лазерной резки, поскольку они имеют тенденцию оставлять коричневые/черные обугливания по краю разреза, что требует вторичного процесса очистки.
Для маркировки поверхности полиимида можно использовать маломощный лазерный луч без существенного повреждения его структурной целостности.
Виды пластмасс, не подходящих для лазерной резки
Хотя большинство пластмасс совместимы с лазерной обработкой, есть и такие, которые могут быть опасны при контакте с лазерным лучом.
Поэтому всегда рекомендуется убедиться, что материал, используемый для лазерной резки, не содержит ни одного из перечисленных ниже видов пластмасс.
Вы также должны быть осведомлены о рисках, опасностях и мерах контроля лазерной безопасности до начала работы с лазерным оборудованием.
ПВХ
ПВХ, также известный как поливинилхлорид, является одним из наиболее часто используемых термопластичных материалов.
Он обладает высокой прочностью и находит свое применение в различных областях, таких как здравоохранение, электроника, сантехника и т.д.
Некоторые из распространенных примеров использования ПВХ материалов в повседневной жизни — трубы, изоляция проводов, пакеты для хранения крови, напольные покрытия, некоторые виды искусственной кожи и т.д.
Несмотря на то, что ПВХ является столь широко используемым пластиковым материалом, он не подходит для лазерной резки.
При контакте с лазерным лучом винил, содержащийся в ПВХ, испаряется и выделяет вредные пары хлора и соляной кислоты.
Эти пары очень токсичны при вдыхании и могут даже повредить оборудование для лазерной резки.
АБС-пластик
ABS или акрилонитрил-бутадиен-стирол — это термопластик, который может быть пригоден для лазерной резки под воздействием маломощного лазера.
Но лазерная резка ABS требует тщательного контроля, поскольку он имеет тенденцию плавиться и оставлять после себя липкую кашицу.
Кроме того, пары, образующиеся при плавлении АБС-пластика, могут вызвать раздражение глаз, кожи и легких.
Углеродное волокно
Углеродное волокно — это легкий полимер с хорошей прочностью и жесткостью.
Оно имеет тенденцию легко поглощать энергию лазера, что делает его склонным к возгоранию во время лазерной обработки.
Большинство углеродных волокон обычно имеют слой эпоксидного покрытия, которое выделяет вредные испарения при резке лазером.
Настройка лазерного резака для резки и гравировки пластика
Для выполнения чистых резов в пластике требуется мощный лазерный резак с хорошим контролем процесса.
Мощность лазера
Необходимая мощность лазера зависит от типа материала и его толщины.
Как правило, для резки или гравировки пластмасс рекомендуется использовать CO2-лазер мощностью 30 Вт и выше.
Волоконные лазеры, с другой стороны, не могут использоваться для резки или гравировки, но могут применяться для лазерной маркировки некоторых пластмасс.
Длина волны лазера
Лучше всего подходит лазер с длиной волны в диапазоне от 9,5 мкм до 10,6 мкм, так как пластмассы обладают высоким свойством поглощения лазерной энергии в этом диапазоне.
CO2-лазер с длиной волны от 9,5 мкм до 10,6 мкм можно использовать для гравировки и резки почти всех пластиков, которые безопасны для лазерной обработки.
В то время как волоконный лазер с длиной волны 1,06 мкм подходит только для лазерной маркировки определенных пластиковых материалов.
Скорость резки
Скорость резки зависит от различных факторов, таких как мощность лазера, толщина материала и тип разрезаемого материала.
При медленной скорости резки пластмасс получается гладкий срез с хорошей отделкой поверхности.
Обычно при резке пластика толщиной 5 мм с помощью 30-ваттного CO2-лазера скорость резки 5 мм/сек дает хорошие результаты с гладкой кромкой.
Аналогично, рекомендуемая мощность лазера для гравировки составляет около 15% при скорости около 300 мм/сек.
Для лазерной гравировки пластмасс требуется маломощный лазерный гравер, для выполнения высококонтрастных гравировок с хорошей детализацией.
Диаграмма толщины и скорости лазерной резки пластмасс дает лучшее понимание параметров лазера для пластмасс различной толщины.
Рабочий стол
Лазерная резка прозрачных пластмасс иногда может привести к «вспышке».
Такие вспышки могут вызвать нежелательные дефекты на задней части заготовки, и для решения этой проблемы можно использовать сотовый стол.
Сотовый стол уменьшает площадь поверхности рабочего стола, тем самым снижая вероятность возникновения «вспышки».
Система продувки
Для лазерной резки пластика рекомендуется использовать систему продувки низкого давления, который поддерживает температуру под контролем и обеспечивает достаточное время для формирования полированной кромки.
Вытяжная система
Почти все пластмассы при испарении лазерным резаком выделяют неприятные испарения.
В зависимости от типа пластика эти испарения иногда могут быть вредны для человека, особенно при длительном воздействии.
В некоторых случаях, например, при работе с акрилом, пары, образующиеся при сжигании материала, могут воспламеняться и загораться.
Поэтому необходима хорошая вытяжная система, чтобы эти пары не попадали на людей и обрабатываемую деталь.
Часто задаваемые вопросы:
Что такое обратная вспышка?
Обратная вспышка — это явление, когда лазер проходит через разрезаемый материал, отражается от рабочего стола и прожигает нижнюю сторону заготовки. Это может привести к тому, что заготовка приварится к рабочему столу и образует дефектную поверхность.
В чем разница между лазерной гравировкой и маркировкой?
Основное различие между лазерной гравировкой и маркировкой заключается в том, что при лазерной гравировке удаляются некоторые слои материала, чтобы сделать видимый след или рисунок на поверхности материала. В то время как лазерная маркировка — это процесс, в котором затрагивается только поверхностный слой. При этом не обязательно удалять материал, в некоторых случаях лазерная маркировка происходит просто путем обесцвечивания поверхности материала.
Заключительные мысли:
Пластик, благодаря своей высокой прочности и доступности различных цветов, стал чрезвычайно популярен в индустрии лазерной резки.
Большинство пластиковых производств перешли на лазерную резку из-за ее способности быстро выполнять высокоточные и сложные разрезы.
Для безопасного выполнения лазерной резки важно знать о природе используемого пластика и его реакции на лазерный процесс.
Независимо от типа используемого пластика, при нахождении рядом с работающим лазерным станком обязательно надевайте защитные очки.
С хорошим лазерным резаком и надлежащей вытяжной установкой вы можете начать делать проекты из пластика, которые вы сможете продавать с прибылью.
Несколько советов для начинающих

Cтанки лазерной резки c ЧПУ нельзя назвать дешевыми, но средней руки предприниматель уже может себе позволить такую систему. Некоторые модели из Китая стоят около $4000. Лазером можно делать все — вырезать корпуса приборов, отдельные элементы конструкции, наносить изображения на металл, дерево, кожу и пластик.
Но наличие компьютерного управления вовсе не значит, что оператор может отдыхать на кушетке с любимой книжкой в одной руке и бутылкой пива — в другой. Для того, чтобы результат работы удовлетворял всем критериям успеха, оператору нужно приложить немалые усилия. На каких этапах резки сфокусировать внимание? Об этом рассказывает мастер, который довольно продолжительное время работал с системами лазерной резки разного типа.
Подготовка к работе
Даже на этом этапе многое может пойти не так. Ошибку можно допустить, подключая питание. Или вообще что-то можно собрать не так, и все пойдет прахом после подключения электричества. Сейчас многие системы содержат аварийную «защиту от дурака», но бывает всякое.

Вот так иногда приходится доставлять оборудование к месту установки
Проблемы могут быть не технического характера, например — плохо проверили габариты оборудования, и все — в двери оно не пролезает. Что делать? Разбирать станок? Не всегда возможно. Расширять дверной проем? Тоже сложно.
Подключение вытяжки и охлаждения (технический проект, бюджет). Для работы лазерного резака нужна не только энергия. Требуется также вытяжка и охлаждение. Вытяжка может быть любой, в зависимости от специфики аппарата. Чем короче трубы вытяжки, тем лучше (по возможности, конечно). Если же охлаждение водяное, требуется подвод дистиллированной/очищенной воды. Об установке вытяжки и охлаждения нужно подумать заранее, а не после того, как лазерный резак уже куплен.
Шум и запах. Работающий лазерный резак, его охлаждение и вытяжка производят много шума. Кроме того, будет и запах, какой хорошей вытяжка бы ни была. Работать система может часами, поэтому и место стоит выбрать соответствующее — такое, где резак мешать не будет. Обо всем этом лучше всего тоже позаботиться заранее. Вытяжка должна действительно выводить воздух с парами обработанного материала из помещения, а не гонять его по кругу.
Несмотря на советы в стиле КО, довольно много новичков о чем-то забывают, чем-то пренебрегают. И потом, уже после установки, может быть мучительно больно из-за нерешенной заранее проблемы.
Начало работы
Отсутствие системы подачи сжатого воздуха в место резки. Если такой системы нет или она отказала, то воспламеняющийся материал, с которым сейчас работает резак, вполне может загореться.

При подаче воздуха в место работы все пары отработанного материала уходят, а температура не успевает подниматься слишком быстро.
Использование проприетарного программного обеспечения. Недорогой лазерный резак из Китая, вероятно, будет работать с собственным закрытым программным обеспечением. Это, в большинстве случаев, проприетарное ПО, написанное производителем оборудования, и с этим программным обеспечением могут возникнуть неожиданные проблемы. Речь идет о CAD-программах, в которых готовятся модели для резака, несовместимых с ПО лазерной системы. Какие-то файлы могут не импортироваться, а какие-то — не экспортироваться. Это сильно замедляет работу, а сама проблема в некоторых случаях может испортить весь рабочий процесс. Если случилось нечто подобное, то можно подумать о смене CAD-программы (какой бы удобной она бы ни была) или замене контроллера.
Ошибка в характеристиках рабочего материала. В некоторых случаях характеристики купленного для работы материала (пластик, металл и т.п.) могут значительно отличаться от реальности. И тогда настроенный на один режим работы принтер может испортить весь проект из-за расхождения описанных производителем и реальных параметров материала.
Тестовый образец кожи после нанесения рисунка
Поэтому не стоит пускать в работу (например, начинать гравировку) рабочий образец — лучше проверить на тестовом образце, который не жалко испортить.
Рабочий процесс
Оставляем аппарат без присмотра. Как уже говорилось выше, оператор должен внимательно следить за системой все время. Если этого не сделать, то аппарат в силу каких-то сбоев (самых неожиданных) может полностью выйти из строя:

Каким бы ни был качественным и безопасным резак, какие бы технологии защиты в нем ни использовались, всегда есть вероятность возгорания отдельных элементов станка или рабочего материала. Это актуально даже для тех материалов, с которыми раньше владелец станка работал без проблем. Сбойнуть может программное обеспечение или электрическая сеть системы. Отказать может сервопривод, также может оборваться ремень. Если случилось что-то подобное, оператор может обесточить станок, и последствий проблема иметь не будет.
Неправильная фокусировка лазера. Для того, чтобы результат был идеальным, линзы должны быть настроены тоже идеально. Если что-то настроено хотя бы немного не так, работа может пойти прахом.
Защита поверхности. Нанесение узора на поверхности лучше производить с использованием защиты. Это может быть специальная пленка, которая не даст поверхности рядом с рабочей областью деформироваться или менять цвет. Многие типы пластика для резака уже продаются с такой защитой. Но здесь есть еще одна проблема.
Невозможность удаления защитной пленки по окончанию работы. Защитить поверхность просто, но нужно еще и снять защиту после работы. Под влиянием лазера пленка иногда может сплавиться с образцом, что приведет к неаккуратному внешнему виду. Такие случаи нужно предусматривать заранее, обдумывая ход работы.
Уникальные свойства материала. Характеристики некоторых типов материалов могут повлиять на процесс резки и отобразиться на конечном результате. К примеру, работа с зеркальной поверхностью — это проблема. Дело в том, что лазер, используемый для гравировки, отражается от зеркальной поверхности, и изображение получается двойным.
Очистка от мусора. Обычно лазерная резка не производит слишком уж много мусора. Но все же такой мусор есть, полностью от него избавиться нельзя. И если его не убрать вовремя, это может повредить поверхность материала — частички мусора могут загореться или сплавиться с изделием.
Выделение вредных веществ. В качестве примера стоит привести ПВХ. При резке поливинилхлорида лазером в воздух выделяется хлор. Как известно, это тяжелый газ, и он будет опускаться в недра машины. Хлор обладает коррозийными свойствами. Газ взаимодействует с большим количеством материалов, включая изоляцию, резиновые прокладки и т.п.
Если все идет хорошо – это не значит, что результат будет оптимальным
Допустим, все прошло хорошо, сбоев не было. Но прежде, чем радоваться хорошо выполненной работе, постарайтесь проверить, все ли действительно близко к идеалу.

Здесь все отлично благодаря проведенному ранее тесту с кожей
Дело в том, что у некоторых материалов во время нагревания лазером проявляются необычные свойства (деформация, изменение цвета и т.п.). Из-за этих свойств материал может менять свой внешний вид самым неожиданным образом. Проблемы могут быть и иного характера:
Деформация пластика. Например, очень тонкий пластик деформируется при воздействии высокой температуры. В этом случае помочь может относительно ровная нагретая до определенной температуры поверхность, где можно выправить пластик.
Острые края и заусенцы. Некоторые виды пластика могут оставлять и острые углы, и заусенцы. В этом случае для решения проблемы стоит использовать минеральные растворители.
Загрязнение текущего рабочего образца частицами, оставшимися на рабочем столе с предыдущего проекта. Нужно следить, чтобы рабочее пространство станка было чистым.
Скрытые расходы. Да, часто бывает так, что лазерный резак тянет за собой дополнительные расходы, и немалые. Все это пользователь начинает учитывать уже с опытом, в начале у большинства образуются лишние траты. Чрезмерный расход материала, значительное увеличение расхода электроэнергии и т.п. Все это нужно стараться просчитывать еще до покупки системы.
Нежелание что-либо менять
Это самая распространенная проблема. «И так сойдет», — эта поговорка становится призывом к действию для многих из нас. Она может привести к чрезмерным расходам, неудачному результату резки, недовольству клиентов. Если уж вы решили использовать лазерную резку, как профессионал, то и поступать должны, как настоящий мастер. За машиной нужно следить, ухаживать. Нужно выполнять многие правила эксплуатации лазерного резака и стараться эти правила не нарушать. И тогда все будет хорошо.
Что же, теперь осталось пожелать удачной работы!
Только зарегистрированные пользователи могут участвовать в опросе. Войдите, пожалуйста.
Планируете ли вы работать с такой системой?
7.24%
Не только планирую, а уже работаю!
21
7.24%
Да, вскоре моя компания/я сам приобретает резак
21
53.45%
Не знаю, но вещь интересная
155
32.07%
Нет, не планирую
93
Проголосовали 290 пользователей.
Воздержались 66 пользователей.