Паспорт на станок 5Е580 зубозакругляющий полуавтоматПаспорт на станок 5К324А зубофрезерный вертикальный
 Увеличить |
|
|
Цена:
Бесплатно! |
|
| Задайте вопрос по этому документу | |
|
Тип документации: паспорт Дополнительная информация: Инструкции по скачиванию паспорта: Перед скачиванием обязательно ознакомьтесь с пользовательским соглашением. Нажатие ссылки «скачать с файлообменника» означает полное и безоговорочное согласие со всеми пунктами пользовательского соглашения.
Документ скачан 2872 раз(а) |
|
|
|
|
|
|
|

Общие сведения об оборудовании.
Станок универсальный зубофрезерный 5К32 предназначен для фрезерования цилиндрических зубчатых колёс, а так же червячных колёс радиальным методом в условиях индивидуального, мелкого и среднесерийного производства. Нарезание зубчатых колёс производится по способу обкатки червячной фрезы и обрабатываемой заготовки методами «попутного» и «встречного» зубофрезерования с диагональной и обычной подачами
Паспорт (руководство по эксплуатации) на Станок универсальный зубофрезерный 5К32 скачать бесплатно в формате djvu:

Комментирование и размещение ссылок запрещено.
Опубликовано 01 Фев 2014 — . В рубрике: Станочное оборудование. Теги: 5К32, Станок зубофрезерный

Назначение технического устройства.
Станок универсальный зубофрезерный 5К32 предназначен для фрезерования цилиндрических зубчатых колёс, а так же червячных колёс радиальным методом в условиях индивидуального, мелкого и среднесерийного производства. Нарезание зубчатых колёс производится по способу обкатки червячной фрезы и обрабатываемой заготовки методами «попутного» и «встречного» зубофрезерования с диагональной и обычной подачами
Технические характеристики.
Наибольший модуль нарезаемого колеса, мм- 10
Наибольший диаметр нарезаемых червячных колес, мм – 800
Наибольший диаметр нарезаемых цилиндрических колес, мм:
— прямозубных – 800
косозубных, при угле наклона:
30 градусов – 500
45 градусов – 350
60 градусов – 120-250
Наибольшая длина нарезаемых цилиндрических колес, мм:
— прямозубных – 350
косозубных, при угле наклона:
30 градусов – 200
45 градусов – 150
60 градусов – 130
Наибольшее число нарезаемых зубьев – 12
Габаритные размеры, мм:
длина – 2150
ширина – 1510
высота – 2000
Вес, кг -7200
Руководство по эксплуатации, паспорт на Станок универсальный зубофрезерный 5К32 скачать бесплатно в формате djvu (64 страницы):

Универсальный зубофрезерный станок модели 5K32
Руководство станка
М.: «Станкоимпорт»
Формат: DJVU
Оглавление:
Назначение и область применения 3
Транспортировка 3
Фундамент станка, монтаж и установка 4
Пробный пуск 4
Паспорт 5
Конструкция узлов станка 19
Гидропривод 25
Наладка 27
Смазка 40
Регулировка 43
Возможные отклонения от нормальной работы станка и способы их выявления 44
Чертежи ответственных деталей 47
ВН�?МАН�?Е!
Вся информация, которая размещается на сайте носит ознакомительный характер. Мы стремимся к тому, чтобы Вы получали только достоверную, максимально полную и точную информацию. Но мы не исключаем, что некоторая информация может со временем утратить свою актуальность, допускаем возможность ошибок в содержании.
�?нформация на сайте размещается в исходном виде. Мы не даем гарантии на полноту и актуальность информации. �?нформация предоставляется также без каких-либо других явно или неявно выраженных или предполагаемых гарантий.
Администрация сайта оставляет за собой право, не уведомляя пользователей и посетителей ресурса, вносить изменения в контент. Администрация сайта не несет ответственности за информацию, предоставленную пользователями.
На сайте есть ссылки на сторонние ресурсы (сайты), на которые мы не имеем никакого влияния. Ссылки на другие ресурсы предназначены для того, чтобы пользователю было удобнее искать информацию по схожей тематике. Мы не несем ответственности за содержание других сайтов (контент), за их доступность пользователям.
Нет и не может быть таких обстоятельств, при которых владелец (администрация) сайта будет нести какую-либо ответственность перед какой-либо стороной за прямой, непрямой или косвенно причиненный ущерб из-за использования информации, находящейся на страницах этого сайта, или информации на том сайте, на который имеется гиперссылка с этого ресурса. Ни при каких обстоятельствах мы не будем нести ответственность за возможную, но упущенную выгоду, потерю программ или данных, приостановку вашей хозяйственной деятельности и в аналогичных случаях, даже если будем явно проинформированы о большой вероятности подобного ущерба.
�?нтернет не обеспечивает надежной защиты данных и информации, поэтому не несет и не может нести ответственность за информацию, которую получают пользователи из �?нтернета.
Посещая данный сайт и используя его контент в своих целях, Вы прямо выражаете свое согласие с данным «Отказом от ответственности» и принимаете всю ответственность на себя.
Администрация сайта в любое время может и имеет право вносить изменения в эти правила. Они вступают в силу безотлагательно с этого момента. Если Вы продолжаете пользоваться сайтом после того, как в «Отказ от ответственности» внесены изменения, значит — Вы автоматически согласились на соблюдение обновленных правил.
Владельцы и создатели данного ресурса не несут ответственности за содержание ссылок, за их использование и за информацию, размещенную на данном сайте, как не несут ответственность за игнорирование пользователями коммерческого статуса того программного обеспечения, на которое ведут ссылки с этого сайта.
Авторское право и право на товарный знак
Мы стремимся соблюдать авторские права других собственников и использовать собственные или не требующие лицензирования материалы. Загрузка и копирование текстовых материалов, изображений, фотографий или иных файлов с нашего сайта допускается только для личного, некоммерческого использования. Поскольку содержимое этого раздела сайта создается из открытых общедоступных и бесплатных источников. Если вам стало известно об авторском праве на какой-либо материал на сайте, пожалуйста, сообщите нам. После уведомления о нарушениях, мы удалим такое содержимое немедленно.
Предназначен для
фрезерования цилиндрических прямозубых,
косозубых и червячных колес червячными
фрезами по методу обката. Станки для
обработки заготовок по вертикальной
оси имеют следующие основные узлы:
А – станина; Б –
суппортная стойка; В – фрезерный суппорт;
Г – каретка с поворотной частью; Д –
круглый стол; Е – салазки со стойкой; Ж
– кронштейн для поддержки оправки
заготовки («контр-поддержка»).
Такие станки имеют
подвижный стол либо подвижную суппортную
стойку. Станки для обработки мелкомодульных
зубчатых колёс на салазках стола обычно
не имеют стойки с контр-поддержкой.
Настройка станка
на фрезерование цилиндрических прямозубых
з.к. (1-3), косозубых з.к. (1-4), червячных
з.к. методом радиальной подачи (1-3, 5),
червячных з.к. методом тангенциальной
подачи (1-4, 6)
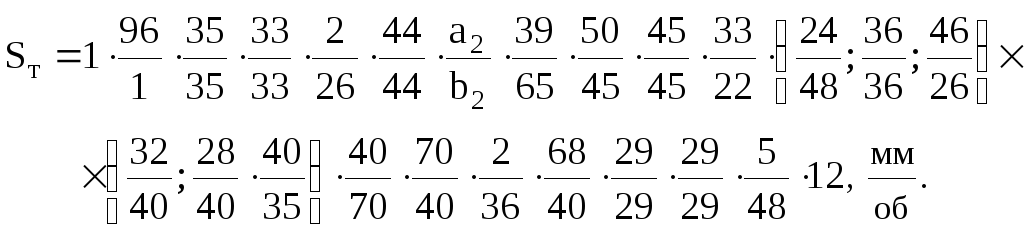
1)
Цепь главного движения
(вращения фрезы): nдвnфрезы
![]()
Формула
настройки:
![]()
2)
Цепь обката или деления
(вращение заготовки, строго увязанное
с вращением фрезы):
1
об.фK/Z
оборотов заготовки
![]()
![]()
3)
Цепь продольной подачи:
1 об.загSп
![]()
![]()
4) Цепь дополнительного вращения заготовки при фрезеровании косозубых шестерен:
Т
мм перемещения суппорта1
об. заготовки; Т – шаг винтовой линии
зубьев
![]()
![]()
![]()
5) Цепь радиальной подачи заготовки: 1 об.ЗагSр
![]()
![]()
6) Цепь тангенциальной подачи фрезы: 1 об.Заг Sт
7)
Цепь
дополнительного
вращения заготовки
для компенсации погрешностей из-за
осевого перемещения фрезы: ts
мм перемещения
пиноли шпинделя
1/Z
об. заготовки ±Δ, где ts
– осевой шаг зацепления: фреза- заготовка
нарезаемого червячного колеса

здесь
Тшк
– шаг винтовых зубьев шпиндельного
колеса 68.

Ускоренные перемещения могут быть
сообщены каретке с суппортом, шпинделю
фрезы вдоль его оси, салазкам со столом,
столу. Эти органы приводятся от отдельного
электродвигателя мощностью 3 квт при
включении соответствующих электромагнитных
муфт. Включение, реверс и отключение
электродвигателя ускоренных перемещений,
переключение муфт производятся при
работе станка посредством путевых
выключателей.
Нарезание конических колес с прямыми зубьями
На станках,
работающих по способу обката, имеется
(рис. 11.11) люлька 1 с направляющими на
торце, по которым возвратно-поступательно
перемещаются две каретки с резцами 3.
Процесс резания происходит при движении
резцов к вершине конуса заготовки
колеса, обратный ход резцов является
нерабочим.
Режущие кромки А
и Б резцов образуют контур впадины
исходной рейки Р. Заготовка 4 и люлька
1 с резцами получают медленное вращение.
Таким образом,
люлька с резцами в кинематическом
отношении представляет собой плоское
производящее колесо 2, у которого
реализована лишь одна впадина.
Заготовка и люлька
вращаются с таким отношением угловых
скоростей, какое соответствует числам
зубьев сцепленных колес – обрабатываемого
и производящего. При этом заготовка в
своем относительном движении накатывается
на резцы, которые постепенно выстрагивают
на ней две впадины. Режущие кромки А и
Б обрабатывают боковые поверхности
зуба, расположенного между вырезаемыми
впадинами, и придают им правильное
очертание. Кромки В и Г оставляют на
сторонах впадин припуск (на рисунке
припуск заштрихован). Таким образом, на
заготовке образуются две неполные
впадины и один полностью обработанный
зуб.
Когда резцы выходят
из зацепления с заготовкой, она отводится
от них, продолжая поворачивается в том
же направлении, а люлька возвращается
(поворачивается) в исходное положение;
таким образом осуществляется деление
заготовки.
После возврата
люльки в исходное положение заготовка
подводится к резцам и процесс зубонарезания
повторяется в той же последовательности.